白車身總拼焊接夾具的變型設計
2021-04-01 07:48:18汪永輝徐靜芬
裝備機械 2021年1期
□ 汪永輝 □ 李 鷹 □ 徐靜芬
上汽大眾汽車有限公司 上海 200030
1 設計背景
隨著近幾年汽車行業的高速發展,新車型的研發周期逐漸縮短。樣車試制是新車型研發過程中的重要一環,一般分為白車身焊接和零件總裝兩個主要部分。白車身通常由300~500個沖壓零件焊接而成[1],車身結構復雜,剛性差,易變形,制造偏差難以控制,而焊接質量又對汽車安全性有重要影響[2]。焊接夾具可以保證焊接件的相對位置和尺寸精度,減小焊接過程中的變形,是白車身所有零件總成的平臺[3]。焊接夾具的設計和制造周期在很大程度上決定了白車身的制造周期,因此對白車身總拼焊接夾具進行變型設計具有重要意義。
在國內汽車行業中,試制產業起步較晚,樣車試制周期普遍較長,從而延后了新車型的上市時間。通過對白車身總拼焊接夾具進行變型設計,可以有效縮短白車身的總拼焊接時間,進而縮短樣車試制周期。
針對傳統計算機輔助設計模型的缺點,筆者根據試制過程中白車身總拼焊接夾具的特點,按照裝配級變型設計的產品建模方法,建立白車身總拼焊接夾具模型,再通過對車身基準點系統[4]、三向機構、型面參數化的調整和替換,快速實現白車身總拼焊接夾具的變型設計。
2 白車身總拼焊接夾具組成
白車身總拼焊接夾具一般由側框焊接夾具、車頂焊接夾具、后圍焊接夾具、衣帽架焊接夾具等部分組成[5],如圖1所示。
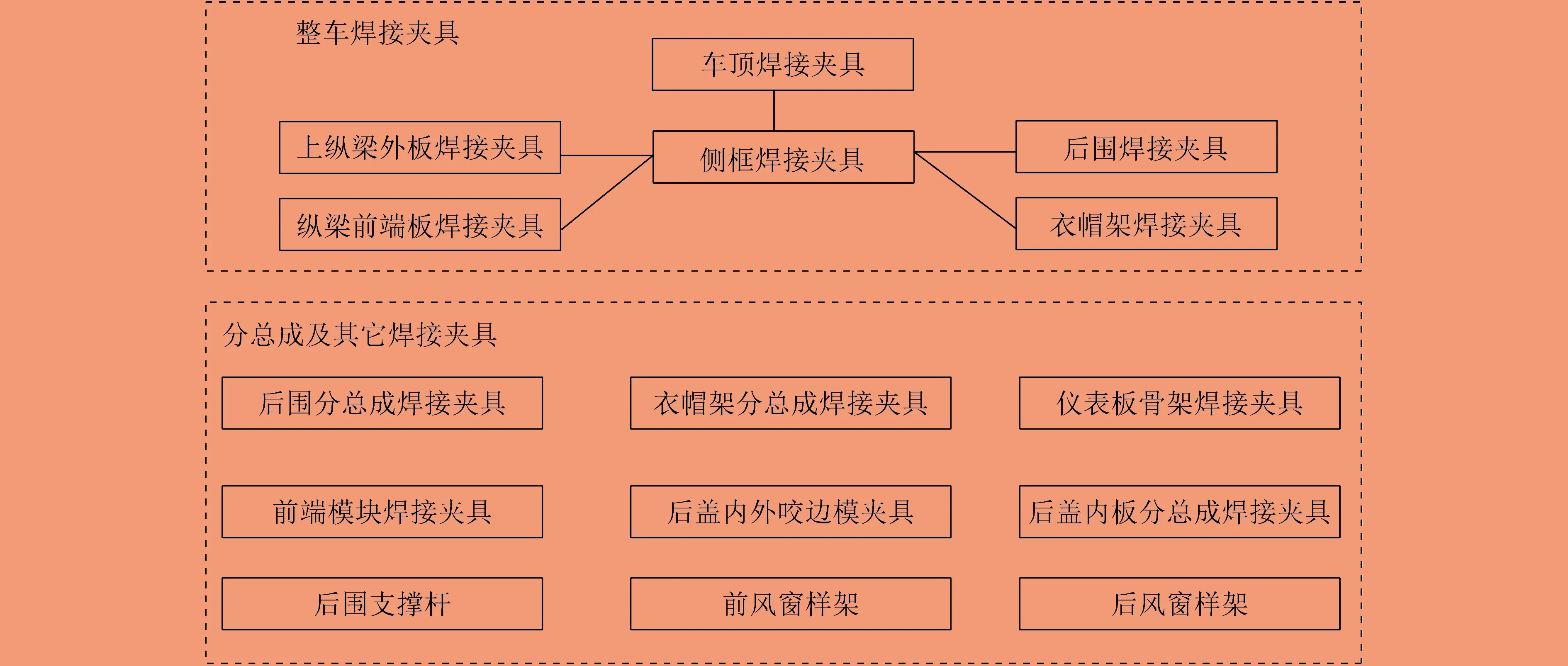
圖1 白車身總拼焊接夾具組成
3 精度控制要點
基于上述白車身總拼焊接夾具的組成,提出三方面精度控制要點。
(1) 保證龍門裝配尺寸。龍門的裝配尺寸是整車外觀間隙階差的基礎,當總成焊接不包含側圍模塊時,底板基準點系統作為主要的定位基準[6]。在分裝夾具中,與前后立柱有關的分總成裝焊都必須直接用前后立柱定位,并且從分裝到總裝定位基準應統一。當總成焊接包含側圍模塊時,龍門應在側圍焊接夾具上形成。
(2) 保證前后懸置孔位置準確度。車身前后懸置孔的位置準確度是車身整體尺寸精度的關鍵點,保證和控制車身整體尺寸在公差范圍內,必須確保前后懸置孔的位置準確度。車身底板上的懸置孔一般沖壓在底板加強梁上,裝焊時要保證懸置孔的相對位置,以便使車身順利下落到車架上,這也是后序涂裝、總裝工藝懸掛和輸送的基礎。
(3) 保證前后風窗口裝配尺寸。前后風窗的裝配尺寸是車身焊接中的關鍵控制項,涉及整車外觀。若前后風窗尺寸控制不佳,則會直接影響前機蓋與前翼子板、后側圍與行李廂蓋的裝配及外觀質量。前后風窗口一般由外覆蓋件和內覆蓋件組成,一部分在前后圍總成上形成,應用分裝夾具時需注意解決定位問題;一部分在總裝夾具上形成,通過專用風窗口定位夾具對風窗口進行精確定位,以保證風窗口的裝配尺寸,從而保證車身的整體尺寸受控。
4 變型設計主要內容
通過總結大量設計實例,將白車身總拼焊接夾具變型設計的主要內容歸納為五個方面。
(1) 數量變化。白車身輔助定位面產生變化,在總拼焊接夾具上體現出夾緊位置的增多與減少,通過對夾具型面及夾頭陣列進行改變,實現數量上的變化。
(2) 型面變化。開發新車型,必然會體現出型面變化。將這種變化體現在總拼焊接夾具上,使夾具的型面發生變化。
(3) 位置變化。白車身輔助定位面的位置產生變化,通過改變總拼焊接夾具型面和夾頭的位置與之相匹配,可以在短時間內實現夾具的變型設計。
(4) 連接變化。連接變化有兩層含義:一是連接方式變化,包括螺紋連接、焊接、鉚接、過盈連接等;二是各種連接方式下連接結構變化。通過改變連接方式和連接結構,可以得到不同的結構。
(5) 尺寸變化。尺寸包括長度、距離、角度等,通過改變總拼焊接夾具分總成的尺寸,實現夾具的變型設計。
5 產品控制模型
以上五種變化是相互關聯的,白車身總拼焊接夾具的變型設計通常包括其中的幾種變化,因此單純采用參數化技術很難實現變型設計[7]。對此,從裝配角度出發,建立相應的模型來控制多種形式的變化[8-10],由此提出產品控制模型。
5.1 定義與內涵
在產品建模過程中,用關鍵工程設計準則和全局設計參數驅動草圖、基準,以及產品的關鍵點、輪廓線、輪廓面,再由這些草圖、基準,以及產品的關鍵點、輪廓線、輪廓面組成產品三維布局結構,稱為產品控制模型。通過幾何元素的相關復制將相關聯的信息傳遞至子裝配體,作為子裝配體的主要參數,同時可以在子裝配體中添加參數,層層下發傳遞信息。在構建產品控制模型時,注重最初的產品總體布局,捕獲和抽取各個子裝配體和零件間的基本特征及相互關聯性,這是產品控制模型的內涵。
5.2 表達關系
產品控制模型中的所有幾何關系、拓撲關系、裝配關系都能夠為下一級使用,不僅可以控制子裝配體空間位置的分布和大小,而且可以表達具有配合、約束關系的零件間幾何信息和拓撲關系。通過預留模塊接口的方式,產品控制模型為模塊間的銜接提供了有利保障。
(1) 幾何關系。在產品控制模型中,主要由基準點、線、面、草圖,以及產品的關鍵點、輪廓線、輪廓面等基本元素組成幾何關系。進行自頂向下的設計時,產品控制模型將為產品總裝配體、子裝配體及具體零件提供統一的基準和坐標。以上基本元素是產品詳細設計的基礎,同時也是產品概念設計的核心。通過編輯基本元素,可以對產品中的重要幾何關系進行修改。
(2) 拓撲關系。在產品初始設計階段,為產品中的各個子裝配體及零件分配準確的空間位置與大小是至關重要的。在產品控制模型中,不但需要考慮零件間的定位關系和相互之間的配合、約束關系,而且還需要考慮子裝配體的位置分布、接口等問題。產品控制模型可以認為是產品三維布置圖,從產品的最頂層到零件詳細設計,都能夠充分反映產品中存在的拓撲關系,如圖2所示。
(3) 裝配關系。產品控制模型為產品中的關鍵零件分配空間位置。進行裝配時,采用原坐標系絕對定位,可以確定關鍵零件在產品中的位置及規定的空間區域,對非關鍵零件進行貼合、平行、對齊、對中等裝配操作。當產品控制模型中控制位置的關鍵參數發生變化時,關鍵零件的位置也發生變化,其它相關聯的零件受裝配約束影響自動進行調整。
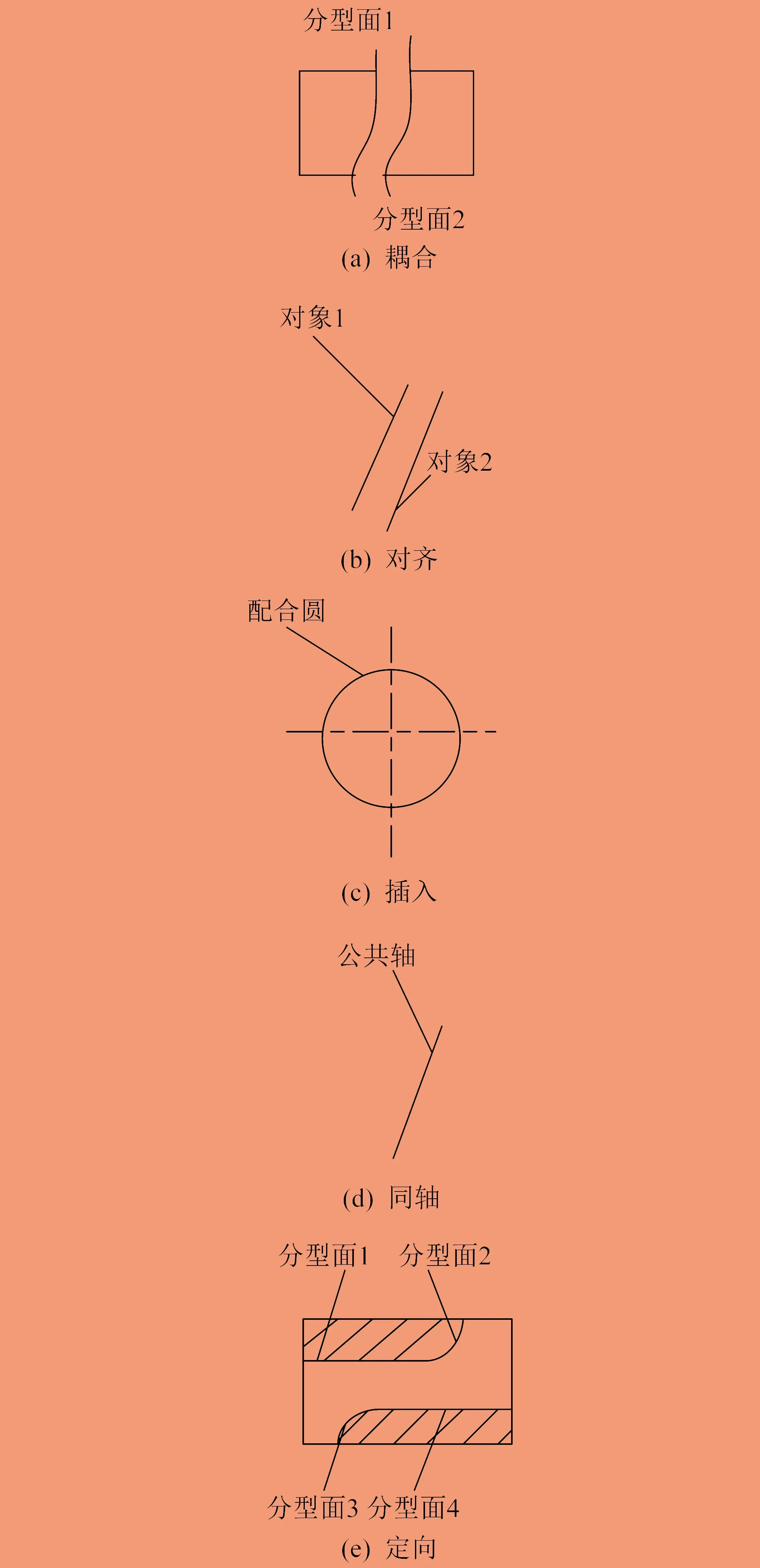
圖2 產品控制模型拓撲關系
6 變型設計實例
朗逸是上海大眾的一款熱賣車型,以其白車身總拼焊接夾具為實例進行變型設計。朗逸車型白車身總拼焊接對象主要有底板、側圍、車頂、衣帽架、前上縱梁等,龍門骨架、型面塊、夾頭、三向調節機構、工業鋁型材是朗逸車型白車身總拼焊接夾具的主要組成部分。
6.1 構建頂層產品控制模型
朗逸白車身底板和側框的控制點見表1。構建頂層產品控制模型時,以這些控制點為基礎,通過線、面的擴展完善模型。底板總成是總拼焊接夾具定位的基準,因此選取白車身基準點系統的點作為模型控制點。底板控制點分布如圖3所示,其中UC1和UC5為主控制點,分別控制X、Y、Z方向和Y、Z方向,其它為輔助控制點,用于Z方向的支撐。側框控制點分布如圖4所示,共有16個控制點。其中,SC1、SC6為主控制點,其它為輔助控制點。
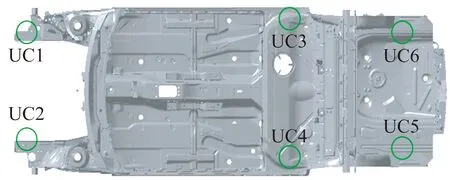
圖3 底板控制點分布

表1 底板和側框控制點
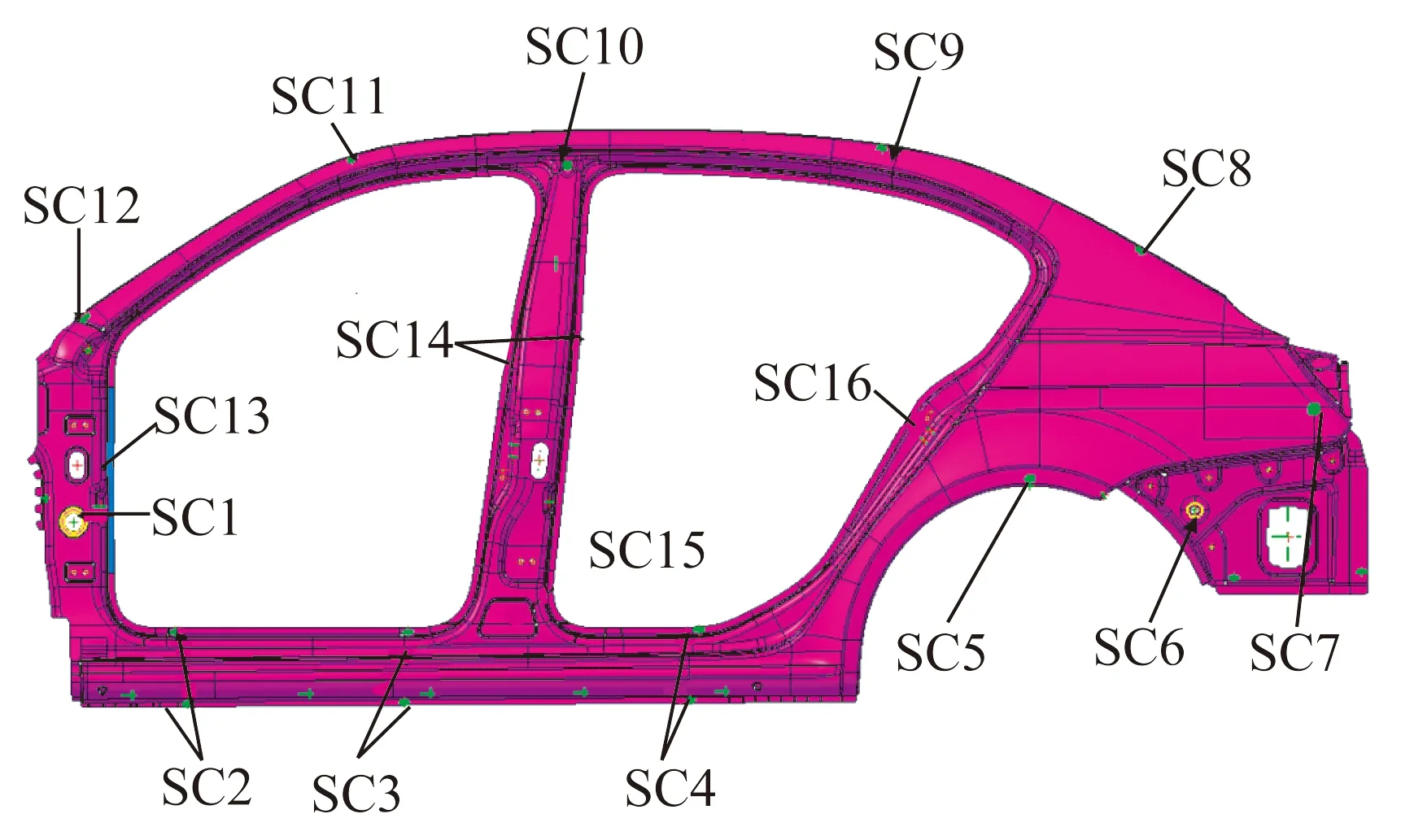
圖4 側框控制點分布
6.2 構建產品控制模型
在頂層產品控制模型的基礎上,按照總拼焊接夾具各個子裝配體的功能,復制相關幾何元素和基準到零件中,形成產品控制模型的層次結構。產品控制模型的層次結構與產品裝配的層次結構一一對應,產品中復雜的層次關系通過變型元素和基準的相關性復制實現表達,避免了復雜的參數引用。在子裝配體中,由設計者添加輔助的幾何元素和基準,層層向下傳遞,直至零件詳細設計為止。
6.3 零件詳細設計與產品裝配
進行零件詳細設計時,擁有從頂層或父層傳遞過來的設計參數,并基于這些參數完成設計建模。最后按照絕對坐標系對零件進行裝配,完成產品建模,如圖5所示。
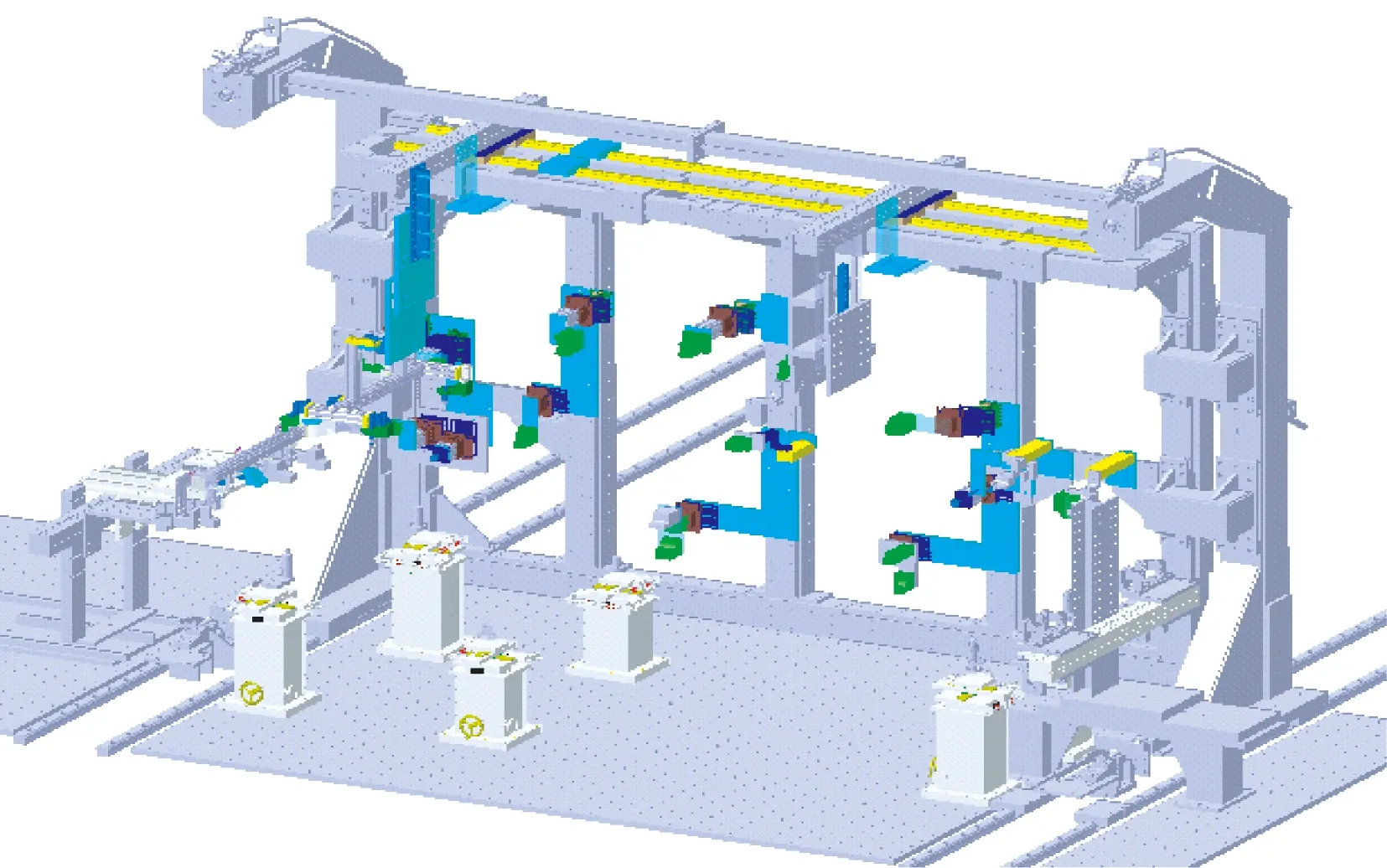
圖5 白車身總拼焊接夾具模型
7 結束語
筆者應用產品控制模型對白車身總拼焊接夾具進行了變型設計,通過改變關鍵控制點來驅動整個模型的變更,避免了傳統建模時參數間的過多引用,并根據模型布局進行裝配,減少了傳統裝配中的配對、對齊、對中等煩瑣操作。采用變型設計方法,可以縮短樣車試制周期,進而縮短新車型的研發周期。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
光學精密工程(2016年6期)2016-11-07 09:07:19
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
