汽車前保險杠熱成形模具設計
2021-03-31 05:09:06彭君武潘利波左治江
模具制造 2021年2期
關鍵詞:設計
彭君武,潘利波,左治江
(江漢大學智能制造學院,湖北武漢 430056)
1 引言
熱成形技術是汽車輕量化的重要途徑與方向。熱成形技術一般是指將硼合金鋼加熱到再結晶溫度(900°C)以上,然后在有冷卻系統的熱成形模具中進行沖壓成形,并通過模具冷卻系統冷卻淬火,使奧氏體轉變為馬氏體,將其轉變為超高強度的成形件[1~2]。目前熱成形技術主要應用于汽車的安全結構件及防撞保護部件,如汽車B 柱、縱梁加強板以及汽車保險杠等。
影響馬氏體轉化程度關鍵的是模具的設計及冷卻,這也是熱成形模具最核心而又復雜的環節。熱成形技術在我國起步較晚,國外的相關技術仍處于封鎖階段。近年來,國內建立了上百條熱成形制件生產線,雖然其中也有少量科研單位聯合企業開展了自主熱成形線的開發,但絕大部分產線仍通過國外引進的方式建立,特別是對于熱成形模具,多數依賴于進口。因此,掌握熱成形模具的設計,對于自主熱成形技術的發展至關重要。部分文獻對熱成形工藝及模具設計方法進行了研究[3~6],而涉及到具體案例及細節設計的并不多。本文以某車型前保險杠制件為例,開展了其熱成形模具設計,并對其中的結構與規則進行了分析,可為行業內熱成形模具技術應用提供參考。
2 制件與材料
本文選用的制件為前保險杠制件,位于汽車前端,是重要的防撞部件。該制件形狀偏復雜,有較大的曲面,制件中部有凸起,表面局部有凸臺。制件數模如圖1 所示,該制件長度超過1,000mm,厚度為1.5mm。
該保險杠材料為22MnB5,作為熱成形制件的主流材料之一,其主要化學成分如表1所示,材料在成形前后的力學性能如表2所示。
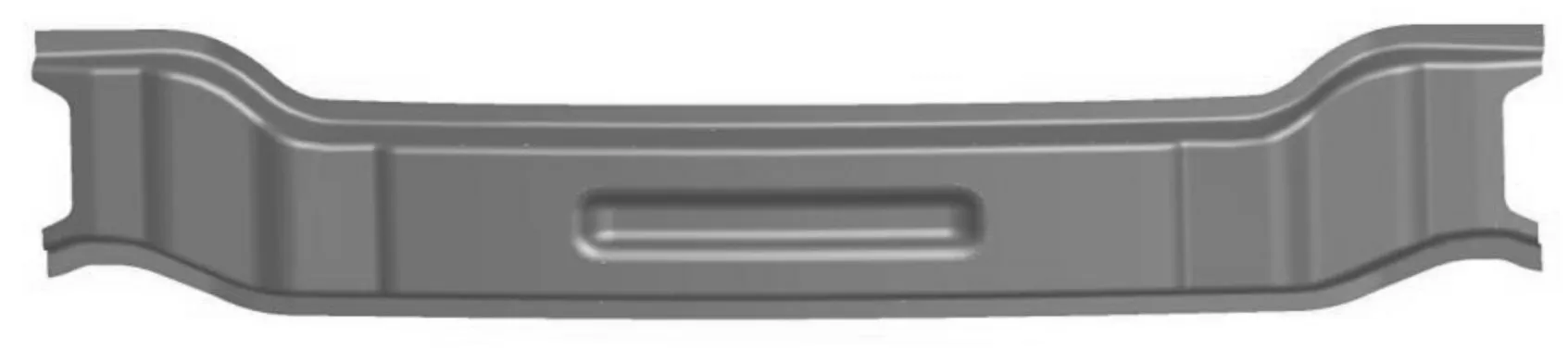
圖1 前保險杠數模圖

表1 材料化學成分 %
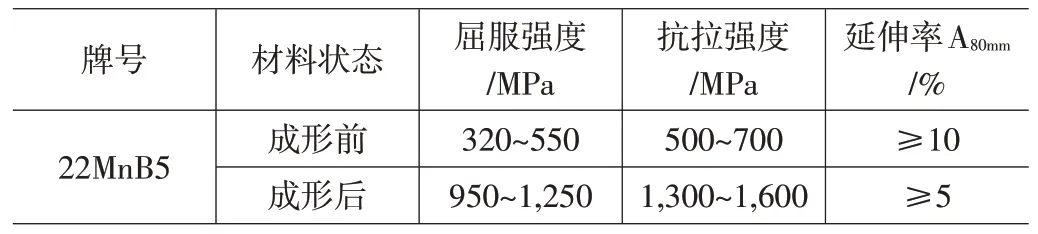
表2 力學性能
3 模具設計方法與要點
熱成形模具要同時起到對制件進行成形和冷卻淬火的作用,因此其模具結構比較復雜,考慮到冷卻系統的設計,其模具結構的合理布置、可制造性、制造成本等方面均需重點考慮。
(1)模具整體結構與布局。
模具整體布局分為以下幾個部分:上模座、凹模固定板、凸凹模、壓邊圈、壓邊圈固定板、凸模固定板以及下模座。模具整體布局和結構如圖2所示。對于這類接近U 型的結構安全件,為生產過程取件方便,一般凸模在下,凹模在上,整個制件倒扣在凸模上,利于取件;壓邊圈是為了防止制件拉伸時起皺,將其放在凸模兩邊,用壓邊圈固定板固定,位于凸模和凹模固定板之間。由于模具尺寸較大,模具所受沖壓力較大,因此模板之間應有支撐裝置,用以穩定模具整體結構,凹模固定板、壓邊圈固定板與凸模固定板之間產生會有相對運動,因而導柱安裝在凸模固定板上,起定位導向的作用,凹模固定板和壓邊圈固定板上相應位置安裝導套。凸凹模均需通入冷卻水進行冷卻,需在凸凹模以及凸模固定板和凹模固定板上分別布置冷卻水道和水槽。
根據制件尺寸以及凸凹模設計高度,可估算模具的合模高度尺寸為876mm,考慮到取件空間,該模具開模高度在900~1,000mm,根據相關尺寸可確定壓力設備工作臺面尺寸。
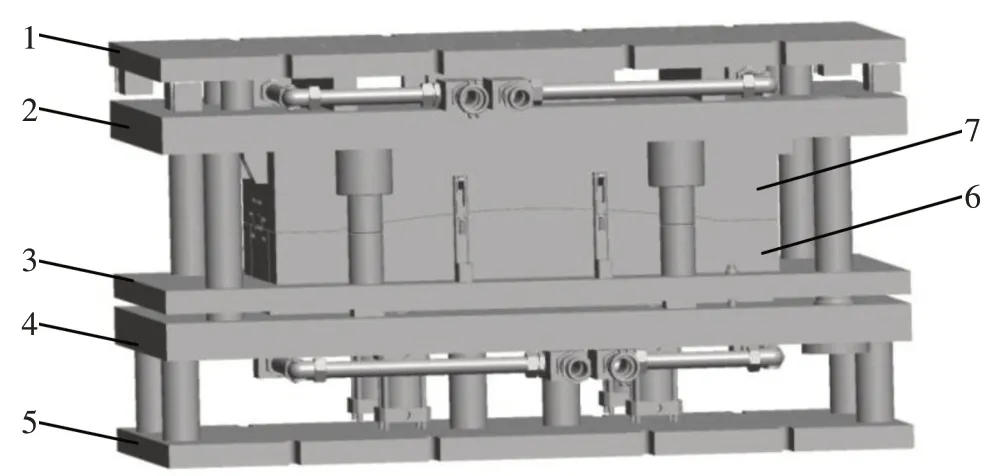
圖2 模具整體布局和結構圖
(2)凸凹模設計。
在熱成形模具設計中,因考慮可制造性和制造成本等因素,凸模和凹模往往需要分塊,通過由多個鑲塊相互拼接組合成所需形狀。對于由鑲塊組成的凸凹模而言,冷卻水道設計非常關鍵。為使冷卻水道設計合理化,并考慮冷卻效率,模具鑲塊分塊與組合主要考慮以下原則:①模具鑲塊加工原料尺寸。即需要考慮市面上是否有較為通用的尺寸,方便采購,且無需多次加工,省時省力;②便于冷卻水道加工。即需考慮制造過程中水道孔的尺寸、機床加工平臺尺寸及孔深的加工范圍等;③模具強度與抗沖擊性。即凸凹模鑲塊分塊線避免重合,從而保證模具的抗沖擊能力以及鑲塊拼接處的密封性,同時避免在制件型面曲率變化較大以及孔臺處分塊;④便于其他機構的布置。即鑲塊的組合設計及尺寸需考慮頂出機構、托料架、支撐裝置等其他機構的布置。
對于該制件,考慮到長度約為1,060mm,結合上述原則,鑲塊長度設計在200~300mm,凸凹模分別分為4塊,其總體鑲塊結構如圖3所示。

圖3 凸凹模鑲塊結構圖
(3)壓邊圈設計。
一般而言,拉伸筋和壓邊圈是冷沖壓模具中確保制件成形的關鍵,是防止制件起皺與開裂的有效方法。而在熱成形中,材料在高溫下具有較好的流動性,在某些情況下無需壓邊圈也可與模具型面良好貼合,但在制件型面比較復雜時,為了保證制件成形質量與表面質量,仍需要考慮壓邊圈的設計。針對本制件,考慮到其幾何形狀相對復雜,且制件帶法蘭邊,采用對制件長度方向的兩側進行局部壓邊的方式。
(4)冷卻水道設計。
本次模具設計采用在凸凹模分塊中進行機加工打孔的水道形式,該方式具有較快的水循壞速度和良好的冷卻效果以及較低的加工難度等有點,并得到了廣泛的應用。水道的布置需要考慮其中心與凸、凹模主體型面之間距離、兩相鄰水道之間最大或最小距離以及水道直徑等基礎設計參數,另外,為使冷卻過程制件的溫度分布盡量均勻,水道的布置也應盡可能均勻地分布在模具型面附近。水路的進出方式一般可分為串聯式和并聯式。并聯式即每個鑲塊單進單出,各鑲塊對應一個冷卻水管連接到集水器上;串聯式則是從第一個鑲塊進水,從最后一個鑲塊出水,中間采用連通器形式連接。串聯式水路結構較簡單,可更好降低成本,本設計選用串聯式水路,凹模的水道結構示意圖如圖4所示。

圖4 凹模水道結構示意圖
(5)進出水管道直徑估算。
進出水管道和集水器相連,分別在鑲塊的兩端,最終與外部水道相連,形成一個完整的冷卻系統,管道示意圖如圖5所示。
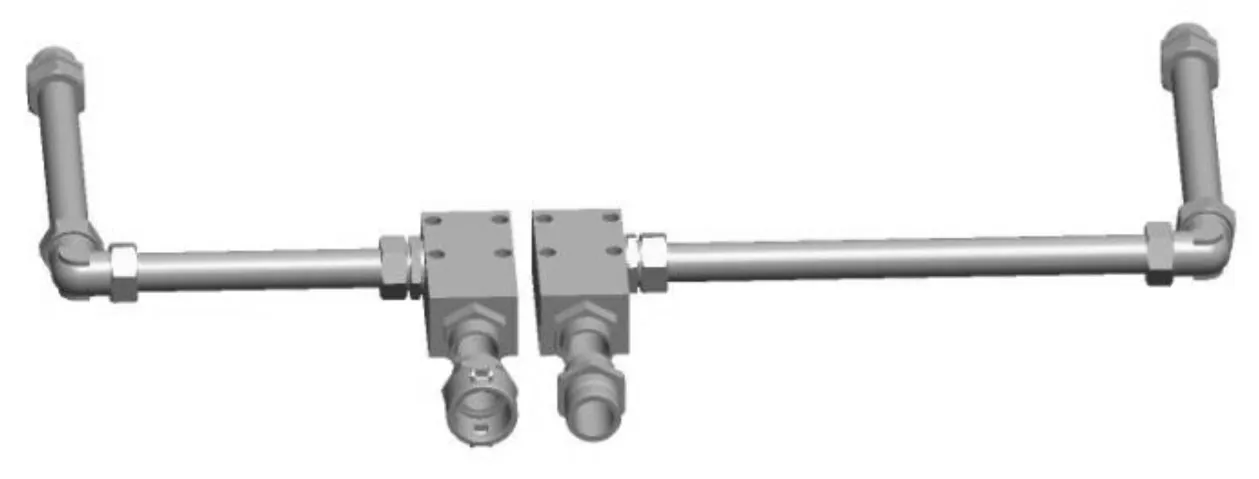
圖5 管道示意圖
通過能量守恒定律可知,冷卻板料散發熱量并非全部由冷卻水帶走,一部分熱量被空氣吸收,設定冷卻水帶走90%熱量,n為每小時加工制件數,m為單件質量(kg),q為單位質量板料的發熱量(kJ/kg),則每小時由板料傳給模具的熱量Q為:

其中q可表示為:

式中 Cp——板料平均比熱,kJ/kg·℃
t1——板料保壓開始溫度
t2——板料保壓結束溫度,因冷卻水應帶走熱量為總熱量90%,則Qw=0.9Q
熱量Qw使冷卻水溫度上升,其表達式為:

式中 Qw——水的比熱,kJ/kg·℃
mw——單位時間內流過模具冷卻水的質量,kg
Δt——冷卻水由入口到出口的溫度變化,℃
結合公式(1)~(3)可得,單位時間內流過模具的冷卻水質量為:

同時,

式中 k——進出水管根數
d——進、出冷卻水管直徑,mm
v——冷卻水流動速度,m/s
γ——水的密度,kg/m3
根據上述公式與方法進行估算[7~8],可得到本模具中進出水管管徑為φ35mm。
4 總結
熱成形技術是當前車身安全結構件成形的熱點技術,熱成形模具的設計作為熱成形技術中的關鍵環節,其方法仍有待進一步發展。本文針對實際的前保險杠制件,對其熱成形模具開展了設計,并對其中的關鍵方法進行了探索,并對模具整體布局與結構、凸凹模設計、壓邊圈設計、冷卻水道設計進行了詳細分析,估算了進出水管道直徑,可為工程技術人員提供參考和指導。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
