圓柱式插頭端子多工位級進模設計*
2021-03-31 05:09:00孟玉喜張建雷
模具制造 2021年2期
關鍵詞:設計
孟玉喜,張 平,王 斌,張建雷
(1.南通開放大學機電工程學院,江蘇南通 226006;2.南通友星機電工業有限公司,江蘇南通 226000;3.南通蘇禾車燈配件有限公司,江蘇南通 226000)
1 引言
連接器端子是汽車電子設備中不可缺少的精密零件,在日常超高溫、低溫,振動、濕熱、腐蝕性等環境之下,要確保能有效正常被使用,這使得在連接器端子對原材料的選擇、結構設計、加工工藝方面有著更高的要求。
2 沖壓工藝分析
圖1所示是汽車連接器中常見的一款圓柱式插頭端子,該款圓柱式插頭端子材料為H70 黃銅,厚度0.4mm,總長17.5mm,總體而言由左右兩部分組成。左邊為壓接導線的大小兩處U形,壓接時小U形直接與導線上裸露的銅絲接觸,工作時導線中的電流由此處傳輸給插頭端子,大U 形處與導線的絕緣層包合,增加導線與端子的壓接保持力,確保壓接導線后的端子安全穩定地工作;右邊是端子的工作部位,最右側為大端尺寸φ4.0mm、小端尺寸φ2.8mm 的圓錐狀,與插座端子工作時起導向作用,右中部φ4.0mm 的圓柱為插頭與插座有效接觸的工作部位,其中長1.4mm處為外徑φ3.5mm 的淺凹槽,用于與插座端子上對應部位凸起的配合,增加插頭端子與插座端子之間的工作保持力。左右連接處有一0.2mm高的加強凸臺,用以增加連接強度。插頭端子工作部位的形狀和尺寸的要求比較高,是設計的重點,制件包含打筋、切邊、打商標、打加強凸、打R形、打扁、成形、整形等主要工序內容,制件屬于批量大而尺寸較小的彎曲成形件,顯然單工序模和復合模具均不能滿足要求,只能采用多工位級進模才能滿足大批量生產的需求。
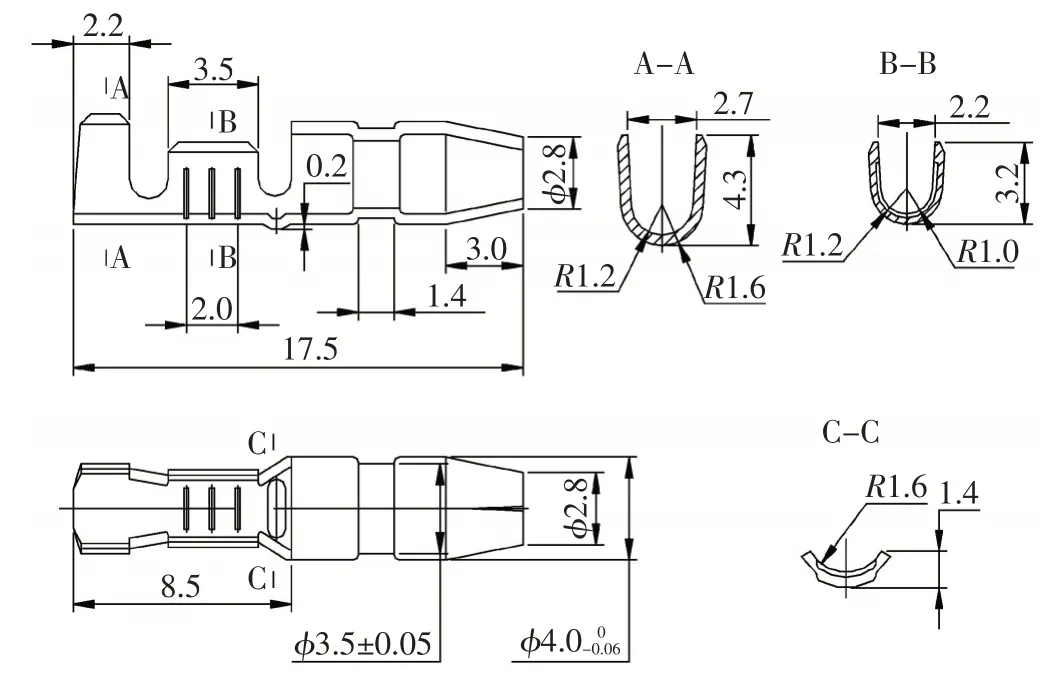
圖1 圓柱式插頭端子
3 排樣設計
排樣設計是在對沖壓件進行工藝性分析的基礎上,根據沖壓件的特點確定工藝方案。確定工藝方案主要考慮的內容是:確定沖壓件的工序數、工序間的組合方式以及工序順序的安排,沖壓件工序數一般容易確定,關鍵是確定工序間的組合方式與工序的順序。
該排樣設計包含沖裁和彎曲成形兩大部分,沖裁順序的安排主要是:首先沖出φ2.0mm 的孔作后續工序的定位孔,其次分3次進行切邊獲得制件的展開外形輪廓,目的是在力所能及的情況下,盡量提高帶料工作送進時的剛度。U 形彎曲及圓柱形成形工藝方案的確定主要從工序順序安排方面進行分析:①對于此類形狀復雜的彎曲件,一般需要采用2 次或3 次彎曲成形;②需多次彎曲時,彎曲次序一般是先彎兩端,后彎中間部分,前次彎曲應考慮后次彎曲有可靠的定位,后次彎曲不能影響前次已成形的形狀。基于以上考慮,設計了15 工位的排樣圖,帶料寬度23.2mm,步距14.0mm,其中空工位3個。排樣圖如圖2所示。
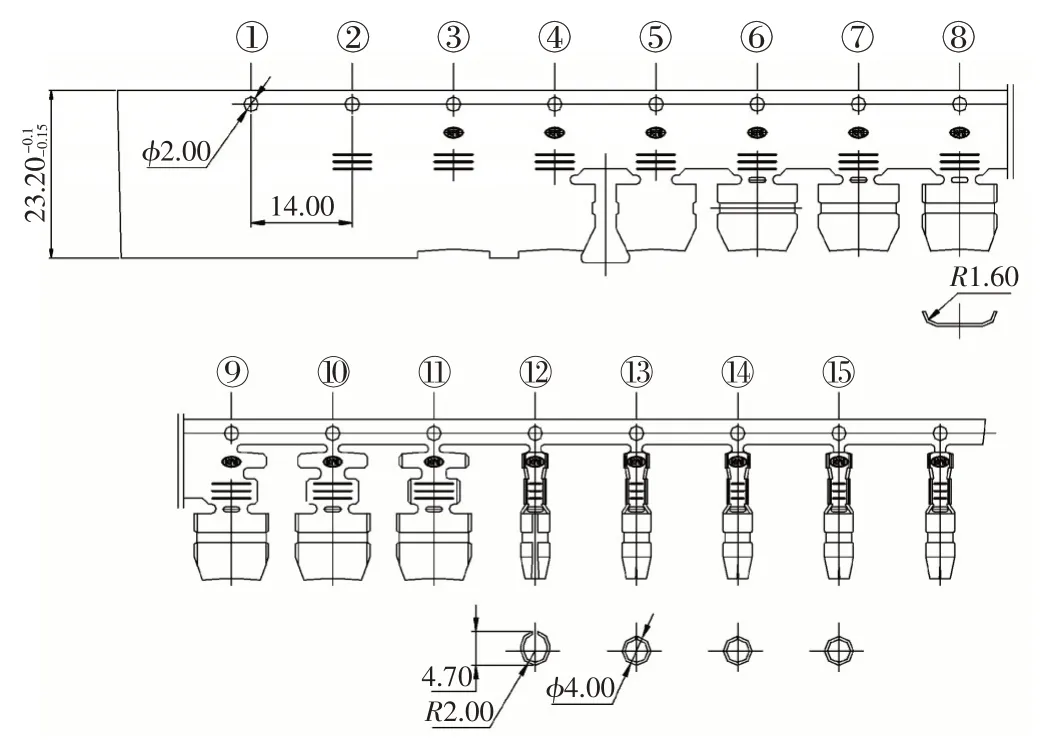
圖2 排樣圖
4 模具結構設計
圓柱式插頭端子的多工位級進模模具結構如圖3所示。該模具由常規的八塊模板構成的標準模具結構,即由上模座12、上模墊板11、上模固定板9、卸料蓋板36、卸料板37、凹模固定板40、下模墊板44、下模座46等組成。模具主要特點如下:
(1)作為一副精密沖壓模具,該級進模采用內外同時導向的結構形式,外部采用標準滾珠導柱導套24模架,模內設計了4副滑動導柱42導套39和41,卸料板和凹模固定板上均采用導套,既便于保證線切割加工時凸模固定板、卸料板和凹模板上相關功能型孔的同軸度;又可對卸料板進行精確導向,確保沖裁時運行平穩。此外,凸模與卸料板或卸料板護套型孔之間的間隙值設計時要小于沖裁間隙值,以保證對凸模的導向作用。
(2)模具利用6 組帶卸料定距套31 的定距螺釘,制造時6只定距套的高度尺寸一起磨削加工,能獲得較高的尺寸精度(精度可達±0.005mm),使卸料板下平面與凹模上平面之間的平行度較好,保證了各凸模與卸料板護套上型孔的配合間隙為雙邊0.02mm的情況下,仍然能靈活運動。

圖3 模具結構
(3)為了凸模磨損或損壞后無需拆散模具就可將其從上模卸下進行刃磨或更換,該模具的凸模與凸模固定板孔間采用間隙配合,另外通過小壓塊(如圖3 中的件8)進行軸向(模具上下運動的方向)固定。沖定位孔、切邊等小凸模則利用臺階進行軸向固定,固定護套與固定板孔間采用間隙配合,小壓塊軸向固定護套,需更換或刃磨凸模時,通過貫穿上模座和上模墊板的敲擊孔18,將凸模與護套一起從上模取出。
(4)為了防止級進模工作過程中出現異常現象而使生產無法正常進行,模具中設計了由檢測釘27、彈簧28、螺塞29、檢測推桿26和安全微型開關25組成的檢測裝置。當各種原因導致帶料送進不正常時,將導致檢測釘不能順利插入帶孔浮料銷的導正孔中,檢測釘上移從而推動推桿向左運動,使安全微型開關立刻切斷高速沖床的電源,使沖床隨即停止沖壓工作,從而保護模具。
5 模具主要零件設計
凸、凹模零件是直接使坯料成形的工作零件,因此,它是模具上的關鍵零件。凸、凹模不但精密而且復雜,它應滿足兩方面的基本要求:一是應有足夠的強度,不能在沖壓過程中斷裂或破壞;二是對其材料及熱處理應有適當要求,防止硬度太高而脆裂。
5.1 切邊Ⅰ鑲塊設計
切邊Ⅰ鑲塊共4件,分別為凸模、凸模固定護套、卸料板護套和切邊凹模鑲塊。凸模外形尺寸10.0×3.5×60.0mm,采用掛臺固定的形式;凹模鑲塊外形尺寸:18.0×11.0×25.0mm,從模具零件使用方面考慮,為避免出現應力集中的情況,長寬四角平面內3個直角處以R2mm 圓弧過渡,左下處保留直角狀,可起到裝配防錯作用,刃口直邊3mm,其余單側斜2°,利于切邊廢料自然落下,防止脹模現象,凹模型孔尺寸按凸模尺寸放雙面間隙0.03mm;凸模固定護套、卸料板護套的型孔尺寸按凸模尺寸放雙面間隙0.02mm,長寬外形平面尺寸與凹模鑲塊一致,卸料板護套的左下直角部位進行部分側倒角,上部保留3mm 以形成小凸臺,然后卸料板護套利用此小凸臺與卸料板的型孔進行固定。切邊一鑲塊的設計如圖4所示。
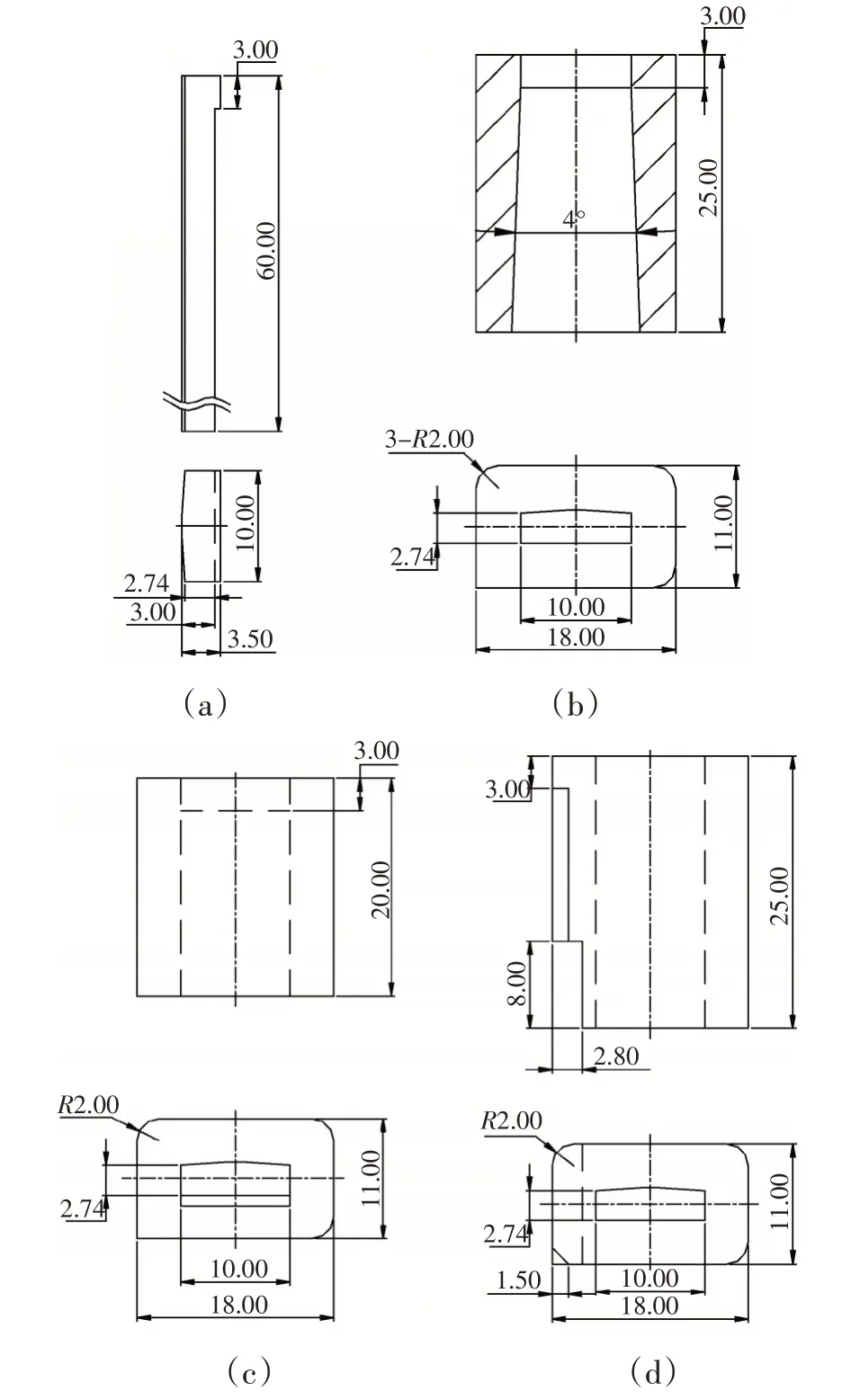
圖4 切邊Ⅰ鑲塊
5.2 壓槽打凸組合設計
考慮到成形位置較近,設計該鑲塊時,將打加強凸與壓制件右中部淺凹槽同步進行,打加強凸的凸模通過掛臺固定于壓(淺凹)槽的凸模中,壓槽凸模的側面設有1.0×5.0mm的讓位槽孔,利用小壓塊(圖3中的件8)借助螺釘固定到凸模固定板上,凸模總長57.0mm,頭部有一8.0mm 的讓位缺口;凹模鑲塊外形尺寸14.0×12.0×25.27mm,左上角1.5×1.5mm的倒角同樣是起防錯作用,其上設有一φ4.02mm 的浮料釘孔。壓槽打凸組合設計具體如圖5所示。
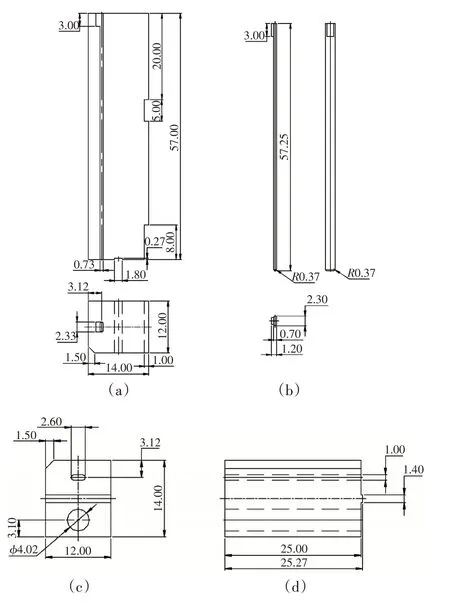
圖5 壓槽打凸組合設計
5.3 成形鑲塊設計
成形鑲塊分為上、下模兩部分。成形上模固定于卸料板中,包含成形凸模和卸料護套,各自的固定方式類似前面所述切邊一凸模及其卸料板護套的設計,成形凸模的外形輪廓基本尺寸為3.0×17.47×25.0mm,頭部有R1.5mm、R1.25mm、R1.1mm 和兩R0.9mm 等5處圓弧成形角度,下側同時設有0.6mm 的斜度(即圖中尺寸25.0 與24.4mm 之差),卸料護套外形尺寸為12.0×21.04×19.5mm,為使模具結構緊湊同時兼顧制造方便,卸料護套設計成敞開式。成形下模由兩成形凹模拼合而成,對于此類結構比較復雜的凹模,采用鑲拼結構可適當提高模具的使用壽命,成形凹模Ⅰ用以成形制件的左邊,成形凹模Ⅱ用以成形制件的右邊(圖1制件圖所示),成形凹模Ⅰ上設有一組寬3.5mm,高1mm 的凸臺,從而形成中間尺寸為7.4mm 的凹槽,凹槽上端的8.2mm 的尺寸起導向作用,成形U 形前,小U 形的展開尺寸(7.2mm)先落入凹槽內,依靠凸臺進行定位,在成形凸模的對應位置,成形凹模Ⅱ上依次設有R1.9mm、R1.65mm、R1.3mm 和兩處R0.8mm 等弧成形角度,鑲塊加工時同時要注意相關過渡R 的修整。成形鑲塊設計如圖6所示。
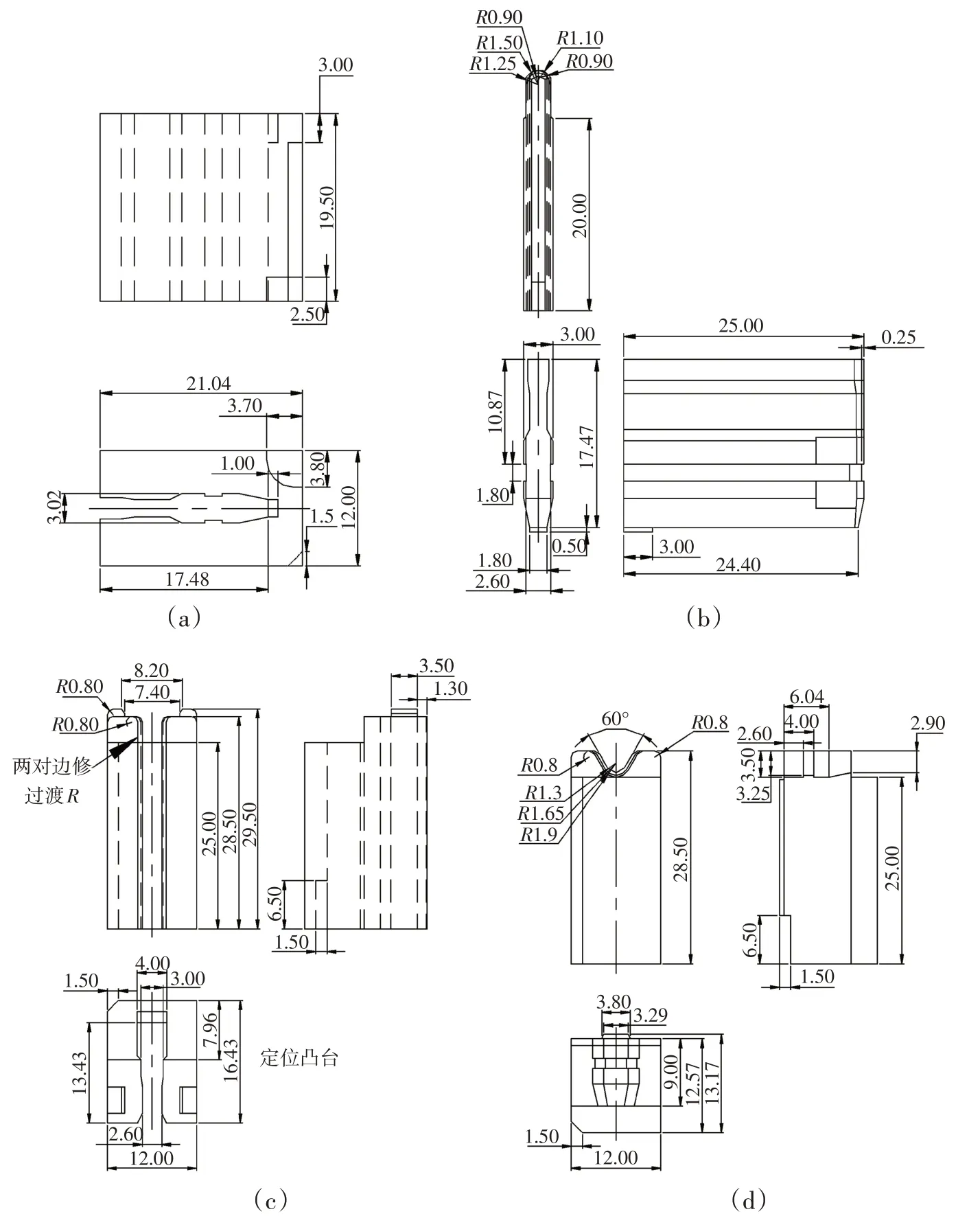
圖6 成形鑲塊設計
5.4 整形設計
為了使制件功能部位的尺寸和圓柱狀得到保證,設計了3 個整形工位,3 個整形鑲塊的型孔平面尺寸一致,均為12.0×13.5mm,下模鑲塊上均設有3.3×1.2×0.3mm的讓位孔(避讓排樣圖中工位6 的打加強凸),整形Ⅰ的下模成形部位設計為R1.95mm,上模設計為R1.85mm,整形Ⅱ的上、下模成形部位都設計為R1.96mm,整形后的制件經適當回彈后能基本達到制件圖紙尺寸要求,整形Ⅲ主要是起預防作用,防止整形Ⅱ之后的制件尺寸萬一達不到要求的時候,起補救保障作用。整形鑲塊設計如圖7所示。
6 結束語
從一定程度上講,精密端子沖壓模具的使用壽命取決于沖壓模具的結構設計是否合理。生產企業要想延長精密沖壓模具的使用壽命,就必須合理設計沖壓模具的結構。生產實踐證明,該沖壓模具的使用壽命得到真正延長,得益于模具設計過程中充分考慮了以下4方面的內容:
(1)為避免出現應力集中的情況,設計比較薄弱的部位時,必須利用圓弧過渡;設計結構比較復雜的凹模時,應采用鑲拼結構。
(2)設計精密端子沖壓模具的凹或凸模時,必須合理選擇其結構中的圓角半徑。
(3)設計精密端子沖壓模具凸模時,應注重導向保護和支撐。如果設計的凸模尺寸較小,則模具的結構應采用自身保護和導向結構。
(4)為了有效改善凹或凸模部位的受力狀態,可以適當增大沖壓模具的間隙,這樣做有利于減緩凹或凸模刃口磨損的程度和速度,從而延長精密端子沖壓模具的使用壽命。
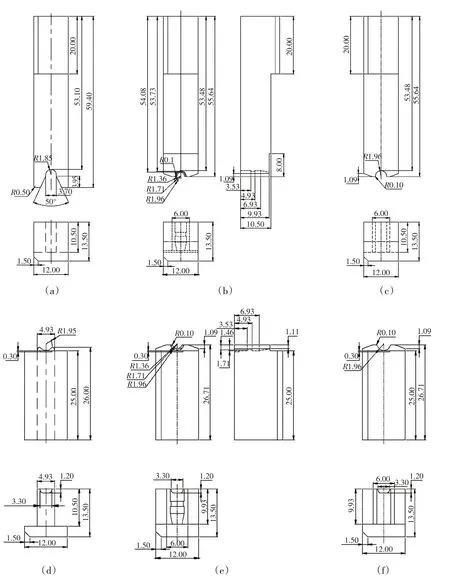
圖7 整形鑲塊設計
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
