淺談微型新能源汽車(chē)副車(chē)架擺臂支架的機(jī)器人焊接質(zhì)量控制
2021-03-29 01:02:13張惠立李福貴潘敏張正舉黎志梅
裝備維修技術(shù) 2021年20期
張惠立 李福貴 潘敏 張正舉 黎志梅





摘 要:本文主要是針對(duì)某微型新能源汽車(chē)在樣車(chē)試制階段的副車(chē)架擺臂支架開(kāi)裂問(wèn)題的攻關(guān),通過(guò)調(diào)查研究分析,找到副車(chē)架擺臂支架開(kāi)裂的主要原因是由于焊接工藝不合理,造成焊縫成形差和焊接熱影響區(qū)過(guò)大問(wèn)題。解決措施是通過(guò)調(diào)整焊機(jī)的焊接電流和電壓參數(shù)值,調(diào)整機(jī)器人行走速度,采用分段不同速度來(lái)控制、調(diào)整機(jī)器人焊槍姿態(tài)和行走軌跡、調(diào)整焊接引弧的起始位置等幾項(xiàng)措施來(lái)控制重點(diǎn)部位的焊縫成形性和焊縫質(zhì)量,從而解決微型新能源汽車(chē)樣車(chē)試制階段的副車(chē)架擺臂支架開(kāi)裂問(wèn)題,保證新產(chǎn)品按計(jì)劃上市。
關(guān)鍵詞:汽車(chē)擺臂支架、機(jī)器人、焊接工藝、焊接質(zhì)量
背景前言:某微型新能源汽車(chē)在小批量試制試驗(yàn)階段,副車(chē)架擺臂支架在耐久試驗(yàn)中進(jìn)行到10萬(wàn)次出現(xiàn)了開(kāi)裂問(wèn)題,未能達(dá)到產(chǎn)品設(shè)計(jì)20萬(wàn)次的疲勞強(qiáng)度要求。為解決此問(wèn)題,本人對(duì)副車(chē)架擺臂支架試制焊接全過(guò)程進(jìn)行調(diào)查研究。通過(guò)研究分析發(fā)現(xiàn)副車(chē)架擺臂支架開(kāi)裂的部位主要出現(xiàn)在焊縫根部和熱影響區(qū),主要原因是由于焊接工藝不合理,造成焊縫成形差和焊接熱影響區(qū)過(guò)大問(wèn)題,通過(guò)多次試驗(yàn)測(cè)試和對(duì)檢測(cè)報(bào)告分析,最終鎖定機(jī)器人的焊接工藝參數(shù)和行走軌跡,按新工藝及焊接參數(shù)焊接的新樣件順利通過(guò)20萬(wàn)次的臺(tái)架耐久試驗(yàn),保證新產(chǎn)品車(chē)按計(jì)劃上市。
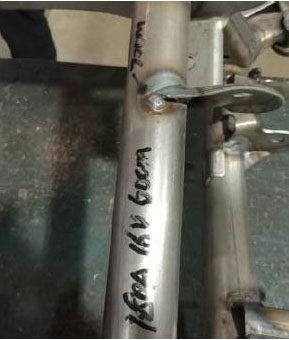
下圖為某微型新能源汽車(chē)副車(chē)架總成結(jié)構(gòu)示意圖1及實(shí)物開(kāi)裂部位圖2
如下我是解決本次樣件試制問(wèn)題的心得總結(jié):
1、調(diào)整焊機(jī)的焊接電流和電壓參數(shù)值,控制焊縫成形質(zhì)量
焊接電流和電壓是焊接工藝的主要參數(shù),焊接電流直接控制焊縫成形深度,焊接電壓直接控制焊縫成形寬度,他們之間的合理匹配值直接影響著電弧的穩(wěn)定性,從而影響著焊縫質(zhì)量。電弧不僅要熔化焊絲,還要熔化母材,還有熱能損耗。電壓與電弧的長(zhǎng)度相對(duì)應(yīng),電弧長(zhǎng)度的恒定確保了電弧的穩(wěn)定性。電弧的長(zhǎng)度又決定著電弧的電阻。不難看出,焊接電壓越高,電弧的熱量以及焊接電流就越高,填充的金屬就越多,焊縫就顯得比較飽滿,但焊接熱影響區(qū)也隨著變大,會(huì)存在有燒穿的可能。根據(jù)某微型新能源汽車(chē)副車(chē)架擺臂支架和圓管的材料厚度,結(jié)合通用弧焊技術(shù)要求(表1),通過(guò)多次調(diào)試和數(shù)據(jù)對(duì)比分析,焊接電流電壓由原來(lái)210A,19V調(diào)整為180A,16V, 使焊縫成形最完美,既形成了飽滿的焊縫又控制熱影響區(qū)的范圍,焊接工藝調(diào)整后熱影響區(qū)由原來(lái)11mm減少7mm。
2、調(diào)整機(jī)器人行走速度,采用分段不同速度來(lái)控制和減少焊縫熱影響區(qū)域
焊縫質(zhì)量及熱影響區(qū)域的大小與焊接速度也有密切的關(guān)系,如果焊接速度過(guò)快,熔池溫度不夠,易造成未焊透、未熔合、焊縫成型不良等缺陷。如果焊接速度過(guò)慢,使高溫停留時(shí)間增長(zhǎng),熱影響區(qū)寬度增加,焊接接頭的晶粒變粗,機(jī)械性能降低,同時(shí)焊接變形量增大。而焊接速度是由機(jī)器人的行走速度和送絲速度來(lái)決定,因此調(diào)整機(jī)器人的行走速度就是調(diào)整焊接速度。對(duì)于某微型新能源汽車(chē)副車(chē)架上的擺臂支架與圓管的焊接部位的復(fù)雜性,對(duì)于前端起弧位置、支架尖角位置以及支架中部位置都采用分段不同的焊接速度進(jìn)行焊接,在焊接的開(kāi)始階段,機(jī)器人行走速度設(shè)定為70cm/min,當(dāng)焊槍進(jìn)入到支架端頭焊接位及正常焊接階段時(shí),機(jī)器人行走速度調(diào)整為 60cm/min,這樣不同焊接位置和不同焊接階段采用不同的焊接速度,可以有效地控制和減少焊縫熱影響區(qū)域,同時(shí)提升焊縫成形質(zhì)量。
3、調(diào)整機(jī)器人焊槍姿態(tài)和行走軌跡,來(lái)控制焊縫的成形性
機(jī)器人弧焊的焊縫質(zhì)量除了與上述機(jī)器人的行走速度和焊機(jī)的焊接參數(shù)有關(guān)外,還與焊槍的焊接姿態(tài)有密切的關(guān)系,特別是對(duì)某微型新能源汽車(chē)副車(chē)架上擺臂支架焊接這類(lèi)的管焊縫和角焊縫,要求更為明顯和更為嚴(yán)格,稍有偏差直接會(huì)影響焊接成形性和焊接質(zhì)量。根據(jù)弧焊技術(shù)要求,按照焊槍的姿態(tài),弧焊的手法一般分為兩類(lèi):一種是前進(jìn)法和一種為后退法。前進(jìn)法即為焊槍靠后與焊接方向的夾角大于90度,由于前進(jìn)法焊接行進(jìn)角度較大時(shí),熔融金屬被吹向電弧的前方,熔深較淺,飛濺較大。后退法即為焊槍靠前與焊接方向的夾角小于90度,使用后退焊接時(shí),熔融金屬被吹向電弧的后方,熔深較深,焊縫余高易形成。在某微型新能源汽車(chē)副車(chē)架上擺臂支架焊接時(shí)通用調(diào)整行走軌跡和焊槍姿態(tài),盡量用后退法來(lái)焊接,來(lái)控制焊縫的成形性。在焊槍姿態(tài)方面,通調(diào)整焊槍姿態(tài),讓焊槍的中心位置稍為偏向支架零件側(cè),使得支架獲得熱量更多,材料熔化更充分,焊縫成形更好。
4、調(diào)整焊接引弧的起始位置,控制重點(diǎn)部位的焊縫成形性
起弧時(shí)由于熱量不足,熔池不深,容易出現(xiàn)焊不透的問(wèn)題,會(huì)直接影響焊接成形性和焊接質(zhì)量,在起弧位置更容成為焊縫開(kāi)裂的源頭,對(duì)引弧的起始位置要求比較講究。對(duì)某微型新能源汽車(chē)副車(chē)架上擺臂支架的焊接時(shí),由于支架的材料厚度1.5MM,管材的材料厚度只有0.8MM,材料厚度差別較大,起弧位置離支架距離過(guò)近,很容易出現(xiàn)對(duì)支架加熱不足,熔池深度不足,焊縫淺虛焊,因此,可以稍為加長(zhǎng)起弧位置,起弧位置比原來(lái)加長(zhǎng)2-3mm,使支架不受起弧原因影響,使用支架處在焊接穩(wěn)定階段,支架加熱很充分,有利于支架材料的熔化,從而提升支架的焊接質(zhì)量
結(jié)束語(yǔ):
本文針對(duì)某微型新能源汽車(chē)的副車(chē)架擺臂支架開(kāi)裂問(wèn)題找出主要原因,從調(diào)整焊接工藝參數(shù)值、機(jī)器人行走速度、機(jī)器人焊槍姿態(tài)和軌跡以及焊接引弧的起始位置等多項(xiàng)措施來(lái)控制焊縫質(zhì)量,解決微型新能源汽車(chē)的副車(chē)架擺臂支架開(kāi)裂問(wèn)題。但是在現(xiàn)實(shí)汽車(chē)零部件焊接工作中影響焊縫質(zhì)量是多方面的,應(yīng)該具體問(wèn)題具體分析,多方面多維度地進(jìn)行原因分析,如制造工藝、焊接工藝、零件結(jié)構(gòu)、材料性能、焊接環(huán)境等等。
參考文獻(xiàn)
[1]中國(guó)機(jī)械工程學(xué)會(huì)焊接分會(huì),焊接手冊(cè) 第3版,北京:機(jī)械工業(yè)出版社,2015
[2]中國(guó)機(jī)械工程學(xué)會(huì)焊接分會(huì),焊接詞典[M],3版,北京:機(jī)械工業(yè)出版社,2008
[3]成都電焊機(jī)研究所,焊接設(shè)備選用手冊(cè)[M],北京:機(jī)械工業(yè)出版社,2006
作者簡(jiǎn)介:
張惠立,男,1972年1月26日;廣西陽(yáng)朔,漢族,本科,高級(jí)工程師,研究方向:汽車(chē)制造及焊接技術(shù)。
猜你喜歡
山東工業(yè)技術(shù)(2016年24期)2017-01-12 09:38:25
科學(xué)與財(cái)富(2016年29期)2016-12-27 16:07:51
中國(guó)高新技術(shù)企業(yè)(2016年30期)2016-12-20 04:00:34
成才之路(2016年33期)2016-11-19 17:22:40
中國(guó)科技博覽(2016年22期)2016-11-01 12:31:00
中國(guó)科技博覽(2016年12期)2016-05-09 04:07:19
科技視界(2016年1期)2016-03-30 23:10:15
中國(guó)高新技術(shù)企業(yè)(2015年8期)2015-04-13 18:04:25
中國(guó)高新技術(shù)企業(yè)(2015年11期)2015-03-27 21:11:43
