基于非熔化極惰性氣體保護電弧焊的鋁合金車身維修研究
2021-03-28 21:21:17張影
河南科技 2021年32期
關(guān)鍵詞:焊縫
張影
摘 要:基于提高鋁合金車身維修水平的目的,從焊接工藝視角出發(fā),提出將非熔化極惰性氣體保護電弧(Tungsten Inert Gas,TIG)焊應用于鋁合金車身維修,著重分析非熔化極惰性氣體保護電弧焊工藝中焊接速度和焊接峰值電流對焊縫形貌的影響。結(jié)果表明:車身焊縫熔深受焊接速度的影響較小,熔寬和清理寬度受此影響較大;熔深受峰值電流變化的影響較小,熔寬和清理寬度受此影響較大。建議車身維修期間,設(shè)定TIG焊接速度為10~12 mm/s,峰值電流為180~200 A。另外,針對TIG焊接在鋁合金車身維修中的應用給出了一些指導性建議。
關(guān)鍵詞:非熔化極惰性氣體保護電弧焊;車身維修;鋁合金
中圖分類號:TG445 文獻標識碼:A 文章編號:1003-5168(2021)32-0041-03
Research on Aluminum Alloy Body Maintenance Based on TIG Welding
ZHANG Ying
(Huai'an Bioengineering Vocational College, Huai'an Jiangsu 223000)
Abstract: In order to improve the maintenance level of aluminum alloy body, from the perspective of welding process, this paper proposes to apply non consumable inert gas arc welding to aluminum alloy body maintenance, and focuses on the effects of welding speed and welding peak current on weld morphology in non consumable inert gas arc welding process. The results show that the welding speed has little effect on the weld fusion width of vehicle body, and the fusion width and cleaning width are greatly affected by this; The melting width and cleaning width are greatly affected by the change of peak current. It is recommended to set the TIG welding speed as 10~12 mm /s and the peak current as 180~200 A during body maintenance. this paper gives some guiding suggestions for the application of TIG welding in aluminum alloy body maintenance.
Keywords: tungsten inert gas welding;body maintenance;aluminium alloy
鋁合金具有導熱導電性能強、材料密度較小、強度高以及耐腐蝕性好的優(yōu)勢,可滿足車身加工需求,因而在車輛生產(chǎn)中應用比較廣泛[1]。隨著我國經(jīng)濟水平的不斷提升,汽車行業(yè)發(fā)展速度不斷加快[2],道路車輛數(shù)量逐漸增加,導致交通安全事故時有發(fā)生。鋁合金車身維修作為交通事故車輛維修的主要內(nèi)容之一,對焊接技術(shù)水平的要求較高[3]。傳統(tǒng)焊接工藝在焊縫形貌把控方面有待改進[4]。為此,本文提出運用非熔化極惰性氣體保護電弧(Tungsten Inert Gas,TIG)焊技術(shù),采用試驗分析的方式,探究該技術(shù)在鋁合金車身維修中的應用。
1 試驗設(shè)備與材料
1.1 試驗設(shè)備
本次試驗搭建鋁合金車身焊接信息采集與控制系統(tǒng),并將其作為TIG焊接技術(shù)應用中焊縫形貌把控的依據(jù)。試驗期間使用到的設(shè)備包括焊接子系統(tǒng)、中心控制計算機、送絲子系統(tǒng)、固高端子板、圖像采集子系統(tǒng)和運動控制子系統(tǒng)。其中:焊接子系統(tǒng)配備的主要設(shè)備有起弧設(shè)備、水冷設(shè)備、弧焊電源;送絲系統(tǒng)配備的主要設(shè)備有送絲控制設(shè)備和送絲機;圖像采集子系統(tǒng)配備的主要設(shè)備有補光燈、圖像采集卡和攝像機;運動控制子系統(tǒng)配備的主要設(shè)備有固高運動控制卡和三維運動平臺。
1.2 試驗材料
本次試驗選擇2022鋁合金作為試驗材料。該材料具有焊接性能優(yōu)、抗腐蝕性強以及成本較低等優(yōu)勢,是當前車輛生產(chǎn)加工中車身加工的主要材料。本次試驗過程中,在焊接期間向鋁合金所處環(huán)境內(nèi)增加氬氣,作為焊接保護氣體。其中,氬氣的濃度為99.99%。
2 試驗方法
2.1 試驗原理
利用TIG焊接工藝對鋁合金車身的基板進行空焊。在此過程中,將運動平臺的上方作為焊槍固定位置,通過控制三維平臺,實現(xiàn)對車身基板的運動控制。本次試驗以焊接速度和焊接峰值電流作為變量,探究這兩個變量對焊縫形貌的影響。考慮到焊接操作過程中受到的影響因素較多,為了避免這些因素對試驗造成干擾,在焊接過程中需要實時監(jiān)測焊接參數(shù)變化情況。只有保證非自變量穩(wěn)定,才能保證試驗結(jié)果的可靠性[5]。
2.2 試驗設(shè)計
大量研究結(jié)果表明,鋁合金焊接影響因素包括保護氣體流量、散熱、鎢針頂端與基板之間的距離等,將與這些因素相關(guān)的焊接作業(yè)參數(shù)作為監(jiān)測對象[6]。在保證焊接期間其他參數(shù)不變的情況下,開展試驗測試。本次試驗主要分為兩部分,分別是焊接速度試驗和焊接峰值電流試驗。
①焊接速度試驗。本次試驗以焊接速度作為變量,其他參數(shù)保持不變,測量不同焊接速度下的焊縫形貌,包括焊縫寬度和熔深。焊接過程中,焊接峰值電流固定200 A不變,保證變量的唯一性。試驗組數(shù)為5組,每組焊接速度依次設(shè)置為6 mm/s、8 mm/s、10 mm/s、12 mm/s、14 mm/s。測量不同焊接速度條件下的熔寬、熔深、清理寬度,并繪制變化曲線,以便觀察分析。
②焊接峰值電流試驗。本次試驗以焊接峰值電流作為變量,其他參數(shù)保持不變,測量不同焊接峰值電流下的焊縫形貌,包括焊縫寬度和熔深。焊接過程中,焊接速度固定在10 mm/s不變,保證變量的唯一性。試驗組數(shù)為5組,每組焊接峰值電流依次設(shè)置為60 A、180 A、200 A、220 A、240 A。測量不同焊接速度下的熔寬、熔深、清理寬度,并繪制變化曲線,以便觀察分析。
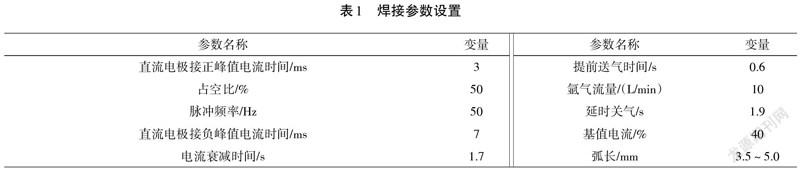
除上述參數(shù)外,其余參數(shù)在試驗中保持不變,設(shè)置情況如表1所示。
如果焊接弧長超過70 mm,則以中間位置作為最佳焊接位置,測量清理寬度數(shù)值,而后截取橫截面。對此處采取打磨處理,而后經(jīng)過拋光和腐蝕后,測量當前焊縫的熔寬、熔深、清理寬度,記錄測量結(jié)果,利用數(shù)據(jù)整理軟件,將測量結(jié)果以曲線方式輸出。
3 試驗結(jié)果分析
3.1 TIG焊接速度對鋁合金車身維修中焊縫形貌的影響
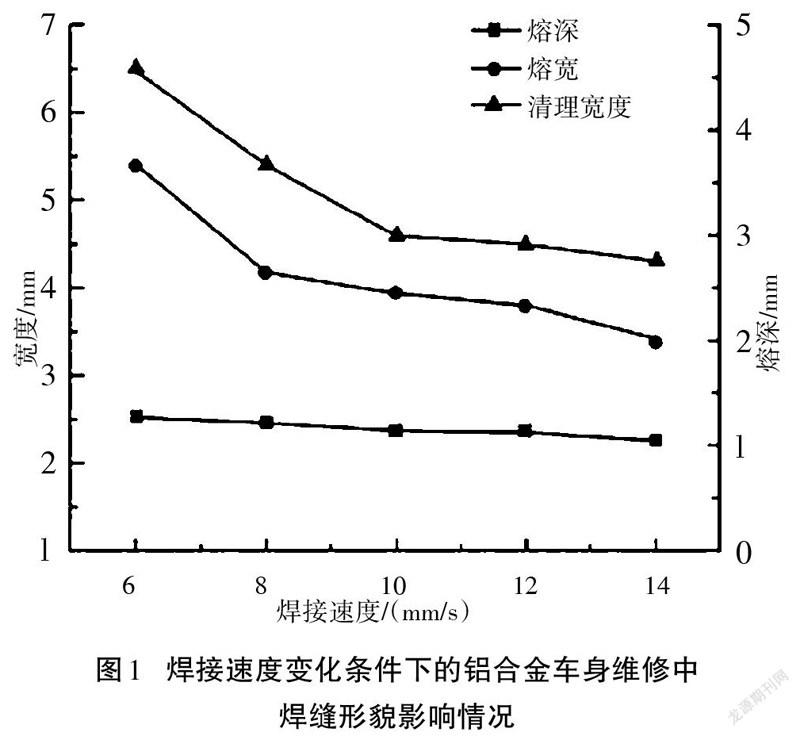
按照試驗方案,設(shè)置不同的焊接速度,測量車身維修中焊縫形貌的熔寬、熔深、清理寬度,結(jié)果見圖1。
由圖1可知,車身焊縫熔深受焊接速度的影響最小,隨著焊接速度的增加,熔深呈現(xiàn)出極小幅度的下降趨勢,變化幅度在0.5 mm以內(nèi)。相比之下,清理寬度和熔寬兩項參數(shù)受焊接速度的影響比較大,變化趨勢相近。隨著焊接速度的增加,數(shù)值逐漸減小。其中,在焊接速度為8~12 mm/s時,熔寬變化較小,其他焊接速度條件下,熔寬呈現(xiàn)出較為明顯的下降趨勢。當焊接速度為14 mm/s時,熔寬約為3.3 mm。對于清理寬度,焊接速度為10 mm/s是一個轉(zhuǎn)折點。當焊接速度超出該數(shù)值后,隨著焊接速度的增加,焊縫清理寬度下降幅度明顯減小。綜合考慮熔寬、熔深、清理寬度變化趨勢,結(jié)合車身維修的焊接速度控制難度和技術(shù)需求,建議車身維修期間焊接速度控制在10~12 mm/s。
3.2 TIG焊接峰值電流對鋁合金車身維修中焊縫形貌的影響
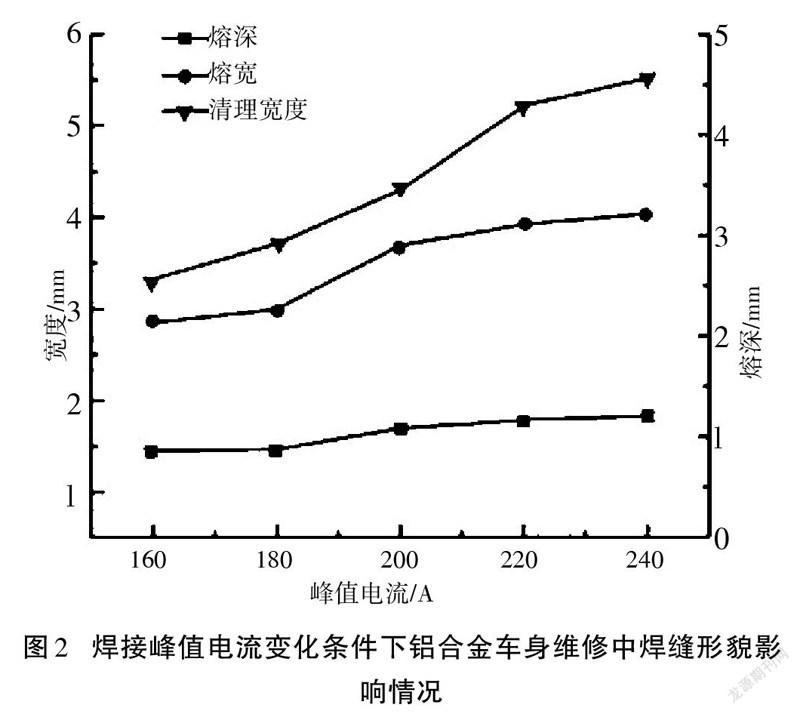
按照設(shè)定的試驗方法,固定非變量以外的參數(shù)數(shù)值,在保證單一變量的條件下,測量不同峰值電流沖擊下產(chǎn)生的熔寬、熔深、清理寬度,統(tǒng)計結(jié)果見圖2。
由圖2可知,熔深受峰值電流變化的影響最小,其始終保持在0.5~1.5 mm。熔寬和清理寬度兩個參數(shù)受峰值電流變化的影響較大,均呈現(xiàn)出上升的趨勢。其中,清理寬度的上升幅度更大一些。之所以會出現(xiàn)此類情況,主要原因是峰值電流增加引發(fā)了氧化膜撞擊,陽離子數(shù)量大幅度增加,致使陰極的清理寬度逐漸變大。為了保證鋁合金車身維修質(zhì)量,在運用TIG焊接技術(shù)時,盡量增加熔深,減小熔寬和清理寬度。從當前變化特點來看,建議將峰值電流控制在180~200 A。
4 TIG焊在鋁合金車身維修中的應用建議
4.1 焊前清理
為了充分發(fā)揮TIG焊的作用,必須做好焊前清理工作。油污、氧化膜、鐵銹是金屬表面的重要清理對象,一般利用化學機械或者化學試劑清理金屬表面。通常情況下,用砂紙、鋼絲打磨金屬表面,可以有效去除鐵銹。如果遇到表面氧化膜破壞問題,需要借助刮刀將其鏟除。對于本文研究的鋁合金車身,如果焊接處存在氧化膜破壞或者金屬表面出現(xiàn)鐵銹問題,都可以運用這些方法加以處理,確保焊接表面無雜質(zhì)后,開始運用TIG焊工藝焊接車身,以提高維修質(zhì)量。
4.2 TIG焊接速度控制建議
通過試驗分析可知,熔寬、熔深、清理寬度是影響焊接速度的主要參數(shù),需要根據(jù)鋁合金車身實際情況及維修需求,對熔寬、熔深、清理寬度進行合理取值,在此基礎(chǔ)上設(shè)定焊接速度范圍。本文的試驗研究所得結(jié)果只能確定一個大概的焊接控制速度范圍,無法得到更為精確的速度控制范圍。為了提高鋁合金車身的維修質(zhì)量,建議引入軟件模擬分析方法,利用軟件構(gòu)建針對某一款鋁合金車身的模型,將基本參數(shù)代入模型,經(jīng)過計算得到焊接速度控制相關(guān)數(shù)值,并經(jīng)過綜合因素分析,縮小速度控制范圍。一般情況下,車身模型的構(gòu)建需要結(jié)合力學理論,所以在接下來的研究中,需要加深力學理論與汽修等多項專業(yè)知識的融合。
5 結(jié)語
本文圍繞鋁合金車身維修中的焊接工藝展開探究,選擇TIG焊接作為研究對象,采用試驗分析的方式,探究TIG焊接中峰值電流和焊接速度對車身焊縫形貌的影響。結(jié)果顯示:車身焊縫熔深受焊接速度的影響較小,熔寬和清理寬度受此影響較大;熔深受峰值電流變化的影響較小,熔寬和清理寬度受此影響較大。建議車身維修期間,設(shè)定TIG焊接速度為10~12 mm/s,峰值電流為180~200 A。另外,本文針對TIG焊接在鋁合金車身維修中的應用給出了一些指導性建議。
參考文獻:
[1]楊超,王英君,徐艷利,等.含Sc高強鋁合金薄板TIG焊與FSW接頭組織與性能對比研究[J].機械工程學報,2020(6):235-242.
[2]張山,魏正英,杜軍,等.鋁合金變極性TIG焊焊接參數(shù)對焊縫形貌的影響[J].機械設(shè)計與制造,2020(2):182-185.
[3]張琨,劉政軍.固溶處理對7075鋁合金同質(zhì)TIG焊接頭顯微組織及力學性能的影響研究[J].熱加工工藝,2019(3):83-88.
[4]韓國良,王惠苗,劉含偉,等.不同焊接工藝下2219鋁合金TIG焊接頭性能分析[J].焊接,2019(5):48-51.
[5]馬雨晴,王紅陽,劉黎明.基于Ni中間層的鋁合金與高強鋼激光誘導TIG復合焊接[J].中國激光,2019(8):90-96.
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07