蜂窩內環組件加工變形分析及控制
2021-03-27 11:51:56黃強
金屬加工(冷加工) 2021年3期
關鍵詞:變形
黃強
中國航發西安航空發動機有限公司 陜西西安 710021

1 序言
蜂窩內環組件作為航空發動機的重要零件之一,由本體環及內部蜂窩環焊接組合而成,具有結構復雜、壁薄,加工時易變形、材料難加工和尺寸精度高等典型特征。本體環材料為鎳基高溫合金,蜂窩環材料為經固溶熱處理的耐蝕耐熱鎳基合金。在蜂窩內環組件的加工過程中,控制變形是最能控制零件加工質量的環節之一,因此合理安排零件加工工藝及零件裝夾定位方式,優化零件加工程序,既可以有效控制加工變形,又可以提高零件加工質量和合格率,降低成本,提升企業的競爭力。目前,在控制蜂窩類薄壁零件加工變形方面缺乏相關經驗,給公司蜂窩類零件的試制加工帶來一定難度。為了更好地控制加工變形,同時為后續其他蜂窩類零件的加工奠定良好的技術基礎,針對控制蜂窩內環組件加工變形問題進行了試驗研究。
2 零件材料及結構特點
蜂窩內環組件本體環為AMS5665鎳基高溫合金鍛環件,蜂窩環為AMS5536鎳基高溫合金壓制六方柵格。AMS5665是一種常見的高強度、高硬度和高溫條件下強度優良的鎳基合金,材料黏性大,加工中不易斷屑,導熱性能較差,在切削加工過程中會產生很大的切削抗力和大量的切削熱,若散熱條件不好,刀具的磨損會很嚴重。因此,在加工過程中必須利用零件結構,合理地選擇定位裝夾方式及加工程序,控制加工變形。
蜂窩內環組件結構為旋轉件,其最大外徑尺寸207.874m m,總高度22.606m m,圓度要求0.02mm,零件最小壁厚0.508mm(見圖1),外圓對基準位置度要求0.076m m。零件內孔為釬焊的蜂窩環,蜂窩環內孔尺寸φ198.044m m。零件后端沿圓周有兩處均布凸臺(見圖2),凸臺尺寸24.994m m,凸臺兩側為長25.4m m×寬3.81mm×深0.127mm的空刀槽,凸臺與外圓臺階不超過0.127m m,空刀槽與凸臺徑向臺階不超過0.127mm。
該零件具有如下特征。
1)精度高。零件內孔圓度0.05mm,外圓圓度0.02mm,后端面平面度0.015mm。
2)剛性差。壁厚尺寸0.508~0.890mm,零件剛性差。
3)工藝性差。凸臺與外圓的臺階不超過0.1 2 7 m m,空刀槽與凸臺的徑向臺階不超過0.127mm,沒有可靠的定位、裝夾基準,零件在裝夾及加工時變形較大。

圖1 零件結構

圖2 零件角向定位示意
3 零件加工產生變形的原因
蜂窩內環組件屬于薄壁件,其加工變形與零件的材料、幾何結構、加工工藝、定位裝夾方式和程序設計等因素都有關系。具體來說,零件材料硬度越高、黏性越大,可加工性能越差;在切削過程中,為克服材料的彈性變形、塑性變形和刀具與工件之間的摩擦力所做的功,大部分轉化為切削熱,造成零件各部位溫度不均,使零件產生變形;刀具在切削零件時產生的切削力,使零件表面產生塑性變形;零件在裝夾時,若零件定位基準與定位面選擇不當,夾緊力與支承力相互作用,產生的附加應力會引起變形;加工薄壁零件時,不同進刀方式對車加工及銑加工精度的影響均不相同;加工設備、工裝的剛性,加工現場的溫度以及冷卻散熱系統等對零件的變形也有一定的影響。
4 工藝方案的制定
控制變形是加工蜂窩內環組件零件的工藝關鍵。加工變形不僅破壞零件的最終精度,而且在精加工過程中時使裝夾失去定位基準;變形量大時,可能會因加工余量不足而造成零件報廢。另外,變形還直接影響零件的加工成本和生產周期。
針對蜂窩內環組件加工變形問題,采取如下措施:首先,要選擇剛性較好的鍛環件作為毛坯料,這樣可以在粗加工時保持剛性,較好地控制圓度誤差;其次,要設計結構合理的車加工及銑加工夾具;再次,要通過選取合理的走刀路徑及切削參數,解決零件銑加工時的讓刀問題。
經分析認為,引起加工變形的原因如下。①夾緊方式。當采用軟爪裝夾時,由徑向力夾緊零件,若夾持力太小,不能滿足粗加工所需力的要求;反之,若夾緊力太大,蜂窩內環組件就有可能產生塑性變形,導致零件變形。②因為蜂窩內環組件毛坯材料壁厚不均勻,所以在同一截面上各點剛性不同,加工時在切削力的作用下,截面各點的變形不同,造成較大的誤差。③由于零件自身剛性較差,加工時振動大,因此引起尺寸和圓度超差。
考慮到毛坯料供貨商的供料狀態,選擇經沉淀處理+去應力狀態的鍛環件為毛坯料,以減小毛坯料鍛造過程中的內應力。為了保證零件內孔的圓度0.07mm,結合現場設備情況,采用粗車去除零件外圓及內孔大余量,車外形使用自定心卡盤定位裝夾(見圖3a),車端面及內、外形使用軟爪定位裝夾(見圖3b)。若在車端面及內、外形時,直接將內孔加工到最終尺寸,由于零件受徑向力作用,加工后零件圓度較差,無法滿足圓度0.07mm的要求(見圖3c)。

圖3 蜂窩組件釬焊前車加工
由于夾具的受力均在零件兩端面之間,當零件端面的加工精度較高時,工件的夾緊誤差可忽略不計,因此對工件加工精度的影響非常小,加工后零件變形較小。粗車去除鍛件的大余量后,使用車床夾具定位裝夾零件(見圖3c),加工前找正零件內孔,保證加工后零件內孔外圓的同心度。在使用車床夾具定位裝夾后,零件的夾緊方式及夾緊力得到改善,夾緊力由徑向夾緊改為軸向夾緊,提高了零件加工后內孔圓度的穩定性。采用該加工工藝,零件蜂窩釬焊前內孔圓度控制在0.03~0.07mm,可滿足設計要求。
5 夾具設計
5.1 車加工夾具
因蜂窩內環組件剛性差,裝夾時夾、壓的彈性變形將影響工件表面的尺寸精度、形狀和位置精度,造成裝夾變形。為了減少定位誤差和保證定位穩定可靠,精車時選用左端面及內孔分別作為第一和第二定位基準,并用中心壓板和螺母夾緊零件。由于在釬焊前內孔圓度得到較好控制,蜂窩釬焊后零件的整體變形相對較少,進行精車工序時,使用車床夾具對零件進行定位裝夾(見圖4)。
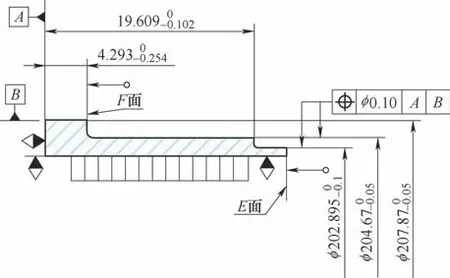
圖4 精加工外形定位示意
通過對車床夾具進行現場試驗,找正車床夾具心軸,對夾具本體上的定位端面及定位止口與零件進行配車加工,確保夾具本體與夾具心軸的同心度滿足要求。使用的車床夾具本體與夾具壓板上箍緊的定位圓必須保持較好的同心度,再找正壓板中心配合孔,車加工壓板上與零件配合的止口圓,保證零件壓板與配合孔同心,并增加零件右端內孔支撐長度,提高裝夾零件時的剛性(見圖5)。夾具在加工過程中可有效地夾緊零件,粗車加工切削力較大,零件在加工后不易產生竄動。

圖5 精加工壓板示意
通過對壓板進行分析,將壓板的止口尺寸與零件進行配車,使壓板的止口與零件內孔貼合良好,同時應保持壓板的回轉中心與夾具本體同心。配車后的壓板,提高了安裝精度,零件在車加工過程中不易發生竄動,既保證了零件加工后的圓度,又有效控制了蜂窩內環組件車加工產生的變形。
5.2 銑加工夾具
零件外形銑加工時,若采用箍緊零件內孔的定位方式加工,零件外圓圓度并不理想,找正后零件外圓徑向圓跳動較大。因此,改變零件裝夾定位方式,使用平磨過的零件端面及車加工后的外圓定位,制造一套與零件外圓配合的銑床夾具,用夾具內孔箍緊零件外圓,采用中心壓板在零件上端面壓緊的方式裝夾零件(見圖6)。夾具制造完成后,通過三坐標檢測夾具內孔、零件外圓尺寸,確保夾具內孔與零件外圓間隙在0.02~0.05mm。通過三坐標檢測夾具壓板上定位止口與裝配孔的同心度,控制夾具本體與壓板定位止口的同心度,保證零件裝夾后的圓度。
6 程序設計
6.1 車加工程序方案
精車加工時,先去除粗車加工零件變形部分的余量,再使用35°尖刀VCMT160402-SM進行精車加工(見圖7)。加工過程中觀察刀片磨損狀態,保證刀片鋒利,在保證零件尺寸的同時,控制零件圓度,在最后一刀精車時,增加程序去毛刺,節省后續手工去毛刺時間。采用優化后的加工程序,零件圓度合格率由20%~25%提高到100%。

圖7 精車內孔加工示意
精車外形分為粗車、半精車和精車3個階段。粗車時采用大吃刀量(見圖8),每刀的吃刀量1.0mm,縮短加工時間;半精加工消除去余量時產生的變形,每刀的吃刀量0.5mm;精加工保證零件尺寸及圓度,每刀的吃刀量0.2m m,程序線速度30m/min,進給量0.1mm/r。粗車加工后零件的徑向圓跳動0.01~0.02mm,精車加工后零件在機床上的徑向圓跳動在0.01mm以內,零件無竄動現象,直徑尺寸滿足圖樣要求,三坐標檢測零件圓度在0.10mm以內。

圖6 銑加工定位示意

圖8 精車外形加工示意
6.2 銑加工程序方案
銑外形加工時,若使用棒銑刀,切削力較大,零件在加工過程中容易發生擠壓變形,加工完后零件輕微反彈,徑向圓跳動較大,外圓臺階尺寸0.127mm較難保證。加工完成后,通過杠桿表檢測銑加工外圓與之前車加工外圓的臺階高度,零件剛性較好的部分,臺階尺寸為0.05~0.10mm,可滿足設計要求。但是零件剛性較差處以及零件箍緊后徑向圓跳動較大的部位,加工后臺階尺寸0.03~0.20mm,通過程序補償或者圓弧插補加工,不能滿足≤0.127mm的要求,只能通過手工拋修才能滿足設計要求。
試驗證明,銑外形使用T型φ10mm專用銑刀加工可較好地控制零件加工時的變形(見圖9)。T型銑刀轉速300r/min,進給量0.02mm/z,進退刀時,使用圓弧插補的方式,減小刀具切入及離開零件時產生的切削力。在零件加工過程中,經檢測,箍緊后的零件外圓徑向圓跳動0.05~0.10mm,加工后零件外圓徑向圓跳動≤0.12mm,臺階尺寸0.127mm可滿足設計要求。

圖9 銑加工程序模擬示意
6.3 圓角銑加工優化
現場銑加工試切時發現,刀具從大圓弧切入拐角小圓角以后,在小圓角處存在明顯的切削力突變現象。切削力的突變不僅會使銑刀和零件的加工變形增大,造成欠切,而且嚴重時還會在小圓角處產生過切現象,在圓角過切的部位,還會產生切削振動,留下明顯的振紋,嚴重影響零件銑削的表面質量,增加刀具消耗和生產成本。
為此,對工件從大圓弧切入拐角小圓角時的刀具路徑進行了細化:在走刀過程中,選擇合適直徑的刀具,保持刀具切削夾角在一定范圍內,避免較大波動;在精銑加工時,附加了走刀路徑,以減小刀具在小圓角處的切削面積,從而避免切削力突然增高;在圓角加工時,增加分段降速處理,消除切削過程中的振刀問題,使加工后的工件表面質量滿足設計要求,同時降低了刀具消耗及加工成本。
7 結束語
通過對蜂窩內環組件進行工藝分析,認為引起加工變形的主要原因是夾緊方式、加工程序及自身剛性較差等。通過設計定位可靠的車加工夾具,控制了車加工后的圓度;通過改變銑加工裝夾定位方式,使銑加工零件變形問題有較大改善;通過對車加工、銑加工及圓角加工程序進行優化,消除了切削過程中的振刀問題,使加工后工件表面質量滿足設計要求,改善了工件切削的受力狀態,提高了加工合格率。
專家點評
該文就控制蜂窩內環組件加工變形問題進行了試驗研究。加工過程中利用零件的結構特征,合理選擇定位裝夾方式及加工程序,改善工件切削的受力狀態,控制加工變形,提高了加工合格率。
文章內容貼近生產實際,通俗易懂,實用性強,從設計源頭上進行理論分析,確定加工變形的主要原因并進行深入研究是其成功之處。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36