發動機進、排氣門卡簧槽的新型加工方法
2021-03-19 03:36:44雷偉斌楊承濤司李南
制造技術與機床 2021年3期
關鍵詞:方法
雷偉斌 楊承濤 司李南
(①西安航空職業技術學院,陜西 西安 710089;②西安工程大學,陜西 西安 710048)
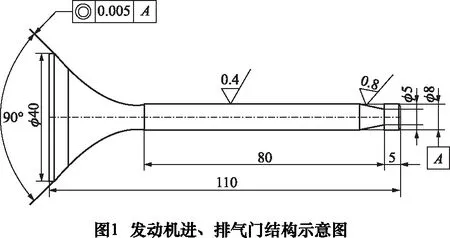
隨著國民經濟的飛速發展,對交通運輸和工程機械的需求量日益增長,汽油發動機和柴油發動機的產量不斷增加,作為發動機的核心零部件之一的進、排氣門,國內外均由專業的配件廠生產,其產量少則幾百萬,多則千萬只以上,并在力圖實現自動化生產。進、排氣門的結構形狀雖然比較簡單,如圖1所示,但其加工精度要求較高,工藝復雜,加工工序較多,通常可達30多道工序,因此,每道工序的改進提高均具有一定的意義。
氣門卡簧槽傳統的加工方法為車削、磨削,改進后的加工方法為車削后滾壓加工。其加工質量、生產效率均有顯著提高,而且使用壽命也得以延長,現簡介如下,供國內外相關專業同志參考。
1 傳統的加工方法
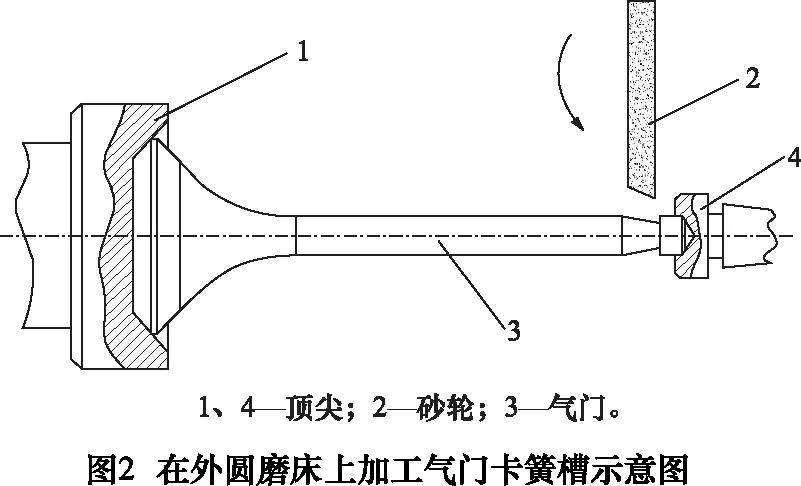
目前氣門專業廠加工卡簧的方法為,粗加工在普通車床或專用機床上用反頂尖夾持住氣門的前后兩端,用成形車刀根據不同規格型號的氣門所要求的槽(通常為圓柱形和圓錐形)形進行加工,為精加工工序留0.1 mm的余量,精加工在外圓磨床上用反頂尖夾持工件,將砂輪修正成卡簧槽的形狀進行加工[1],如圖2所示。磨削至Ra0.8 μm的表面粗糙度要求加工時間約20~30 s,班產800~1 000件。
2 改進后的新型加工方法
為了提高氣門卡簧槽加工工序的產量和質量,經過反復試驗開發出了在滾絲機上進行卡簧槽精加工的工藝方法,如圖3所示。
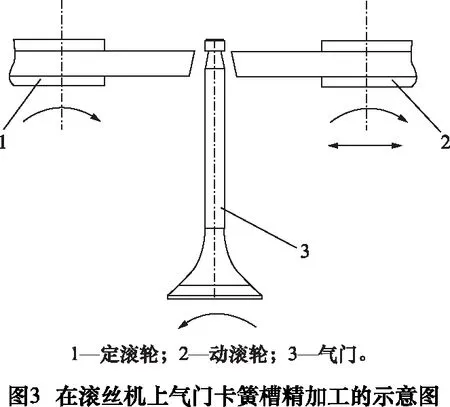
該工藝方法采用一對動、定滾壓輪,其幾何形狀與卡簧槽的成形面相同,為節省較昂貴的材料,在支承板上部焊有一層8~10 mm的硬質合金條,加工時氣門用機械手或人工放置在支承板上,其中心高與滾壓輪的中心等高或低0.1 mm,一對滾壓輪同方法旋轉,動滾壓輪作“快進→滾壓→退回”,卸下并放置新的工件,該工作循環連續自動進行[2],其工藝參數為:
滾壓輪轉速:36 r/min
滾壓余量:0.05~0.1 mm
滾壓時間:3~5 s
滾壓輪直徑180 mm,寬度20 mm,材料:GCr15,熱處理淬火至58~62 HRC。
3 特點和經濟效益
氣門卡簧槽精加工工序改進后的加工方法具有以下特點和經濟效益。
3.1 生產效率顯著提高
傳統的磨削加工方法除機動時間外,成型砂輪經過一段時間工作后還需要重新修磨,耗費一定的輔助時間,班產通常為800~1 000只,滾壓法精加工氣門卡簧槽僅需3~5 s,班產可達3 000只以上,較傳統的方法生產效率提高3倍以上[3]。
3.2 提高了加工質量
采用磨削法精加工卡簧槽時,砂輪將工件表面的殘留不平度一層一層地磨削下去,從車削的Ra3.2 μm降低到Ra0.8 μm時耗時較多。
滾壓加工是在滾壓輪的滾壓力作用下,將表面殘留不平度的波峰壓下,波谷提升,可迅速降低其殘留不平度,通常可降低4~6級,即從車削的表面粗糙度Ra3.2 μm達到Ra0.2 μm或Ra0.1 μm以上,達到了鏡面效果,如圖4所示幾種不同工藝方法用表面粗糙度測量儀的測量結果比較圖[4]。
3.3 提高耐磨性,延長使用壽命
磨削加工時砂輪從工件表面切除一定的余量,加工后工件表面會產生一定的殘余拉應力,對工件耐磨性有一定影響,滾壓加工時,在滾壓力作用下工件表面層的晶粒被擠壓,位錯密度增加,形成一定的冷硬層,表面硬度有所提升,而且在工件表面層形成殘余壓應力,有利于工件耐磨性的提高,這種提高呈梯次形,表面層提高較多,向工件內部越深則硬度增加越少,直至工件的基體硬度。其硬度提高的百分率可按下式計算:
(1)
式中:H0為工件材料的原始硬度;H為滾壓加工后表面層的顯微硬度。
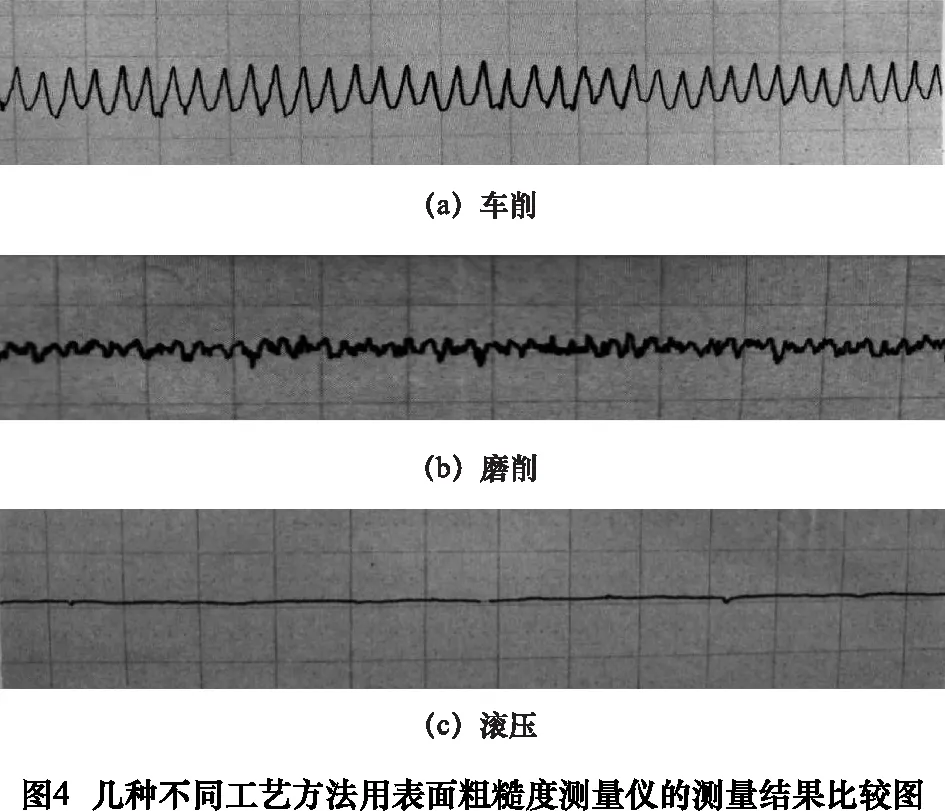
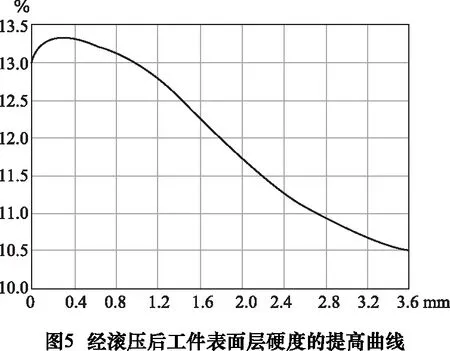
圖5為經過滾壓加工后其表面層硬度提高的試驗曲線。
當工件表面的硬度提高,具有殘余壓應力則可提高其在高頻率工況下使用壽命,其作用于目前廣泛采用的拋丸強化相類似。
3.4 降低生產成本
滾壓加工卡簧槽時針對一種規格品種僅制造一對滾壓輪即可。長期生產,滿足使用要求,必要時在磨床上修磨一次外徑,便可重復使用,磨削加工時由于成型磨削需要經常修正砂輪,必要時需要更換新的砂輪,因而制造成本高于滾壓加工[5]。
3.5 為自動化生產創造良好的條件
改進后的加工方法在卡簧槽進行精加工時,氣門無需夾持,僅用機械手或人工放置在支承板上即可進行加工,較磨削加工方法易于實現工件的自動裝卸,為氣門生產的自動化和智能化創造了一定的條件。
4 結語
為了改進提高發動機零部件的制造水平,開發了氣門卡簧槽的新型加工方法,將傳統的磨削精加工改進為滾壓加工,使其生產效率,加工質量得到顯著提高,生產成本降低,使用壽命延長,是一種具有一定推廣應用價值的工藝方法,希望能夠對我國發動機零部件制造水平的提高有所裨益和幫助。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
