連鑄結晶器振動監控系統設計*
2021-03-19 03:36:42肖俊生左鴻飛李文濤王志春
制造技術與機床 2021年3期
肖俊生 左鴻飛 李文濤 王志春
(內蒙古科技大學信息工程學院,內蒙古 包頭 014010)
結晶器是連鑄過程中的鑄坯成型設備,其振動使連續鑄鋼成為可能,而振動方式對鑄坯質量和生產效率都有著重要影響[1-3]。連鑄結晶器振動方式經歷了同步振動、梯形振動、正弦振動和非正弦振動[4-5]。非正弦振動方式因其對提高拉坯速度、鑄坯質量和生產效率等具有顯著效果,逐漸成為結晶器振動主要應用規律[6-7]。結晶器振動驅動方式主要有機械振動和電液伺服振動兩種,機械振動方式主要通過電機驅動偏心輪、橢圓齒輪和雙偏心連桿等機構來實現各種振動規律。這種機械振動方式存在非正弦振動波形實現困難、長期使用機械結構磨損后振動波形變形及參數在線不可調等缺點[8-9]。電液伺服振動易于實現非正弦振動,具有波形參數任意可調、可實時在線修改、精度高、可實現多種振動方式工作等優點,應用已越來越普遍[10-12]。
本文設計一種連鑄結晶器振動監控系統,振動控制器采用32位微處理器STM32實現,控制器產生結晶器振動波形數據并實時采集結晶器位移數據,經PID運算后輸出控制信號給液壓伺服機構;同時采集閥芯位置、液壓缸壓力、拉速等信息,并將所采數據通過CAN總線發送給上位機。上位機通過LabVIEW平臺實現對結晶器振動波形、振動工作狀態的監控及各種參數的設置工作。整個系統采用CAN總線實現通訊,一臺上位機可同時監控多臺結晶器振動控制器的工作狀態。
1 系統整體結構
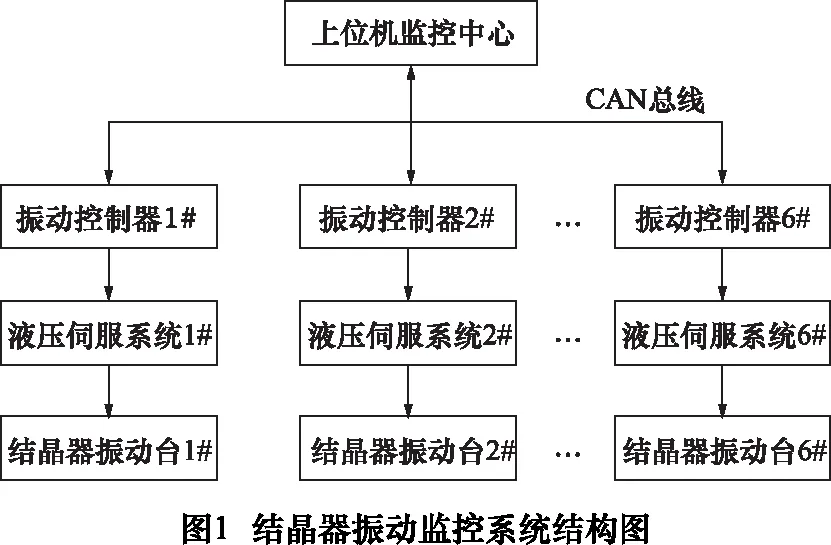
連鑄結晶器振動監控系統基本結構如圖1,整個系統采用離散控制系統“集中管理、分散控制”的設計思路,主要包括上位機監控中心、振動控制器、液壓伺服系統及振動臺。上位機監控中心完成對多臺(本系統設計最多6臺)控制器的運行監控管理工作,主要包括結晶器振動波形、振動工作狀態的監控及各種參數的設置工作。各振動控制器相互獨立運行,主要產生振動波形數據并實時采集結晶器位移數據,經PID運算后輸出控制信號給液壓伺服系統;同時采集閥芯位置、液壓缸壓力、拉速等信息,并將所采數據通過CAN總線發送給上位機。整個系統采用CAN總線實現通訊,具有實時性好、抗干擾能力強等特點。
2 振動控制器設計
2.1 控制器硬件設計
結晶器振動控制器硬件結構圖如圖2所示。核心控制器采用32位高性能ARM Cortex-M4處理器STM32F407,該處理器時鐘高達168 MHz,支持FPU(浮點運算),自帶多路12位ADC,且具有CAN、以太網接口等多種通信接口[13],非常符合本系統應用要求。系統設計的功能模塊主要包括25位SSI振動位移信號模塊、16位DA及V/I轉換控制信號輸出模塊、4~20 mA模擬量輸入模塊、開關量輸入輸出模塊、觸摸屏、CAN通信和Modbus TCP/IP通信接口。
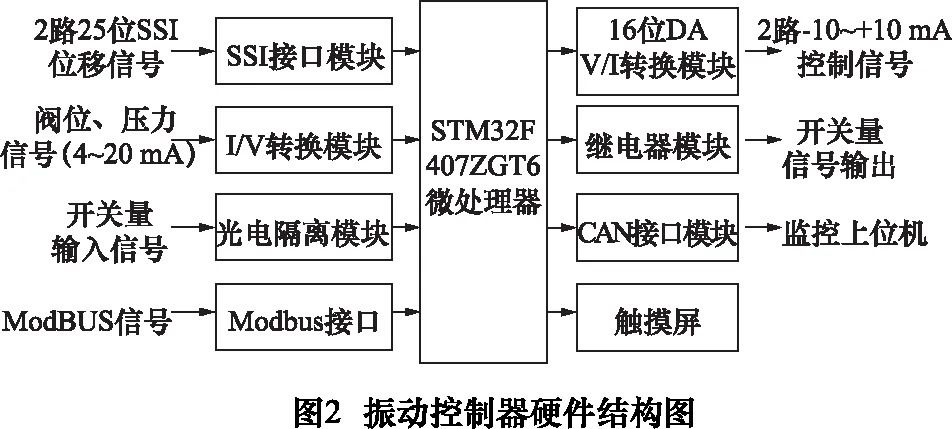
振動控制器主要工作參數:波形頻率40~360 次/min,振幅0~±6.0 mm,偏斜率0~±0.4,控制精度±0.5 mm,控制輸出:±10 mA DC。
為了保證結晶器振動時內外弧的同步性,2路SSI振動位移信號及2路控制輸出在硬件上都設計了同步控制信號,從硬件上保證了振動的同步性。振動位移傳感器采用MTS公司Temposonics-RD4型位移傳感器,該傳感器采用磁致伸縮效應實現非接觸式位移測量,輸出25位格雷碼,測量范圍0~200 mm,測量精度達0.002 mm。控制輸出采用16位高速DA芯片AD5660實現,AD5660輸出的電壓信號經過高精度隔離轉換模塊轉換為-10~+10 mA的電流控制信號,這樣方便實現信號遠傳,也提高了信號的抗干擾能力。
2.2 控制器軟件設計
控制器軟件采用C51編程實現。主流程圖如圖3所示,系統初始化后,按照預設參數生成振動波形,接著采集位移及狀態數據,并處理上位機命令,如果收到啟動命令,則進行PID運算并輸出控制信號,然后將位移信息、控制器狀態數據上傳給上位機。為了防止出現振動波形突變給機械設備造成沖擊,程序中設定每次振動啟動或停止時都從預設的“零位中心點”開始,且只有結晶器處于停止狀態時才允許修改振動波形參數。

3 上位機監控系統設計
上位機監控系統采用LabVIEW軟件平臺設計實現,在界面上可以直觀看到結晶器內外弧的設定曲線和實時振動曲線,也可選擇同時顯示內外弧的實時振動曲線以便觀察其同步性。同時對液壓缸壓力、拉坯速度等進行顯示,也可對波形偏斜率、振動頻率及振幅等相關參數進行在線修改。如果發生了報警信息,監控系統會以聲光報警的方式提醒操作者。
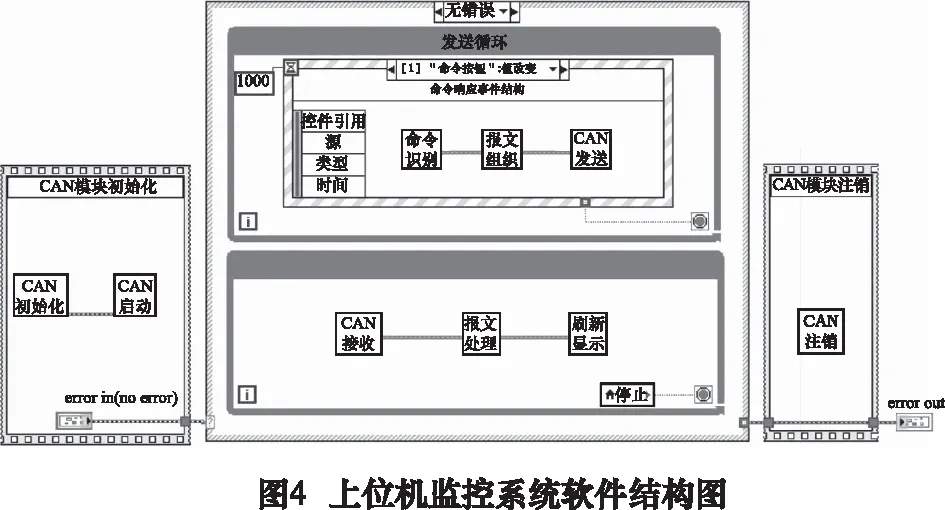
由于整個上位機系統處理的數據種類多、數據量大,為了提高數據處理速度,軟件架構采用發送循環/接收循環并行模式[14]。程序架構如圖4所示,程序首先對CAN模塊進行初始化并啟動CAN收發功能,如果啟動CAN模塊正常,則進入兩個并行while循環,發送循環負責將上位機要下發的命令數據組織成完整的CAN報文,并通過發送模塊發送到CAN總線上;接收循環通過CAN接收模塊接收控制器發來的報文并解析,同時將解析后的數據送前面板顯示,這樣可保證收發同步進行提高通信效率。當收發任務完成后程序退出while循環,并執行CAN模塊注銷釋放工作,進而結束整個程序。
4 CAN通信協議設計
上位機監控中心與各控制器通過CAN總線完成通信,CAN總線采用非破壞總線仲裁技術,具有抗干擾性強、通信速率高等優點非常適合本系統應用[15]。上位機將振動波形參數、控制器啟停、手/自動等命令發送給控制器;同時,控制器將產生的波形數據、位移數據及其他工作狀態參數通過CAN總線上傳到上位機。
系統CAN通信應用層協議參照SAEJ1939及CAN2.0B標準,采用11位識別碼信息幀格式,11位標識符定義如表1所示。

表1 11位標識符定義表
表1中各部分意義如下:
(1)P:優先級,由2位組成,分4級,0為最高級,3為最低級;
(2)PS:參數意義,共5位,如00011代表PID參數設置命令;
(3)ID:設備編號,共4位,可表示15臺控制設備,其中,1111代表全局命令,所有控制器都接收。
系統中根據需要設計了10種報文,根據命令發送方式不同又分為觸發性報文和周期性報文,上位機下發的命令、控制器發送的命令響應、報警信息等為觸發報文,控制器上傳的狀態信息、振動位移數據信息為周期性報文。如控制器狀態信息報文,其發送周期為100 ms,格式如表2。

表2 狀態信息報文格式
其中消息內容為:
第一字節:拉速信息
第二字節:液壓閥1位置
第三字節:液壓閥2位置
第四字節:液壓閥1狀態
第五字節:液壓閥2狀態
第六字節:保留
5 系統試驗結果
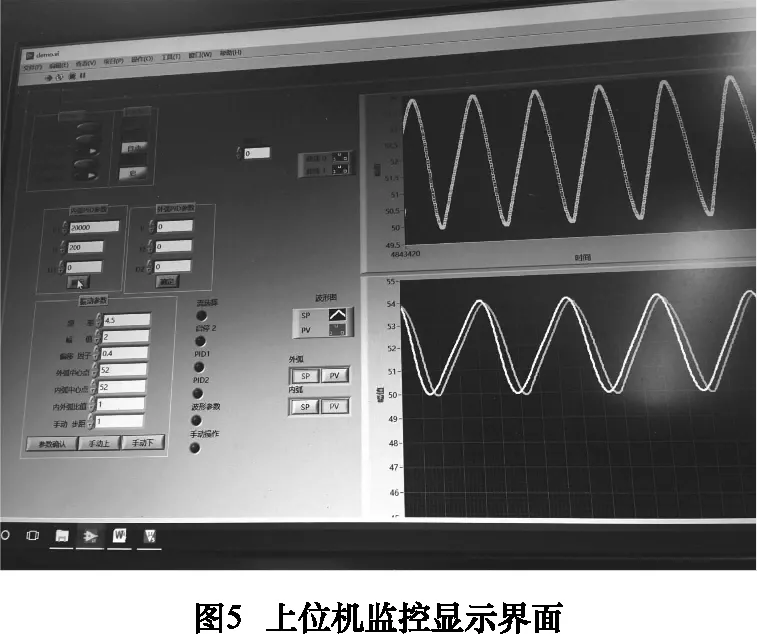
系統設計完成后,在某公司提供的結晶器振動試驗臺上進行了實際測試,其中一組振動測試結果如圖5所示:振動波形為非正弦波,頻率4.5 Hz,振幅2 mm,偏斜率0.4,振動中心點為52 mm位置。圖中右下角曲線顯示的為設定位移曲線和實測振動位移曲線,從圖5中可以看出實測振動曲線和設定曲線形態完全一致,實測振動曲線比設定曲線在時間上存在一些滯后,這跟實際情況是完全相符的。從實際測試結果可以看出,該振動監控系統對于設定振動曲線的跟蹤效果良好,系統參數設置修改方便、運行平穩。
6 結語
本文介紹了一種連鑄結晶器振動監控系統,該系統可實現結晶器振動波形的生成、實際振動位移的采集、振動控制輸出、參數設置及系統工作狀態的監控。系統在實際結晶器振動臺上進行了試驗測試,結果表明該系統性能穩定可靠、界面友好,操作簡便、擴展性強且成本低,具有很好的推廣價值。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
工業設計(2022年8期)2022-09-09 07:43:20
艦船科學技術(2022年8期)2022-06-05 07:36:28
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
