具有溝槽微織構的超硬材料 刀具切削仿真與實驗研究
2021-03-19 09:37:28徐明剛宋恩禹張海旭程曦吳志偉
表面技術 2021年2期
徐明剛,宋恩禹,張海旭,程曦,吳志偉
(1.北方工業大學 機械與材料工程學院,北京 100144; 2.北京軌道交通技術裝備集團有限公司,北京 100160)
超硬材料在數控加工刀具中的應用越來越廣泛,以PCD 為代表的超硬材料刀具,在高速切削加工領域的應用尤為突出,其刀磨技術和刃磨品質是關乎加工精度的關鍵。現代摩擦學和仿生學證實,存在一定非光滑形態的高性能表面織構具有更好的抗磨減摩性能。這為改善超硬材料刀具表面抗磨狀態帶來了新的理論依據[1-3]。與此同時,基于流體動壓射流現象的輔助支撐研究也逐漸成熟。微織構與水射流現象相結合的方式,已成為解決車削過程中瞬時高溫過高的良好途徑,且是延長超硬材料刀具壽命的有效方法。邵世超[4]通過切削實驗發現,溝槽微織構的最佳切削性能表現在垂直于切屑流方向。鄧大松[5]通過鉆削仿真及實驗得出,微織構的置入可減緩麻花鉆的磨損,合理的織構間距可以提升鉆削性能。戚寶運[6]在對鈦合金進行切削實驗時,發現溝槽微織構的置入可以改善加工過程中刀具的磨損,且在低溫潤滑下,其減摩效果更好。李一楠等[7]采用增材制造的方法制備了凸微織構表面,經仿真及對磨實驗發現,凸微織構刀具可以改善摩擦性能。Sugihara 等人[8-10]通過干切削實驗得出,在主切削刃表面置入溝槽微織構可改善刀具抗粘性。
綜上,國內外學者對刀具置入微織構進行了大量的切削實驗,在潤滑液作用下,微織構的置入可有效改善切削性能。但對流體動壓射流在溝槽微織構車削等方面的研究并不多見。因此,本文針對超硬材料刀具前刀面置入溝槽微織構,研究了干切削和流體動壓射流作用下刀具性能的變化,對延長刀具使用壽命和提高車削鋁合金切削性能有積極意義。以YG8 刀具為主要研究對象,Al6061 鋁合金工件為切削對象,建立了三維車削模型,并采用ABAQUS 軟件對不同加工工況的車削實驗進行了仿真。通過對溝槽微織構刀具的切削仿真與實驗,擬為微織構刀具的研究提供一定的理論基礎。
1 溝槽微織構有限元模型
1.1 溝槽微織構理論模型
Al6061 鋁合金的切削可看作工件材料在高度集中的小區域內發生變形的過程[11]。刀具表面微織構主要置入在前刀面與主切削刃附近,在切削液射流工況下,主要對切削第一和第二變形區進行降溫,故主要研究此變形集中區域。工件幾何尺寸為15 mm×5 mm× 1 mm,刀具前角為10°,后角為8°。溝槽截面為矩形,寬度為100 μm,間距為100 μm,深度為50 μm,如圖1 所示。
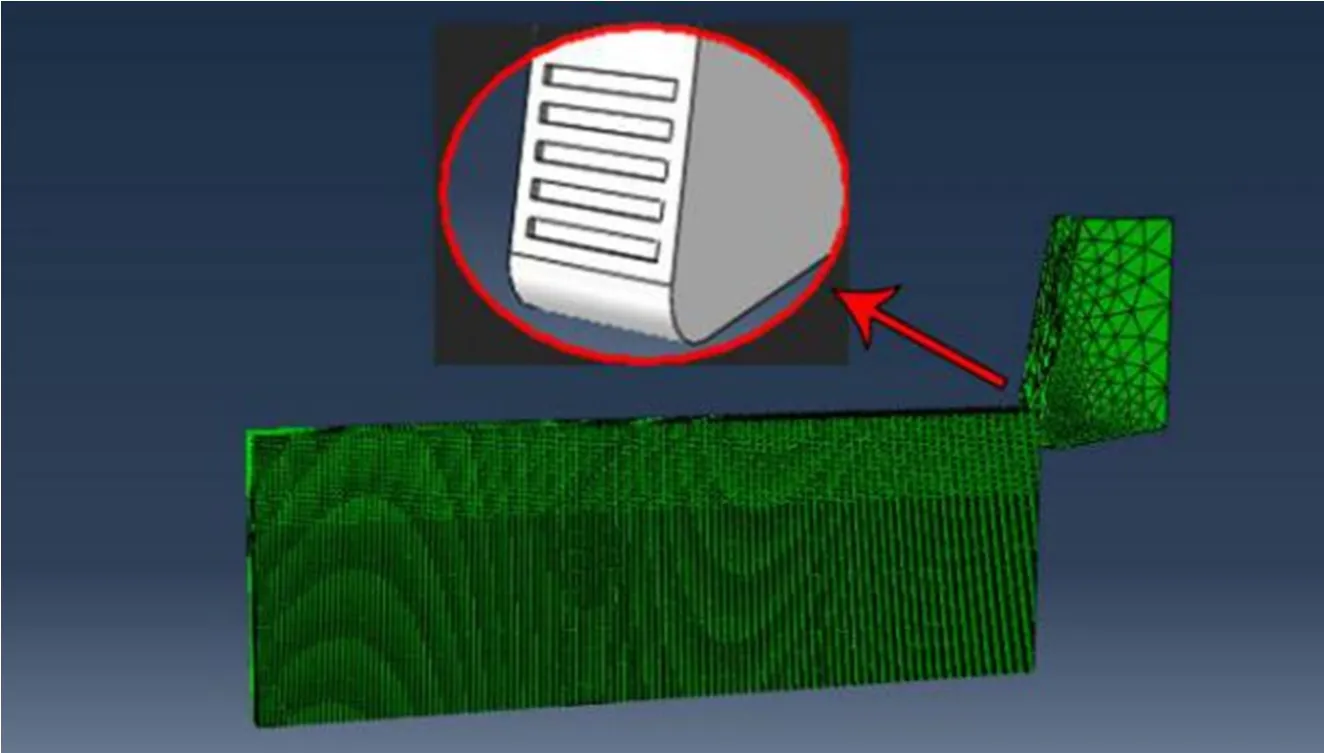
圖1 三維車削有限元模型 Fig.1 3D turning finite element model
1.2 工件和刀具材料本構模型的建立
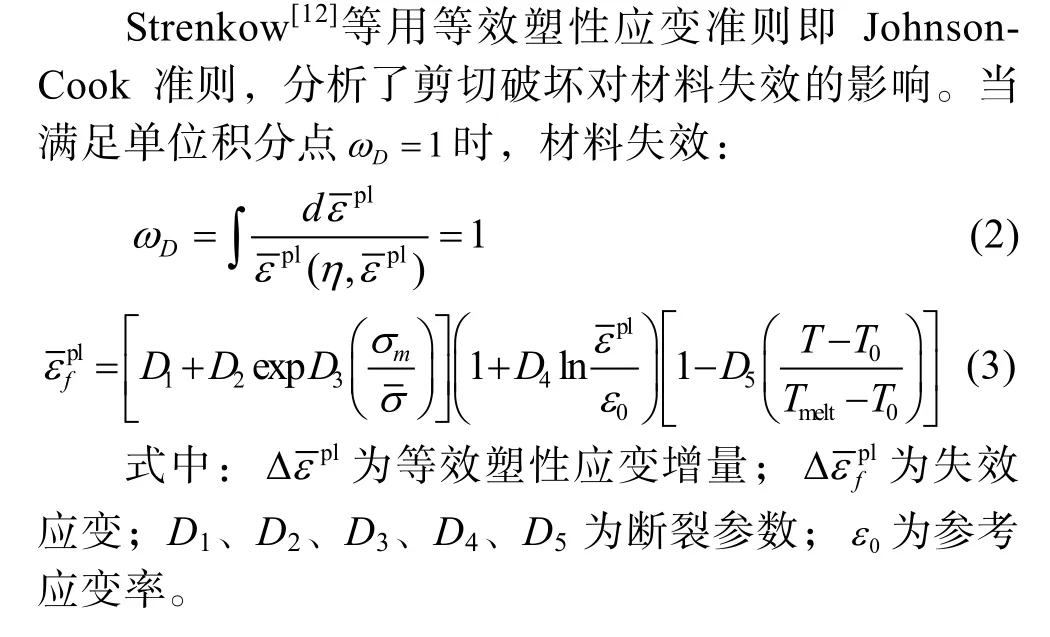
實際車削過程中,Al6061 合金在高溫高壓、熱力耦、速率的影響下,發生彈性、塑性等變形,因此選用Johnson-Cook 本構關系。其數學表達式為[11]:

在該式中,系數A、B、C、n、m 是通過實驗測量的參數。T 為變形溫度,Tm為材料熔點,Tr為室溫,ε為等效塑性應變,0/ε ε 為相對應變率。實驗結果見表1。
YG8 硬質合金刀具在切削6061 鋁合金時,優勢明顯,可實現高效高質加工,其主要材料屬性見表2。

表1 Al6061 Johnson-Cook 模型材料參數 Tab.1 Al6061 Johnson-Cook model material parameters
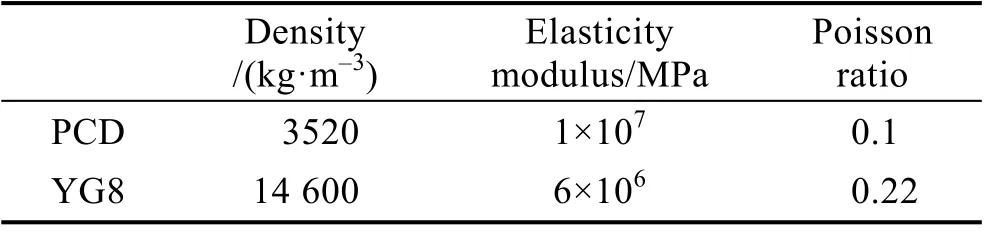
表2 PCD 和YG8 刀具物理性能參數 Tab.2 Physical performance parameters of PCD and YG8 tool
1.3 材料斷裂準則
1.4 切削熱的產生
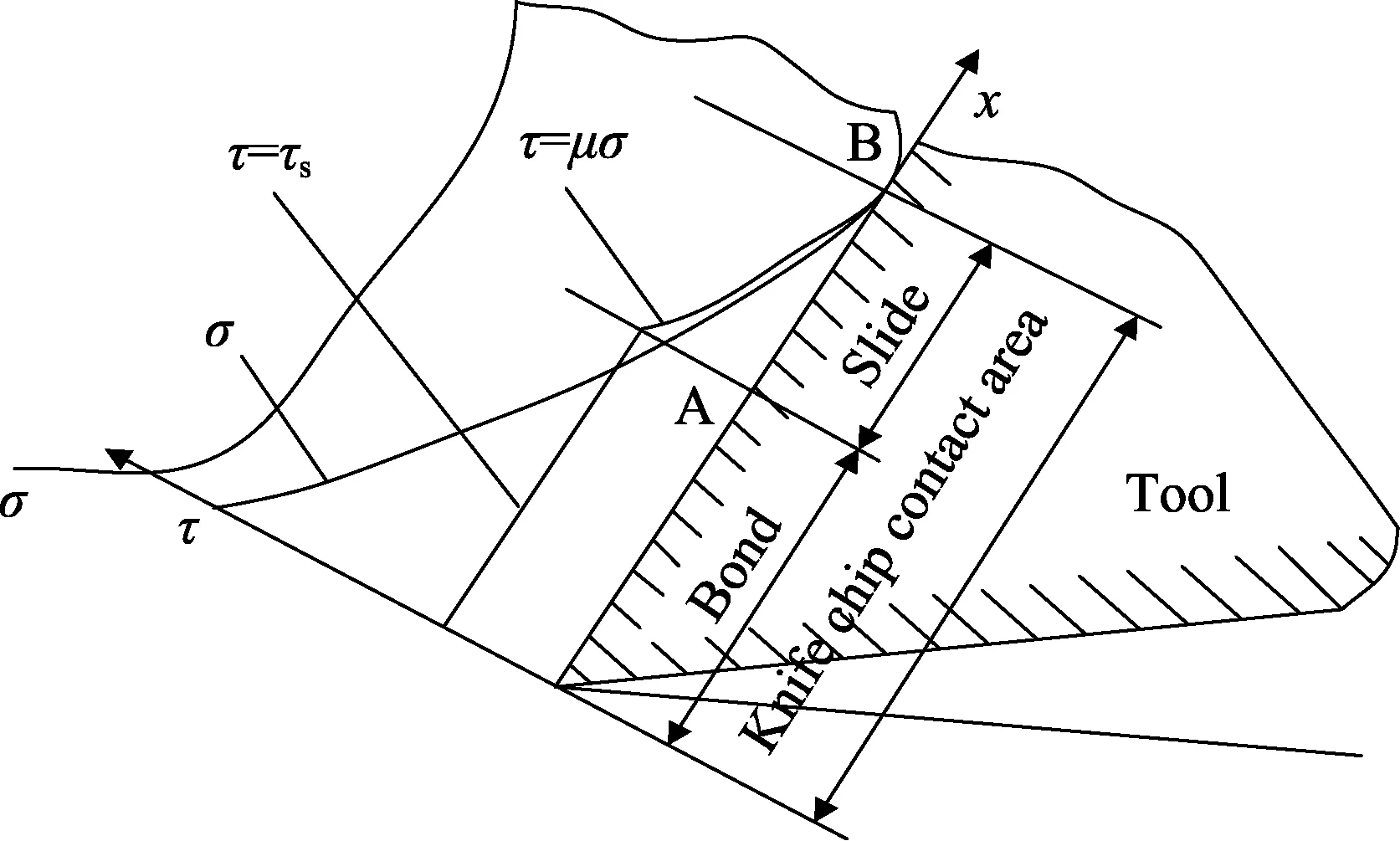
圖2 刀屑界面上正應力和切應力的分布 Fig.2 Distribution of normal stress and shear stress on the interface of cuttings
在瞬時高溫高壓下,工件自身的粘附行為由塑性變形產生塑性流動,切屑易粘附在刀具前刀面上,主切削刃OA 區附近形成粘結接觸。在AB 區域,隨著正應力逐漸減小,切屑與工件形成滑動接觸。在車削過程中,粘接接觸區產生的98%~99%的熱量轉化為切削熱,這對刀具磨損和刀具壽命有重要影響,如圖3 所示[14]。
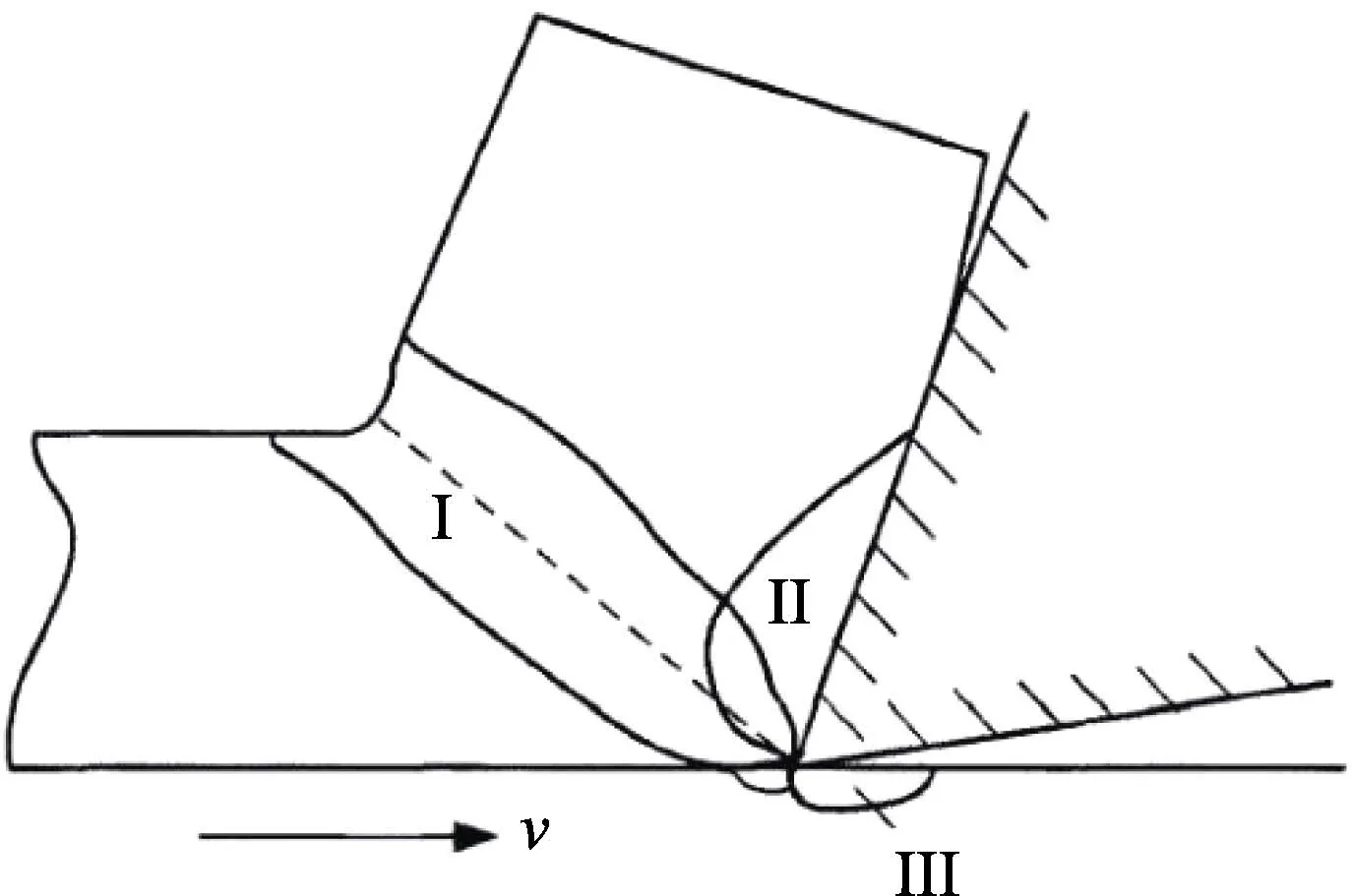
圖3 變形區示意圖 Fig.3 Schematic diagram of deformation zone
1.5 切削液作用下溝槽微織構的減摩機理
圖4 為切削液流體動壓射流示意圖。可將其大致分為2 個區域[15]:自由射流區及降溫區(圖中上半區)、除屑射流區(圖中下半區)。自由射流區內,切削液的流動特性與射出噴嘴時相符,不發生改變;降溫區內,切削液的流動方向發生了轉變,促使溫度急劇下降;除屑射流區分為內層與外層,外層的流動特性與自由射流一致,內層與前刀面和微織構溝槽相接觸,加速排屑。
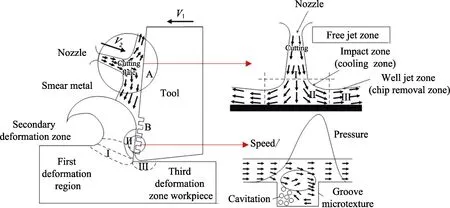
圖4 切削液射流工況下的車削示意圖 Fig.4 Turning diagram under jet condition of cutting fluid
在切削液下,溝槽微織構刀具不易產生崩刃和積屑瘤現象,流入氣體中的切削液射流是非淹沒非自由的連續流體動壓射流。切削液射流與周圍的空氣發生著動量交換并產生了擴散,將動量傳遞給附近的空氣,使周圍的空氣速度提高。當切削液射流沖擊到前刀面時,流動的方向發生偏轉,變成了幾乎與壁面平行的流動。如圖4 所示,當切削液流動到前刀面溝槽結構時,水壓與溝槽微織構內的空泡及水的沖擊波對 溝槽切屑的排出起到協同作用。由文獻[15]可知,平整的射流沖擊固體將不會產生持續的水錘壓力,即切削液下的射流不會對超硬材料刀具產生沖蝕破損,可以清洗切屑表面,降低切屑對溝槽內的二次切削作用。切削液的不斷流動和切屑帶走的大部分熱量,可以有效地降低切削過程中的瞬時高溫高壓。同時,在水壓作用下,相比于干切削,前刀面上的切屑不易黏結在前刀面上,有效抑制了積屑瘤及“冷焊”現象的產生。
1.6 仿真結果與分析
1.6.1 應變分析
由于刀具的擠壓和摩擦,工件發生塑性變形,導致應力急劇增加,如圖5 所示,云圖中的最大應力位于切削的第一變形區。
圖6 為工件的20919 號網格在干切削、切削液和溝槽微織構條件下的應力曲線。結果顯示,在切削液和溝槽微織構的作用下,應變速率和工件的正應力均得到改善。干切削工況下,刀具與切屑摩擦副間的接 觸面積較大,導致切削溫度高,接觸應力大。溝槽微織構的置入能減小刀-屑接觸面積,達到冷卻、降壓的效果。仿真結果表明,溝槽微織構的置入可以改善刀具前刀面在車削過程中的應力分布情況。
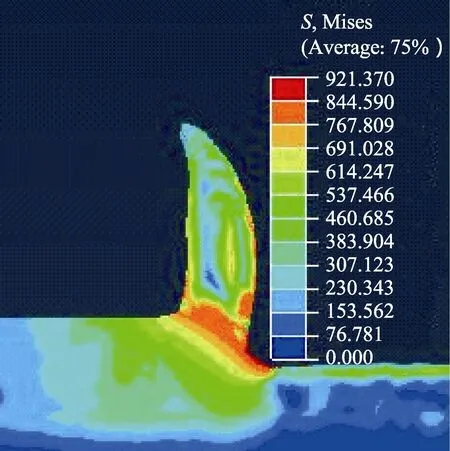
圖5 YG8 溝槽微織構刀具等效應力示意圖 Fig.5 Schematic diagram of equivalent stress of YG8 grooved micro-textured tool
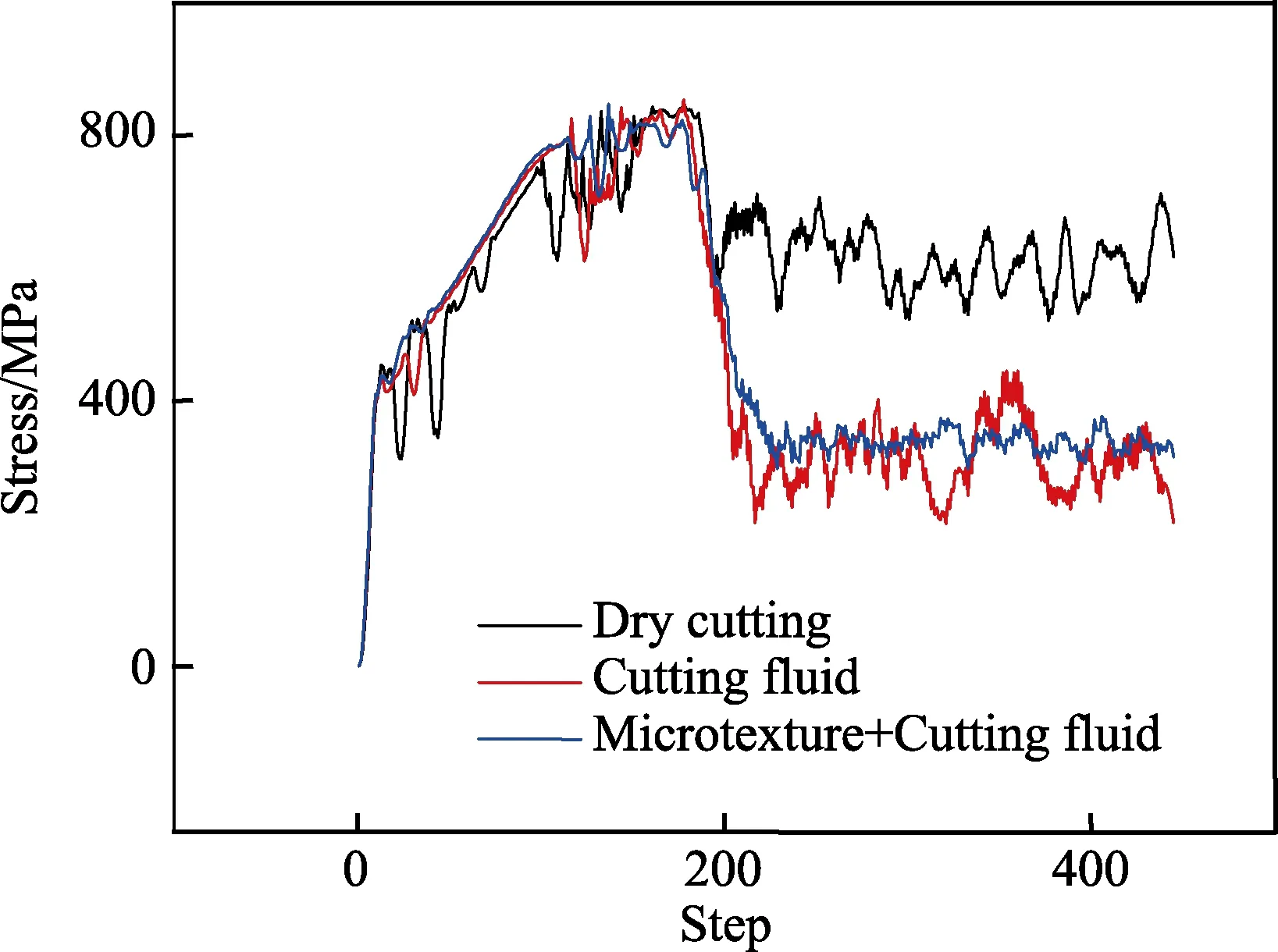
圖6 YG8 硬質合金刀具在干切削、切削液和微織構條件下的應力曲線 Fig.6 Stress curve of YG8 cemented carbide tool under dry cutting, cutting fluid and micro-texture conditions
1.6.2 溫度場分析
在溝槽微織構和切削液的共同作用下,刀具前刀面溫度得到了有效的降低。切削液避免了兩個摩擦副的直接接觸,溝槽微織構的置入可以存儲部分切削液,加速排屑和熱量的擴散,使得刀具表面降溫效果更加明顯,溫度如圖7 所示。刀具溫度變化的結果與文獻[11]的結論相符,即在實際車削中,切削熱量大部分被切屑帶走,傳給工件的次之,最后傳給刀具的最少。
在干切削下,仿真過程中的切屑溫度如圖8 所示。切屑溫度超過了Al6061 短時間內的動態再結晶溫度(76~94 ℃),且不高于工件的熔點,即在實際加工過程中,形成切屑且出現“冷焊”現象。
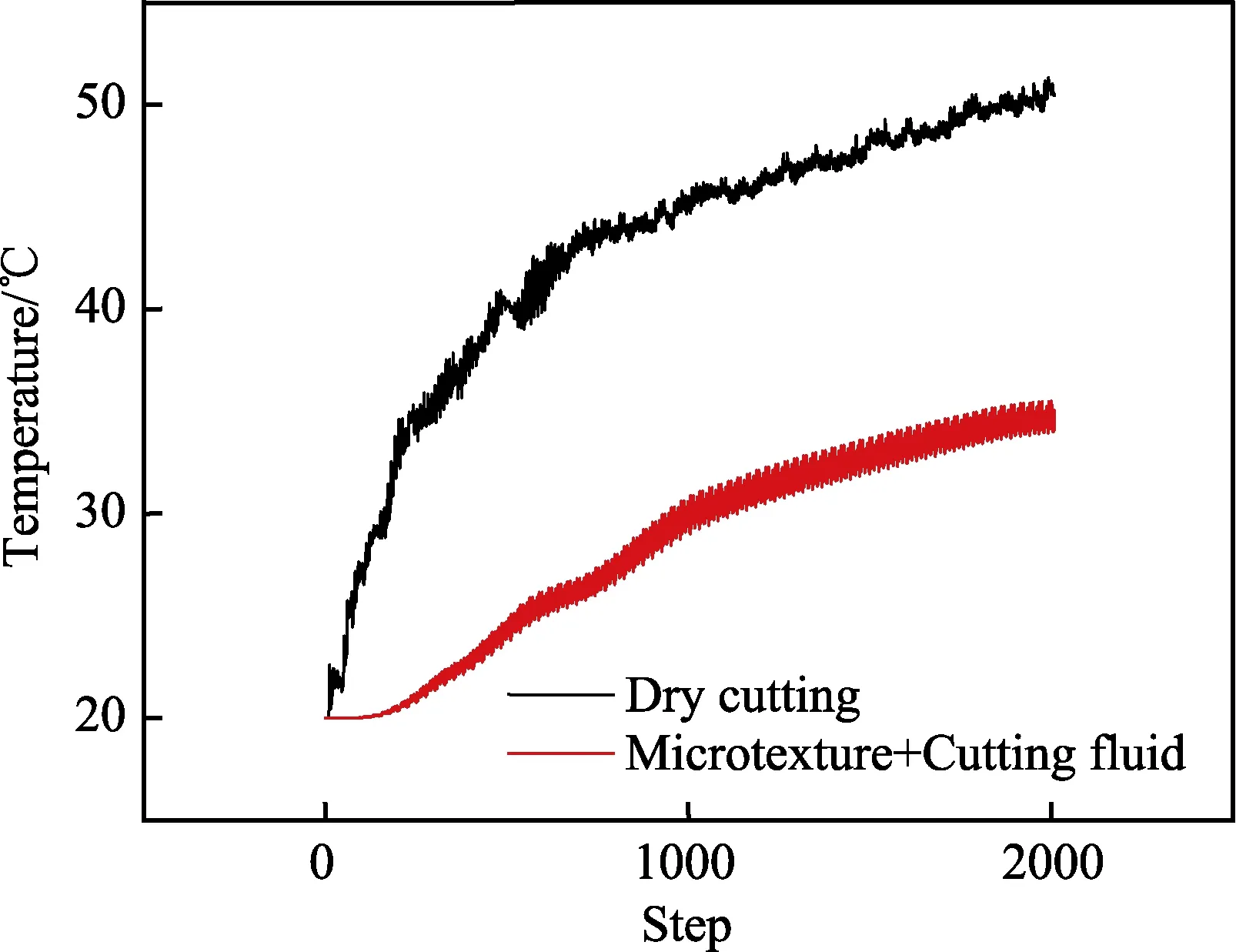
圖7 刀具前刀面溫度變換趨勢 Fig.7 Temperature change trend of the tool rake face

圖8 YG8 在干切削工況下的溫度示意圖 Fig.8 Schematic diagram of YG8 temperature under dry cutting conditions
切削液射流到前刀面斜面時,由于重力、斜面、沖擊波的共同作用,切削液趨于流向應力及溫度高度集中的兩摩擦副相接觸的溝槽微織構區域。切削液能緩解前刀面的瞬時高溫高壓,實現降溫的效果。由文獻[15]可知,在沖擊波和水錘效應作用下,傾斜角較小時,擾動區域長度隨無量綱速度V/C 的增大,近似地呈線性增加,水錘壓力不體現沖蝕特性。因此,本次仿真模擬的溫度預測具有正確性。結果表明,刀具表面溝槽微織構的置入與切削液的雙重作用能夠緩解車削瞬時高溫現象。
2 實驗研究
2.1 溝槽微織構刀具的制備
飛秒激光加工技術是一種常見的超硬材料刀具制備表面微織構的工藝,屬于非接觸式加工,具有加工能量密度高、加工速度快、方向性和可控性好等優點[16,18]。飛秒激光具有極短的脈寬和極高的峰值功率,實際加工中,產熱較少,可以實現冷加工,在微織構精密加工領域中擁有巨大優勢[16,18-19]。在制備溝槽微織構的激光照射區內,材料晶格溫度快速升高并擴散,產生高溫熔化、氣化現象。當能量密度足夠高時,由于強烈的燒灼,產生快速、無選擇性的質量遷移。多脈沖激光的熱應力場作用,引起了積累效應,產生了塑性變形,形成了溝槽微織構形貌。經急劇冷卻后,在溝槽邊緣形成一圈毛刺,去刺和清洗后,溝槽微織構形貌如圖9 所示。
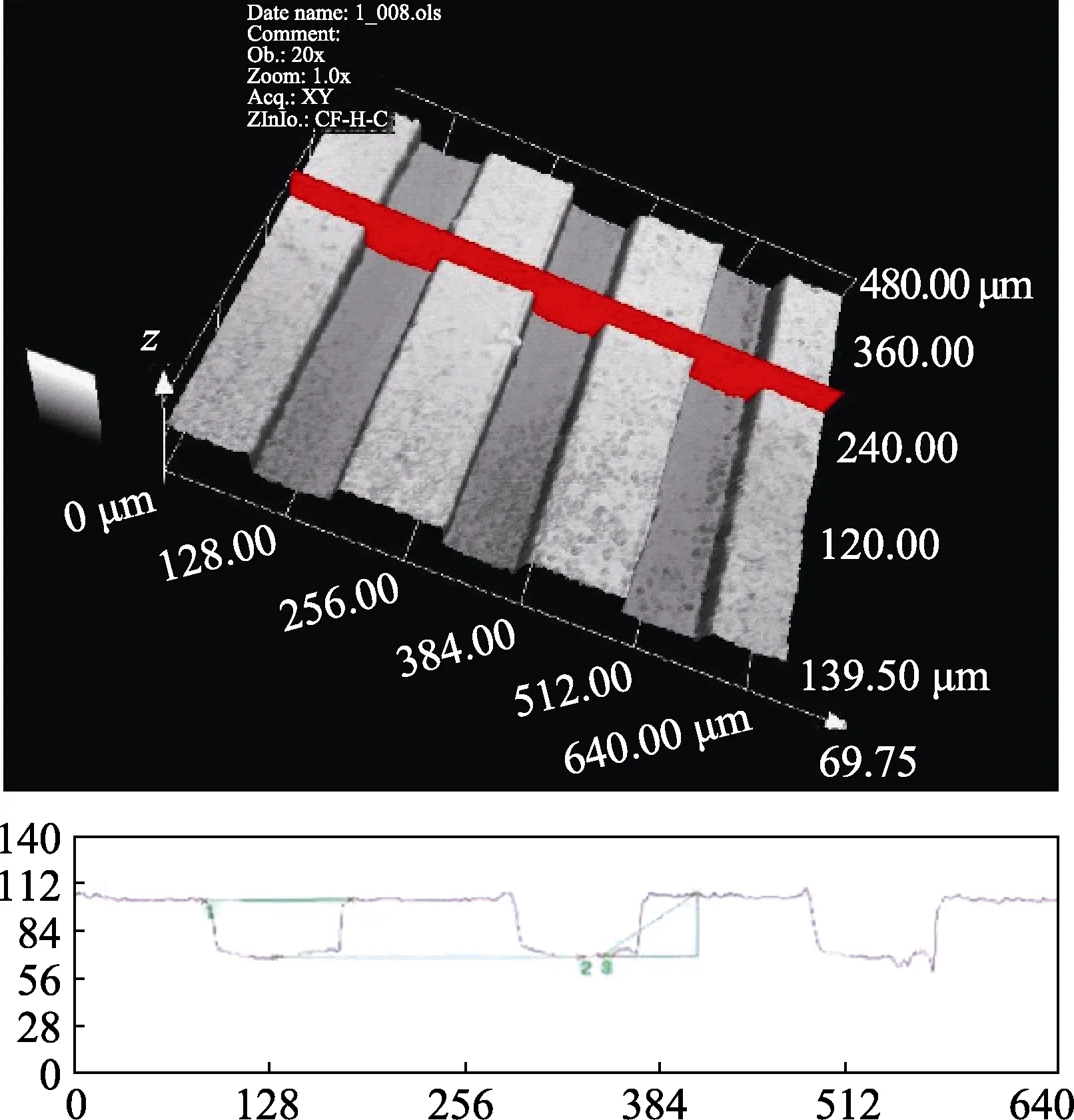
圖9 溝槽微織構形貌 Fig.9 Grooved micro texture morphology
2.2 切削實驗裝備及參數
本次切削試驗的加工平臺選用沈陽機床廠CA6136 車床,如圖10 所示。進行實驗時,在車床上夾持硬質合金刀具。刀具的切削角度參數為前角為10°,后角為8°,主偏角為45°,刃傾角為0°。刀具前刀面微織構溝槽截面為矩形,寬度為100 μm,間距為100 μm,深度為50 μm。分別進行單因素車削實驗,并對實驗結果進行比較。具體的加工參數如表3所示。

圖10 車削實驗平臺CA6136 Fig.10 Turning experimental platform CA6136
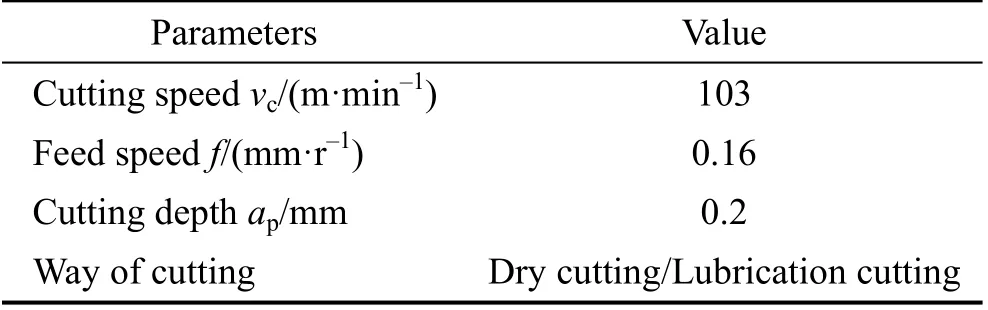
表3 Al6061 鋁合金切削加工參數 Tab.3 Cutting parameters of Al6061 aluminum alloy
2.3 實驗結果分析
本文在相同切削液介質下,對不同材質的超硬溝槽微織構刀具和無微織構刀具進行了對比實驗。同時,在兩種不同工況下,進行了同質刀具在干切削和切削液潤滑下的實驗,深入研究了溝槽微織構的置入對超硬材料刀具磨損機理的影響。
在高速車削下,刀具會呈現出不同的磨損形式,主要有機械磨損、粘結磨損、擴散磨損和氧化磨損等幾種形式。其中,擴散磨損和粘結磨損導致前刀面極易形成月牙洼狀磨損和崩刃。當月牙洼磨損達到一定的承受極限時,車刀的主切削刃刃口組織結構發生塑性變形,組織強度降低。多次使用后,最終會導致刀尖破損,當超過刀具的疲勞極限時,刀具失效。
車刀的磨損形式會因其切削環境的不同而異,但氧化磨損和機械磨損不是中高速車削過程的主要磨損形式,因此本文主要從前刀面的粘結磨損和擴散磨損來分析實驗結果。
2.3.1 干切削下的前刀面磨損
在干切削下,兩摩擦副間直接接觸并產生相對運動,6061 鋁合金的化學活性伴隨著切削熱的產生而不斷增大,形成刀具和工件之間的相互擴散。分子之間的劇烈活動使刀具表面組織結構發生改變,降低了刀具前刀面強度,分子的減少導致了刀具的擴散磨損。如圖11 和圖12 所示,刀具主切削刃上的崩刃現象也極為明顯,具有溝槽微織構的刀具擴散磨損尤為顯著。飛秒激光在制備溝槽微織構時,前刀面的去除伴隨著材料的冷卻再結晶,形成了不同程度的損傷,影響刀具前刀面的組織結構。在瞬時高溫高壓和排屑作用下,相比于無微織構刀具,其擴散磨損更為顯著。
在干切削下,刀-屑接觸區內存在瞬時高溫高壓,隨著擴散磨損的加劇,少部分切屑會粘結在前刀面上,形成粘結磨損。大塊的粘結物主要聚集在溝槽微織構底部,靠近主切削刃附近。溝槽微織構的置入使切削區域的底槽對切屑產生切削作用,在切屑流經溝槽織構時,會有微小的切屑材料不斷被切除,并堆積在溝槽織構底部,形成粘結磨損。
在干切削下,具有溝槽微織構的刀具前刀面的積屑瘤現象并不顯著。溝槽微織構的置入改善了刀-屑接觸面的磨損狀態,降低了接觸時的溫升,抑制了積屑瘤的產生。在加工過程中,產生的積屑瘤會與切屑不斷地進行摩擦,使積屑瘤減少。切屑中的硬質顆粒很難在PCD 和YG8 車刀前刀面上劃出溝紋,在劇烈摩擦時,微溝槽可以存儲少量的切屑和硬質點顆粒,減小表面之間的耕犁作用,降低刀具前刀面的機械磨損。
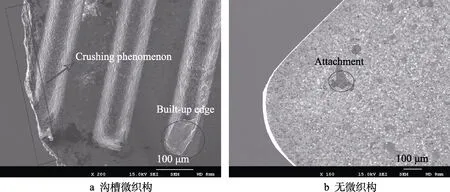
圖11 PCD 刀具前刀面在干切削下的磨損形貌 Fig.11 Wear morphology of PCD tool rake face under dry cutting: a) grooved micro textured; b) non-micro textured
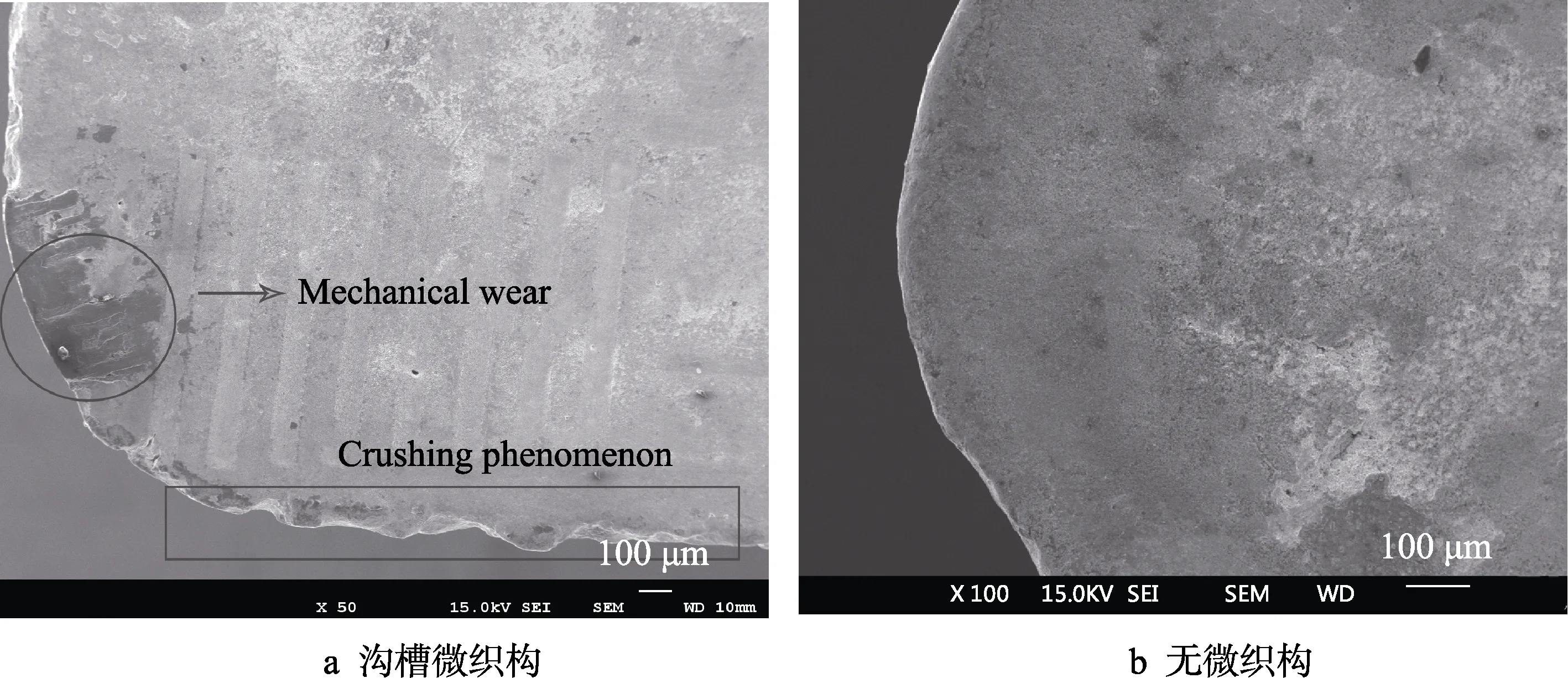
圖12 YG8 刀具前刀面在干切削下的磨損形貌 Fig.12 Wear morphology of YG8 tool rake face under dry cutting: a) grooved micro textured; b) non-micro textured
2.3.2 切削液潤滑下的前刀面磨損
沖擊波和水錘現象的作用能加速切削液流經溝槽微織構,加速溝槽內的排屑,改善前刀面上的粘結破壞現象,如圖13 所示。前刀面上不易形成“冷焊”現象,抑制了積屑瘤的產生。
如圖14 和圖15 所示,在切削液潤滑作用下,刀-屑接觸面上形成了穩定的油膜潤滑層,可避免刀-屑直接接觸,減小粘結區的實際接觸面積,降低主切削力和表面摩擦力。同時,在切削液流入微織構時,由于切削液厚度發生變化,形成了收斂楔,產生的流體動壓能抑制高溫的產生,起到冷卻作用。溝槽微織構中存儲的部分切削液形成了穩定的潤滑膜,緩解了溝槽底槽對切屑的切削作用,產生的潤滑作用加速了排屑,緩解了刀具在車削過程中的兩種主要磨損形式——擴散和粘結磨損。如圖14 所示,基于切削液射流現象下的溝槽微織構刀具,不易產生崩刃和積屑瘤現象。切削液射流到前刀面斜面時,可以抑制前刀面的瞬時高溫高壓,實現降溫的效果。
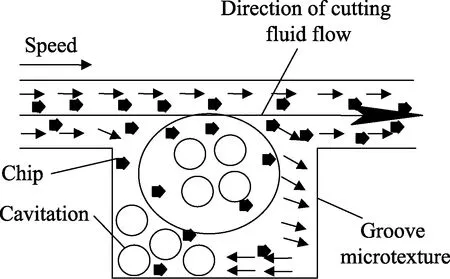
圖13 流體動態潤滑和潤滑加速排屑 Fig.13 Fluid dynamic lubrication and cavitation accelerating the chip evacuation
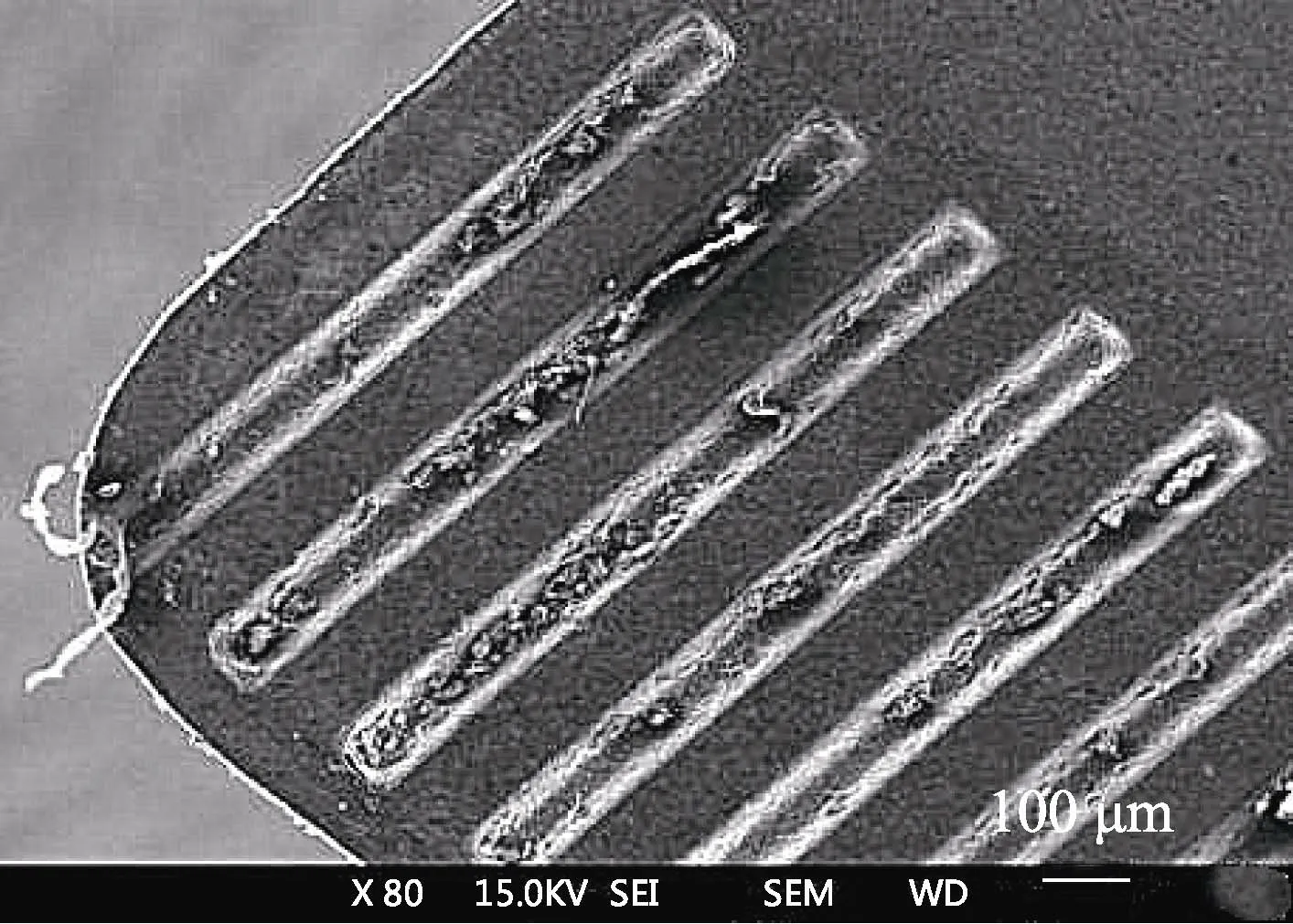
圖14 切削液下PCD 刀具前刀面磨損 Fig.14 Wear of PCD tool rake face under cutting fluid
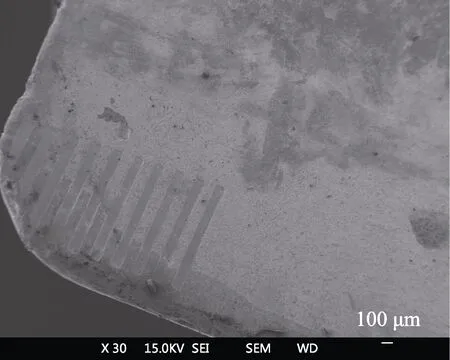
圖15 切削液下YG8 刀具前刀面磨損 Fig.15 Wear of YG8 tool rake face under cutting fluid
根據伯努利原理,當切削液潤滑下的水錘壓力和切削速度達到一定條件時,溝槽微織構中少部分切削液可以對車削產生二次潤滑[20-21]。同時,切削液可以很好地產生流體動壓效果,帶走切屑。前刀面上形成的邊界油膜阻礙了機械磨損,從而延長了刀具的使用壽命。
3 結論
通過ABAQUS 對Al6061 表面微織構刀具車削過程進行了模擬仿真。采用飛秒激光工藝在YG8 超硬材料刀具前刀面上制備了溝槽微織構,并在CA6136車床上進行了單因素切削Al6061 實驗。仿真及實驗結果表明:
1)在切削液潤滑下,基于流體動壓射流和二次潤滑現象,溝槽微織構刀具的減磨抗粘性相比于無溝槽微織構刀具有所提高,切削過程抑制了積屑瘤的產生。
2)干切削下刀具前刀面的減磨抗粘性,不及潤滑液介入的情況。
3)仿真結果表明,切削液介入條件下,切削液流場和溝槽微織構的共同作用可有效改善刀-屑摩擦磨損狀況,延長刀具使用壽命。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
西北工業大學學報(2022年2期)2022-05-11 07:50:12
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
輪胎工業(2021年10期)2021-12-24 17:23:35
輪胎工業(2020年9期)2020-03-01 18:58:44
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
中國機械工程(2018年14期)2018-09-22 01:14:04
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
江西理工大學學報(2015年3期)2015-12-22 05:26:21
