纖維增強復(fù)合材料激光加工研究進展
2021-03-19 06:30:26李文毅李純杰
宇航材料工藝 2021年6期
蘇 飛 李文毅 李純杰
(湖南科技大學(xué),機電工程學(xué)院難加工材料高效精密加工湖南省重點實驗室,湘潭 411201)
0 引言
纖維增強復(fù)合材料(FRP)從20世紀(jì)40年代的玻璃纖維增強樹脂發(fā)展到現(xiàn)在的碳纖維復(fù)合材料(CFRP)、芳綸纖維復(fù)合材料(AFRP)等多種類型復(fù)合材料,由于纖維增強復(fù)合材料的比強度高、比模量大、抗疲勞性好等優(yōu)異特點,F(xiàn)RP 在航空航天、汽車制造以及軍事裝等方面都有著廣泛的應(yīng)用[1]。在FRP 傳統(tǒng)機械加工過程中極易產(chǎn)生各種問題,如毛刺、撕裂、分層缺陷以及刀具磨損嚴(yán)重等[2-4]。
隨著1960年世界上第一臺紅寶石激光器的發(fā)明,激光加工技術(shù)就不斷展現(xiàn)其優(yōu)異的加工性能。激光加工是一種非接觸加工,加工過程中不會產(chǎn)生刀具磨損,能加工高硬度、高脆性以及高熔點的材料[5]。因此,早在1985年VISCONTI 等[6]采用連續(xù)激光對纖維增強復(fù)合材料進行激光切割實驗,研究發(fā)現(xiàn),激光加工玻璃纖維和芳綸纖維增強復(fù)合材料都能得到較好的加工質(zhì)量。ERBA 等[7]采用準(zhǔn)分子激光加工芳綸纖維復(fù)合材料、碳纖維復(fù)合材料以及玻璃纖維復(fù)合材料,研究發(fā)現(xiàn),準(zhǔn)分子激光加工的加工質(zhì)量遠超過傳統(tǒng)加工技術(shù)的質(zhì)量,展現(xiàn)了纖維復(fù)合材料激光加工的巨大潛力。AKSHAY 等[8]通過CFRP、玻璃纖維增強復(fù)合材料(GFRP)傳統(tǒng)鉆削和連續(xù)光纖激光制孔的對比實驗,研究發(fā)現(xiàn),在薄板鉆孔時,激光加工能夠減少加工和工件裝夾的時間。SOLATI 等[9]利用CO2激光器切割GFRP,與常規(guī)鉆孔進行對比,發(fā)現(xiàn)GFRP 層壓板在激光加工后的拉伸強度比在常規(guī)鉆孔后的高。Al-SULAIMAN 等[10]進行了Kevlar 復(fù)合材料激光切割和傳統(tǒng)切割的對比實驗,發(fā)現(xiàn)Kevlar 復(fù)合材料激光制孔相比傳統(tǒng)加工制孔所需要的能量更低、加工質(zhì)量更好。以上研究均充分體現(xiàn)了激光加工FRP的優(yōu)越性。
目前,國內(nèi)外激光技術(shù)得到了長足發(fā)展,激光的種類也越來越多,如常見的連續(xù)激光、長脈沖激光、短脈沖激光、超短脈沖激光等,激光技術(shù)的發(fā)展促進了激光技術(shù)在FRP 材料加工中的推廣應(yīng)用。本文針對FRP 激光加工的機理、激光加工熱影響區(qū)、數(shù)值模擬及其激光復(fù)合加工技術(shù)在FRP 加工方面的應(yīng)用進行了綜述和展望。
1 FRP激光加工機理研究現(xiàn)狀
實質(zhì)上,激光加工纖維復(fù)合材料是通過激光與材料發(fā)生熱作用或化學(xué)作用達到去除材料的目的。燒蝕、熱解、氧化、氣化等多種燒蝕破壞行為在FRP激光加工中同時存在,其激光加工機理極為復(fù)雜。目前,國內(nèi)外學(xué)者在FRP 激光加工中材料去除過程、去除機理、熱吸收特性等方面展開了一系列的研究。
1.1 FRP激光加工中材料去除過程研究
隨著激光參數(shù)以及輻照時間的變化,F(xiàn)RP 激光加工過程中的光學(xué)現(xiàn)象、表面形貌等均不同。黃永光等[11]利用高速相機觀察不同功率密度下Nd:YAG激光燒蝕碳纖維復(fù)合材料的現(xiàn)象,研究發(fā)現(xiàn),在功率密度為50 w/cm2的激光作用下,碳纖維復(fù)合材料沒有燃燒,只是隨著時間的累積形成炭黑飄絮,復(fù)合材料在激光作用下軟化、熔融以及表層分解,樹脂基體在該功率密度下被分解形成碳粉或者炭黑;在功率密度為300 w/cm2的激光作用下,在激光作用瞬間材料表面出現(xiàn)亮斑,表層材料開始焦化,隨著輻照時間的累積材料表面出現(xiàn)焰燃燒現(xiàn)象,直到激光停止輻照一段時間后火焰才能完全熄滅;在功率密度為4 500 w/cm2的激光作用下,材料表面在瞬間就被破壞,隨著輻照時間累積內(nèi)層物質(zhì)從孔內(nèi)被噴射出來,最終形成通孔。王貴兵等[12]應(yīng)用1.064 μm 近紅外激光在不同功率密度下輻照芳綸/環(huán)氧復(fù)合材料,并利用光學(xué)顯微鏡觀察了材料表面的變化規(guī)律,研究表明,在激光功率較低時,材料表面只是沿著纖維方向有起皺,基體和纖維均未分解;當(dāng)激光密度達到30 W/cm2左右時,材料的基體被融化揮發(fā),隨著激光功率和輻照時間的增加,材料表面輻照區(qū)域形成一個橢圓形的焦化、碳化區(qū)域;當(dāng)激光功率密度增加到60 W/cm2時,材料開始焦化并發(fā)生降解反應(yīng),產(chǎn)生宏觀裂紋,隨著輻照時間增加,材料溫度上升達到纖維點燃溫度,材料表面發(fā)生燃燒現(xiàn)象。
1.2 FRP激光加工中材料去除機理
FRP 激光加工中材料的去除方式主要有熱效應(yīng)去除和光化學(xué)反應(yīng)去除,這與激光波長和激光脈沖類型密切相關(guān)。其中,熱效應(yīng)去除材料是在激光與材料相互作用時,激光能量通過電子與晶格的碰撞、振動來進行熱傳導(dǎo)實現(xiàn)材料去除,主要以連續(xù)激光、短脈沖激光以及近紅外激光為主。TAO 等[13]采用皮秒激光對CFRP 進行鉆孔實驗研究,以熱效應(yīng)去除材料的過程分為加熱階段和升華階段。龐思勤等[14]通過掃描電鏡觀察毫秒脈沖激光加工碳纖維復(fù)合材料的切痕和側(cè)面形貌,得知碳纖維復(fù)合材料的去除機理是以熱蒸發(fā)和熱融化為主,在高熱能密度(>108 w/cm2)激光作用下,加工材料被氣化去除,而激光熱能密度稍低的材料邊緣區(qū)域,達不到氣化溫度,而使材料變成熔融狀態(tài),最終在輔助氣體的反沖壓力下飛濺而出。LEONE 等[15]用1.064 μm 脈沖激光進行碳纖維復(fù)合材料銑削研究,發(fā)現(xiàn)碳纖維復(fù)合材料與激光相互作用時,材料去除過程中存在燒蝕、樹脂熱解、力學(xué)剝蝕等材料變化機理。
此外,在激光脈沖寬度達到超短脈沖級別時,激光與材料相互作用的時間極短,材料的電子在多光子的作用下發(fā)生碰撞電離、光致電離或隧道電離,實現(xiàn)了電子躍遷、電子庫倫爆炸效應(yīng),最終達到材料被去除。以這種方式去除材料能有效的減少熱效應(yīng),從而實現(xiàn)材料的“冷加工”。
光解化學(xué)反應(yīng)去除材料主要發(fā)生在紫外光源輻照FRP 的時,激光波長小于400 nm,而在這個波長下激光的光子能量足夠高,能直接破壞基體和纖維的分子鍵,致使材料分離,最終實現(xiàn)材料去除。張瑄珺等[16]利用皮秒紫外激光加工CFRP,紫外單光子能量為3.49 eV 高于材料分子主結(jié)構(gòu)中C—C 鍵的鍵能3.45 eV,材料在吸收單紫外光子能量后,能將材料分子中的化學(xué)鍵打斷,使材料脫離,實現(xiàn)材料去除。這種材料去除方式在材料加工中產(chǎn)生的熱量較少,材料的熱損傷顯著降低,亦能實現(xiàn)“冷加工”。
1.3 FRP的熱吸收特性研究
國內(nèi)外專家在纖維增強復(fù)合材料的激光能量的吸收率、折射率和透射率等方面進行了一系列的實驗和理論研究。王貴兵等[17]在芳綸復(fù)合材料對激光的吸收特性做了詳細(xì)研究,發(fā)現(xiàn)當(dāng)激光功率一定時,芳綸纖維復(fù)合材料隨著材料厚度的增加,材料體積反射率增加,透射率減少,體吸收系數(shù)呈指數(shù)衰減,而當(dāng)芳綸纖維復(fù)合材料的厚度一定時,材料的體吸收系數(shù)隨著激光功率的增大而減小,體積反射率隨著激光功率增大而增大。然后采用雙積分球—光電測試系統(tǒng)記錄的方法,對碳纖維復(fù)合材料和芳綸纖維復(fù)合材料對激光能量的吸收性進行了實驗研究[18-19],結(jié)果表明,當(dāng)材料未發(fā)生燒蝕前,芳綸纖維/環(huán)氧復(fù)合材料和碳纖維/環(huán)氧復(fù)合材料對激光能量吸收率均隨激光功率增加而緩慢減少、反射率均隨激光功率增加而緩慢增加;當(dāng)材料發(fā)生燒蝕時,芳綸纖維/環(huán)氧復(fù)合材料的吸收率迅速增大、反射率急劇下降,而碳纖維/環(huán)氧樹脂復(fù)合材料的吸收率、反射率無明顯變化。
另外,在纖維增強復(fù)合材料的吸收特性的數(shù)值模擬上,BOLEY 等[20]根據(jù)激光在基體和纖維的折射率,建立了射線追蹤模型研究FRP 在激光輻照時的吸收率和反射率。徐合兵[21]根據(jù)電磁波的傳導(dǎo)理論,建立了碳纖維/樹脂界面激光吸收率的計算模型,并采用光線追蹤模型分析了碳纖維復(fù)合材料的吸收率特征,研究表明,在波長532 nm 的激光輻照下,材料的平均吸收能率能達到90%左右,但吸收率會隨著波長的增加而減少。
FRP 材料在激光加工過程中,其物理、化學(xué)性能存在復(fù)雜變化,目前,F(xiàn)RP 激光加工機理需進一步深入、系統(tǒng)研究。
2 FRP激光加工的熱影響區(qū)研究現(xiàn)狀
激光加工無接觸,能避免加工刀具的磨損,且提高加工效率。但在纖維增強復(fù)合材料的激光加工中,由于復(fù)合材料的非均質(zhì)性、各向異性以及纖維和基體熱力性能存在顯著差異,在激光在加工過程會產(chǎn)生諸多加工缺陷,如熱影響區(qū)、碳化、纖維拔出、裂紋、分層等。近年來,國內(nèi)外學(xué)者在熱影響區(qū)對FRP性能的影響、熱影響區(qū)的影響因素以及對熱影響區(qū)度的預(yù)測等方面進行了大量的研究。
2.1 熱影響區(qū)對FRP性能的影響
由于纖維和基體氣化溫度存在著巨大差異,在激光加工中基體比纖維先氣化,當(dāng)激光能量不足時,加工區(qū)域附近的樹脂氣化而纖維裸露在基體表面;同時纖維和基體以及纖維沿軸向和徑向之間的熱傳導(dǎo)率的巨大差異,導(dǎo)致沿纖維軸向方向的熱量傳導(dǎo)更快,造成內(nèi)部基體損傷區(qū)域更寬。熱影響區(qū)對復(fù)合材料構(gòu)件的使用性能影響較大,HERZOG 等[22]發(fā)現(xiàn)對于90°和45°鋪設(shè)方向的碳纖維復(fù)合材料,熱影響區(qū)的寬度每增加1 mm,材料的靜強度就會降低84和35 MPa。YE等[23]對不同厚度的CFRP層合板進行激光打孔實驗,研究發(fā)現(xiàn),熱影響區(qū)的寬度與拉伸強度成線性關(guān)系,且熱影響區(qū)對復(fù)合材料的拉伸強度的影響隨著層合板的厚度增加而減弱,其中1 mm 試件的的拉伸強度降低了約122 MPa/mm,2.5 mm 厚的試件的拉伸強度降低了約33.9 MPa/mm。通過有限元方法揭示了熱影響區(qū)影響拉伸強度的機理:熱影響區(qū)的樹脂基體損傷導(dǎo)致拉伸載荷不能有效地在纖維間傳遞,從而削弱了纖維的強度。
由此可見,降低熱影響區(qū)對于纖維增強復(fù)合材料的激光加工的意義顯得極為重要。
2.2 影響熱影響區(qū)的因素
在FRP 激光加工過程中,熱影響區(qū)的形成受到眾多因素的影響,如功率、脈沖寬度(脈沖激光)、輻照時間、掃描速度、重復(fù)頻率、光束能量、波長、熱積累等。JOSE 等[22]建立了一個以加工表面的熱影響區(qū)為輸出響應(yīng)的數(shù)值模型,通過響應(yīng)面法優(yōu)化激光加工CFRP 的加工參數(shù),發(fā)現(xiàn)重復(fù)頻率、切割速度、脈沖輻照時間和光束能量是影響熱影響區(qū)的主要因素。SATO 等[25]指出波長越短產(chǎn)生的熱影響區(qū)越小。HERZOG 等[22]觀測了不同的激光器切削CFRP 的截面形貌(圖1),研究發(fā)現(xiàn),脈沖激光加工CFRP產(chǎn)生的熱影響區(qū)相比另外兩種激光器加工CFRP 產(chǎn)生的熱影響區(qū)較小。YE[23]等觀察了納秒激光、毫秒激光、皮秒激光加工CFRP 的微觀形貌(圖2),發(fā)現(xiàn)納秒激光加工能產(chǎn)生顯著的熱影響區(qū),而皮秒激光幾乎能避免熱影響區(qū)的產(chǎn)生。張開虎等[30]對比了近紅外激光和紫外激光加工加工AFRP 的截面形貌(圖3),指出近紅外激光加工的熱影響區(qū)比較顯著,而紫外激光加工無明顯熱影響區(qū)。底才翔[26]采用紅外激光和紫外激光分別對CFRP 進行切割實驗,研究發(fā)現(xiàn),在最優(yōu)激光參數(shù)下,紅外激光加工產(chǎn)生的熱影響區(qū)達到約190.6 μm,而紫外激光加工產(chǎn)生的熱影響區(qū)僅30.7 μm,紫外激光加工CFRP遠優(yōu)于紅外激光加工。蔡慶明[27]采用不同波長激光切削CFRP,也得到了相同結(jié)論。LENOE等[15]發(fā)現(xiàn)脈沖頻率增加和脈沖重復(fù)次數(shù)增加也將導(dǎo)致熱影響區(qū)的增加。GOEKE 等[28]通過Yb-doped 光纖激光切割CFRP 實驗研究發(fā)現(xiàn)熱影響區(qū)的寬度隨著激光進給速度的增加而減小。

圖1 不同類型激光加工CFRP的截面[22]Fig.1 Cross-section of CFRP processed by different types of Laser[22]

圖2 不同脈沖寬度激光加工CFRP形貌[23]Fig.2 Micromorphology of CFRP fabricated by laser with different pulse widths[23]

圖3 不同波長激光加工AFRP的表面形貌[29]Fig.3 Surface morphology of AFRP processed by laser with different wavelengths[29]
大量研究表明,在以上眾多影響因素中,激光脈沖模式、激光類型和激光功率是影響熱影響區(qū)的最主要因素。TAKAHASHI 等[29]在CO2激光的連續(xù)模式和脈沖模式對CFRP 進行切割實驗,發(fā)現(xiàn)脈沖模式能得到更小的熱影響區(qū)。張開虎等[30]對纖維復(fù)合材料在連續(xù)激光、納秒激光、皮秒和飛秒超短脈沖激光下的熱影響區(qū)對比分析可知,超短脈沖激光加工產(chǎn)生的熱影響區(qū)能夠達到0.01 mm 量級,大幅度地降低了熱影響區(qū)。LIA等[31]和LI等[32]等利用連續(xù)光纖激光切割CFRP層壓板發(fā)現(xiàn),切削速度和激光功率對熱影響區(qū)具有顯著性影響。ILIO等[34]和LENOE等[15]通過實驗分析,指出激光功率是影響激光切削熱影響區(qū)的最重要的切削參數(shù)。Al-SUMLAIMAN 等[33]指出激光功率對熱影響區(qū)的顯著性水平最高,其次是掃描速度。
為獲得更小的熱影響區(qū),國內(nèi)外學(xué)者對激光加工工藝參數(shù)以及方法的進行優(yōu)化研究。RAO 等[35]、HOSSAIN 等[36]、CHATTERJEE 等[37]分別利用響應(yīng)面法、模糊邏輯法、遺傳算法對激光加工參數(shù)進行優(yōu)化,分別得到激光加工復(fù)合材料的最佳工藝參數(shù)。GAUTAN 等[38]運用基于灰色關(guān)聯(lián)分析的遺傳算法技術(shù)(GRGA)對Kevlar-29 激光切割進行工藝參數(shù)優(yōu)化,減小了Kevlar-29激光切割的熱影響區(qū)。
在FRP 激光加工的工藝方法優(yōu)化研究中,CANISIUS 等[39]采用樹脂基體中摻雜了激光波長吸收添加劑和炭黑顆粒的碳纖維增強復(fù)合材料進行激光切割實驗,研究發(fā)現(xiàn),在樹脂中加入濃度為4%的添加劑時,平均熱影響區(qū)可降低25%。ZHOU 等[40]采用皮秒激光對CFRP 進行鉆孔實驗,研究發(fā)現(xiàn),選擇合適的激光掃描路徑能夠獲得較高的加工質(zhì)量的前提下,產(chǎn)生的熱影響區(qū)也較小。JAESCHKE 等[41]在CO2激光切割CFRP 的同時,用噴嘴向加工表面噴射聚酰胺粉,填補進樹脂汽化后形成的孔隙,提高CFRP的表面質(zhì)量。花銀群等[38]采用500 W 毫秒Nd:YAG 激光切在水下割CFRP,指出水下切割能夠有效降低熱影響區(qū)的范圍。TAO[13]提出了一種對位雙束激光加工(DBOB)鉆削較厚CFRP板材的方法,如圖4所示,采用該方法加工厚板相比單束而言,能有效減小熱影響的同時,還能提高加工效率。
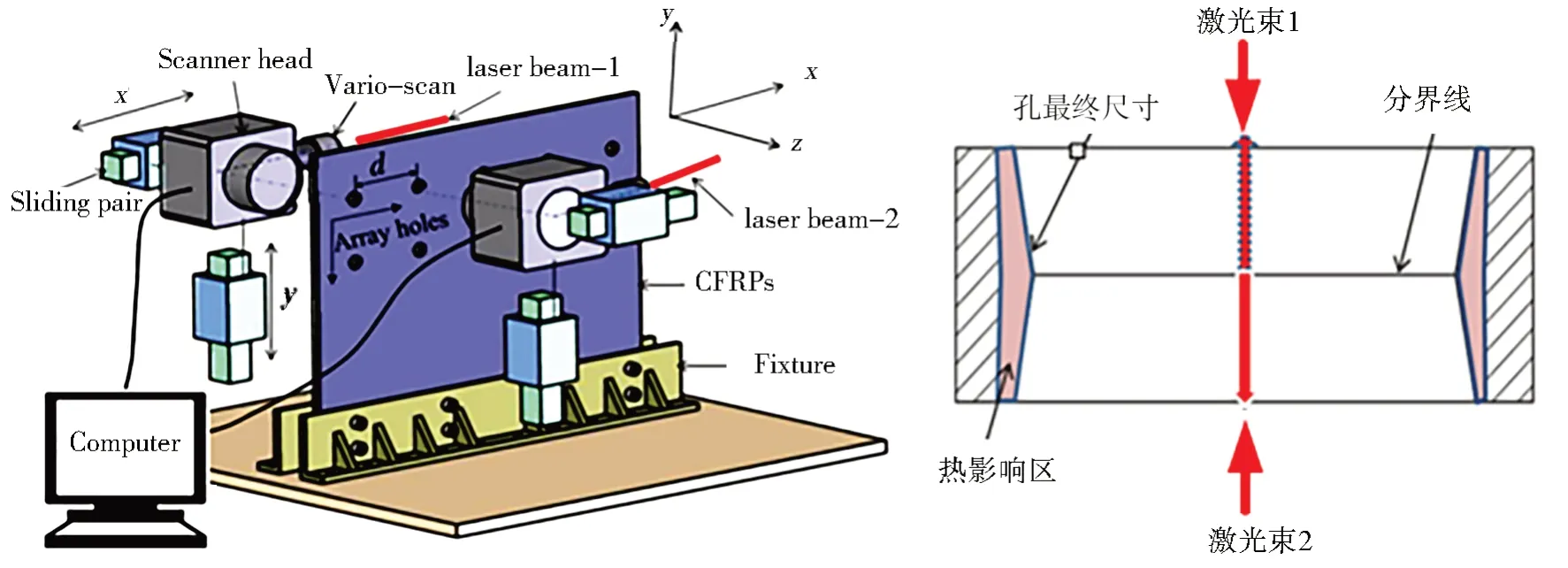
圖4 DBOB激光鉆孔原理[13]Fig.4 Schematic diagram of DBOD laser drilling[13]
通過激光加工工藝參數(shù)以及工藝方法的優(yōu)化,降低了激光加工纖維增強復(fù)合材料的加工的熱影響區(qū)寬度,提高了FRP材料適用范圍。
2.3 熱影響區(qū)的預(yù)測
此外,在對FRP 激光加工熱影響區(qū)的預(yù)測方面,國內(nèi)外學(xué)者主要是通過數(shù)學(xué)統(tǒng)計學(xué)方法和數(shù)值模擬方法建立了熱影響區(qū)的預(yù)測模型。GAUTAM 等[38]通過碳纖維復(fù)合材料的激光加工實驗,獲得了熱影響區(qū)關(guān)于激光功率、掃描速度、間隔距離三因素的回歸模型。JOSE等[22]運用Nd:YAG激光切割碳纖維復(fù)合材料,通過數(shù)據(jù)擬合方法,獲得了熱影響區(qū)關(guān)于切削速度、脈沖能量、輔助氣體壓強、脈沖寬度、脈沖重復(fù)頻率的預(yù)測模型。TOMOMASA 等[43]對激光切割的CFRP 進行熱重分析和差熱分析,成功地定性模擬出熱影響區(qū)。MUCHA 等[45]在平均熱流模型的基礎(chǔ)上建立一維激光切削CFRP 的熱流模型,通過該模型較好地預(yù)測激光切削CFRP 的熱影響區(qū)。CHEN 等[44]建立了一個垂直于切縫方向的單向熱傳導(dǎo)模型,通過實驗結(jié)果分析得知,該模型可用于預(yù)測高功率光纖激光切割復(fù)合材料時的熱影響區(qū)。
目前,通過對于激光加工FRP 材料的熱影響區(qū)的研究,已經(jīng)能在較大程度上減小熱影響區(qū),但熱影響區(qū)的形成依然無法避免。
3 FRP激光加工熱效應(yīng)數(shù)值模擬研究
由于實驗條件、觀測手段的限制,僅通過實驗研究FRP 激光加工這一復(fù)雜的過程具有一定的局限性,而應(yīng)用纖維增強復(fù)合材料激光加工的數(shù)值模擬能方便地得到不同激光和材料條件下激光加工結(jié)果,從而指導(dǎo)FRP 激光加工技術(shù)的提升,提高加工效率。
目前,學(xué)者主要從兩個層面對FRP 激光輻照熱學(xué)效應(yīng)進行了數(shù)值模擬研究。
其一,F(xiàn)RP 表面激光輻照溫度場分布的模擬。利用FRP 表面溫度的變化表征加工參數(shù)對FRP 激光加工的加工質(zhì)量的影響,將FRP 表面溫度超過樹脂熱解溫度的部分作為熱影響區(qū)。萬紅等[46]模擬了連續(xù)激光輻照樹脂復(fù)合材料的溫度場,指出隨著激光功率密度增加,材料表面輻照區(qū)域的溫度升高速率將迅速增大。YILBAS 等[47]模擬了FRP 激光切割的溫度場,并采用順序耦合的方法研究Kevlar 激光輻照的熱應(yīng)力,研究發(fā)現(xiàn):隨著垂直激光掃描方向的距離增加,Kevlar材料的溫度急劇下降形成較大的溫度梯度,而熱應(yīng)力在溫度梯度較高的區(qū)域達到較大。后來,又對Kevlar 的激光圓環(huán)切割的溫度場進行了模擬[48],研究發(fā)現(xiàn),在切削終止區(qū),切削刃周圍的溫度較高,孔的頂部周圍溫度達到最高。在切削結(jié)束后,溫度沿切削邊緣逐漸下降。于東洋[49]對單層CFRP 激光同向切割以及多向切割進行溫度場模擬,研究發(fā)現(xiàn),同向切割模擬時,在絲束模型中隨著絲-束直徑比的減小,溫度場的寬度逐漸減小,熱影響區(qū)寬度逐漸變窄,在樹脂-纖維兩相模型中纖維內(nèi)部溫度場比表面樹脂溫度場更寬更長,且最高溫度更低;在多向切割時,碳纖維鋪設(shè)角度從0°到90°,同一時刻最高溫度在90°時達到最低。TIMUR 等[50]建立了隨機定向短玻璃纖維激光燒蝕的的數(shù)學(xué)模型。DING等[51]基于Abqus 軟件,研究了激光輻照CFRP 時不同纖維方向的溫度分布,研究發(fā)現(xiàn)激光聚焦特性導(dǎo)致了較大的溫度梯度。
其二,F(xiàn)RP 激光加工燒蝕形貌的數(shù)值模擬。在對燒蝕形貌的數(shù)值模擬中,常采用兩種方法進行研究:(1)主要是利用三維仿真軟件建立FRP 的三維有限元模型,模擬FRP 激光加工的溫度場,然后采用“生死單元法”模擬材料去除,最終得到FRP 激光加工的燒蝕形貌以及材料的熱影響區(qū)范圍。NEGARESTANI 等[52]采用該方法對碳纖維復(fù)合材料的激光切割進行了數(shù)值模擬,指出掃描速度在低掃描速度(50~200 mm/min)下比高掃描速度(200~800 mm/min)下對熱影響區(qū)的寬度更敏感;(2)通過理論方法建立燒蝕模型,研究激光輻照復(fù)合材料的燒蝕形貌。王以忠[53]建立了激光輻照CFRP 時的熱效應(yīng)破壞的一維燒蝕模型,研究了激光參數(shù)對CFRP 燒蝕效果的影響。張家雷[54]等建立了激光輻照復(fù)合材料燒蝕的簡化模型,通過該模型成功預(yù)測了激光輻照復(fù)合材料的燒蝕率以及燒蝕區(qū)域。
4 纖維增強復(fù)合材料激光復(fù)合加工
超短脈沖激光加工FRP 能實現(xiàn)“冷加工”,但超短脈沖單脈沖能量較小,材料的去除率極低,造成FRP 超短脈沖激光加工的加工成本較高,致使超短脈沖激光加工的商業(yè)化程度不高。纖維增強復(fù)合材料激光加工仍主要采用連續(xù)激光、長脈沖激光以及短脈沖激光進行加工,而這些類型激光加工會導(dǎo)致熱影響區(qū)的產(chǎn)生,降低零件的使用性能。TAO 等[13]等采用不同的方法進行了激光鉆削CFRP 實驗,研究發(fā)現(xiàn),激光鉆削CFRP 均存在尺寸誤差,并指出激光加工更適合于粗加工。為融合激光加工技術(shù)的優(yōu)勢,激光復(fù)合加工技術(shù)逐漸成為了FRP 加工技術(shù)的研究熱點和重要發(fā)展方向。
目前,常見的激光復(fù)合加工技術(shù)有激光輔助切削、激光水射流復(fù)合加工、激光超聲輔助切削加工、激光電火花復(fù)合加工等。而FRP 激光復(fù)合加工主要以激光加熱軟化輔助切削和激光水射流復(fù)合加工為主。其中,激光加熱軟化輔助切削是通過激光的熱效應(yīng)使材料表面溫度達到玻璃轉(zhuǎn)化溫度,但未達到材料基體熱解溫度,在低激光功率作用下對材料進行改性,提高材料的加工性能。DANDEKAR 等[55]利用CO2激光對氧化鋁纖維增強復(fù)合材料進行激光加熱輔助切削[圖5(a)],研究發(fā)現(xiàn),在相同切削參數(shù)的條件下,纖維損傷得到降低,提升了加工質(zhì)量的同時還降低了刀具的磨損。梁洪濤等[56]對激光誘導(dǎo)氧化輔助銑削碳化硅顆粒增強鋁基復(fù)合材料進行了研究,得知,該方法能夠有效減小加工過程銑削力,改善表面質(zhì)量,提高加工效率。KHULAN 等[57]對C/SiC復(fù)合材料進行了激光輔助切削實驗,研究發(fā)現(xiàn),在相同的加工條件下,激光輔助切削C/SiC 的切削力比傳統(tǒng)機械方法加工C/SiC 的切削力降低40.7%,表面粗糙度降低了33.8%。與此同時,有學(xué)者研究發(fā)現(xiàn)單束激光輔助切削過程中存在材料加工表面不能被充分預(yù)加熱,從而提出增加一束加熱斜面區(qū)的激光束加工方法[圖5(b)],由此達到了更好的軟化效果。但無論是傳統(tǒng)激光輔助切削還是多束激光輔助切削的方法,F(xiàn)RP 從激光輻照區(qū)到切削區(qū)之間均存在一定的距離,導(dǎo)致軟化區(qū)域增加、能量損失增加以及激光能量利用率低等問題。為了解決這些問題,PARK等[58]提出了一種激光直接輔助加熱切削的方法[圖5(c)],采用激光束透過專用的藍寶石刀具直接照射在加工區(qū)域,研究指出,這種方法能夠降低激光輻照后的能量損失,提升激光能量的利用率,加工質(zhì)量得到進一步的提升。

圖5 激光輔助切削簡圖[55,60-61]Fig.5 Laser assisted cutting diagram[53,56,60]
激光水導(dǎo)復(fù)合加工是在激光加工時利用水射流來降低激光加工區(qū)域的溫度,降低FRP 激光加工中熱效應(yīng)的影響,提高FRP 的加工質(zhì)量。SUN 等[59]采用水射流激光與傳統(tǒng)激光加工CFRP 進行對比,發(fā)現(xiàn)水射流激光產(chǎn)生的熱影響區(qū)更小。章辰等[61]采用了一種將水射流技術(shù)結(jié)合激光切割技術(shù)加工CFRP 的方法,借助水射流的冷卻和沖刷作用來進行CFRP 加工,研究發(fā)現(xiàn),水射流輔助激光切割CFRP 的加工橫截面表面覆蓋的碳化層明顯減少,熱影響區(qū)和切割內(nèi)壁形貌比直接激光切割要好,整體加工質(zhì)量效果的到顯著改善。VIBOON 等[62]對比分析了CFRP 在空氣中、靜水中以及流水中激光加工熱影響區(qū)的寬度,研究發(fā)現(xiàn),在靜水和流水中加工產(chǎn)生的熱影響區(qū)寬度均比在空氣中加工產(chǎn)生的熱影響區(qū)寬度要窄。
激光復(fù)合加工FRP 已經(jīng)展現(xiàn)了其優(yōu)異的加工潛力。但目前激光復(fù)合加工在FRP 材料中加工中的研究較少,在FRP 復(fù)合加工的機理、FRP 激光輔助加工專用工具與復(fù)合加工的加工參數(shù)的匹配等方面的研究鮮有報道。
5 結(jié)語
本文對纖維增強復(fù)合材料激光加工國內(nèi)外研究進展進行了梳理。首先,綜述了FRP 激光加工機理,研究表明,超短脈沖激光或近紫外激光加工纖維增強復(fù)合材料能實現(xiàn)“冷加工”,能夠得到較好的加工質(zhì)量,而對于連續(xù)激光、短脈沖激光以及近紅外激光加工纖維增強復(fù)合材料,主要是通過熱效應(yīng)機制去除材料,加工質(zhì)量相對前者較差。其次,F(xiàn)RP 激光加工的熱影響區(qū)能夠有效的降至幾微米,極大地降低了熱影響區(qū)對構(gòu)件性能的影響,通過建立理論模型對FRP 激光加工的熱影響區(qū)的尺寸進行預(yù)測。最后,梳理了幾種激光復(fù)合加工技術(shù)。研究表明,激光復(fù)合加工技術(shù)在FRP 加工領(lǐng)域具有明顯優(yōu)勢,擁有廣闊的應(yīng)用前景。
目前,國內(nèi)外學(xué)者在FRP 激光加工已經(jīng)展開了大量的研究,但在FRP 激光加工數(shù)值模擬中,輻照過程中的熱吸收特性變化、纖維在激光輻照過程中的升華吸熱對熱傳導(dǎo)形式的影響等考慮甚少,仍需進一步深入、系統(tǒng)研究。另外,針對激光加工FRP 的加工質(zhì)量、效率以及條件的限制,激光輔助加工技術(shù)已經(jīng)展現(xiàn)了在FRP 加工中的優(yōu)勢,逐漸成為FRP 加工技術(shù)的一個重要發(fā)展方向。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
上海建材(2019年4期)2019-05-21 03:13:02
纖維復(fù)合材料(2018年4期)2018-04-28 08:45:28
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
中國塑料(2016年3期)2016-06-15 20:30:00
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
