射線計算機成像技術在發動機變壁厚產品檢測中的試驗研究
2021-03-19 06:30:44任文堅彭東劍劉國增王永紅
宇航材料工藝 2021年6期
關鍵詞:檢測
劉 貞 任文堅 彭東劍 劉國增 王永紅
(西安航天發動機有限公司,西安 710100)
文 摘 針對液體火箭發動機離心輪、渦輪靜子等厚度變化大的復雜激光選區熔化成形(SLM)鋼構件在常規X射線膠片照相檢測(RT)時,由于膠片的寬容度低造成的檢測覆蓋率低,存在漏檢質量隱患的問題,采用射線計算機成像技術(CR)對該類變截面厚度差在5~20 mm內的鋼構件進行檢測。結果表明,CR檢測圖像寬容度是膠片照相檢測的3倍,檢測覆蓋率高;以離心輪線狀缺陷CR檢測為例,且通過CT和理化檢測驗證證明,CR檢測具有與膠片照相檢測基本一致的缺陷檢測靈敏度、可靠性。
0 引言
射線檢測是液體火箭發動機零部組件的內部質量檢測的重要方法之一[1],存在厚度差的被檢件在透照時,例如不等厚增材制造構件、焊縫的返修區域等,會對管電壓的選擇帶來一定困難,還會影響一次透照區的選擇。射線檢測允許在一次透照時,被檢件在射線透照范圍內有適當的厚度差,如果厚度差過大,會導致底片黑度差較大,過高或過低的底片黑度均會影響射線檢測靈敏度,存在缺陷漏檢的隱患。
渦輪泵上的離心輪與渦輪靜子是新一代液氧煤油發動機的核心部件,工作時處于高壓、高溫、高轉速、大振動等極限環境,其內部質量可靠性是設計人員最關注的指標之一。該類產品的特點是具有異形復雜面多、變截面厚度差大。目前,采用常規X 射線膠片照相檢測技術(RT)對該類激光選區熔化成形(SLM)鋼構件進行內部質量檢測,由于常規膠片圖像的厚度寬容度低,為達到滿足《GJB1187A—2001 射線檢驗》A 級檢測要求的圖像質量,一組曝光參數最多可兼容2 mm厚度差。離心輪與渦輪靜子等產品變截面厚度差大于15 mm,很難做到100%檢測覆蓋整個變截面厚度,尤其是筋條和R角部位易出現漏檢。
市面上的射線底片掃面儀在掃描焊縫類等厚度產品底片影像,使之數字化時,有一定效果;但掃描具有厚度差產品底片影像時,得到的數字圖像寬容度甚至低于底片影像,因此不建議使用。
射線計算機成像技術(Computed Radiography CR),是一種利用熒光體存儲板(IP板)的數字化射線檢測技術,其檢測靈敏度與常規射線膠片照相檢測相當。由于IP 板的圖像動態范圍遠大于膠片,具有更大的厚度寬容度,可提高檢測的覆蓋性,再結合數字圖像處理,可提高產品的檢測可靠性。
1 CR技術原理及其特點
1.1 CR技術原理
CR 技術是一種利用IP 板的數字化射線檢測技術,采用IP 板取代傳統的X 射線膠片來接受X 射線照射。CR 的成像要經過影像信息的記錄、讀取、處理和顯示等步驟。CR 裝置包括影像IP 板采集、影像掃描及影像后處理[2~5]。
1.2 CR技術特點
CR 技術使用IP 板代替常規膠片得到數字圖像,具有如下技術特點:(1)CR 技術是一種數字化技術,便于一系列的數字化操作,如圖像處理、評定、存儲、查詢、遠程診斷等;(2)CR 檢測動態范圍大,可以達到10 000:1,檢測厚度寬容度大;(3)CR 技術的射線感光靈敏度高,所需曝光量低、曝光時間短,可以提高檢測效率;(4)CR 技術避免了復雜的膠片暗室沖洗的化學處理過程,無工業廢物;(5)檢測成本較低,適用于多場合應用,外場作業操作簡便。
2 變壁厚產品透照討論
2.1 變壁厚產品透照
圖1 為變壁厚產品透照示意圖,透照厚度差ΔT = T1- T。
圖1 變壁厚產品透照示意圖Fig.1 Transmittance diagram of variable wall thickness product
射線檢測時,典型的曝光曲線函數關系為:

式中,E 為曝光量,K 為曝光曲線的斜率,C1為曝光曲線的截距。
膠片特性曲線的函數關系近似為:

式中,D 為底片黑度,G 為膠片特性曲線的梯度,C2為特性曲線的截距。
對式(1)式(2)進行微分可得:

可得:

因此一次透照可覆蓋的厚度差ΔT與膠片梯度G和曝光曲線斜率K及黑度差ΔD有關。
2.2 膠片的感光特性曲線
膠片的感光特性是指膠片曝光后經暗室處理所得底片的黑度(D)與相對曝光量(lgE)之間的關系,可用膠片特性曲線來表示(圖2)。
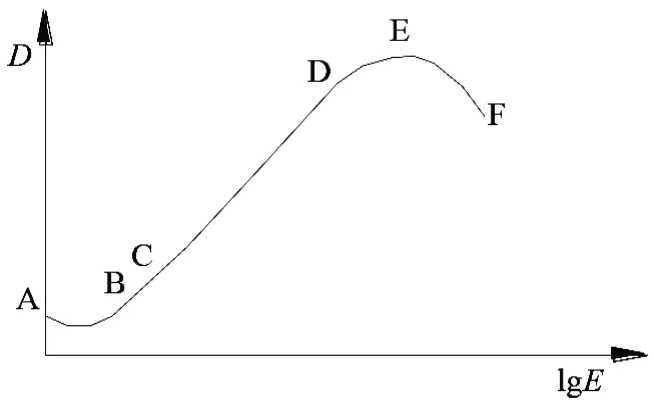
圖2 膠片感光特性曲線Fig.2 Film photosensitivity curve
膠片特性曲線由5 部分組成,包括:(1)AB 為曝光遲鈍區,曝光量增加而黑度基本不變;(2)BC 為曝光不足區,曝光量增加而黑度增加緩慢;(3)CD 為曝光正常區,為正常進行射線檢測的區域;(4)DE 為曝光過度區,隨著曝光量增大,黑度增大緩慢,達到頂點E 時斜率為0;(5)EF 為負感光區,曝光極端過度時,黑度下降,膠片本底灰霧度增加。
射線檢測時,正常曝光區對應的曝光量范圍稱為膠片的寬容度,CD 區域的梯度大則寬容度較小,梯度小則寬容度較大。
2.3 曝光曲線
采用不銹鋼階梯試塊制作曝光曲線,該曝光曲線以透照電壓為參數,繪制出焦距為600 mm 曝光量和透照厚度的關系。圖3 可知,在同一曝光量區間內,透照電壓越高可獲得的透照厚度差越大。
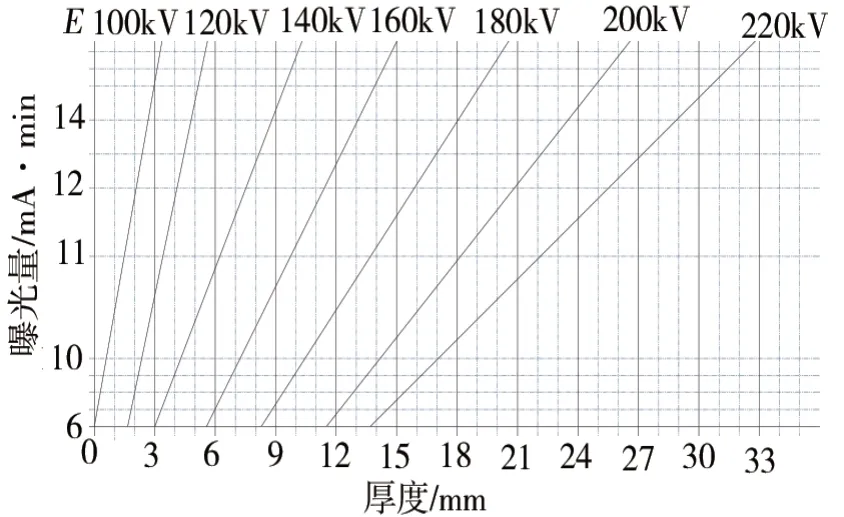
圖3 不銹鋼曝光曲線Fig.3 Exposure curve of stainless steel
由于膠片及人眼的黑度分辨率有限,參照GJB1187A—2001 標準規定,底片黑度范圍為1.7~4.0,曝光量差值和膠片梯度G 確定后,同一電壓對應的厚度差范圍有限。
2.4 兩種檢測方法對比分析
圖4為膠片與IP板的特性對比,可見IP板的線性區間遠大于膠片,動態范圍可達10 000:1,檢測厚度寬容度大,一次曝光可獲得大范圍不同厚度的材料的影像,膠片則需要多次不同能量的透照才能完成。
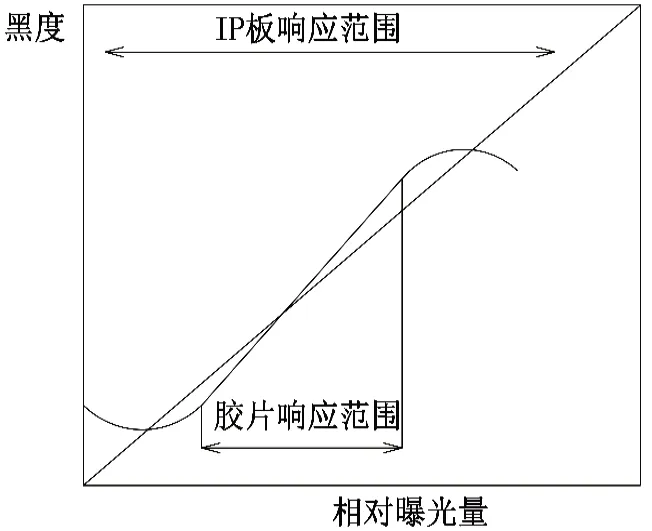
圖4 膠片與IP板特性對比Fig.4 Film and IP board characteristics comparison
采用常規射線透視時,底片選擇最優的情況下,厚度差范圍已經確定,為保證變壁厚產品的檢測靈敏度,必須進行分區透照,使各個區域的厚度差滿足要求。對于變壁厚的產品必須選擇不同電壓多次透照才能保證檢測覆蓋率,由于厚度差大,導致檢測效率低。膠片的有效曝光范圍(響應范圍)小,一次透照可檢測的厚度差小,而數字射線照相檢測技術由于響應范圍大一次透照可以獲得更大的厚度差范圍,從而提高檢測效率。
3 檢測試驗研究
3.1 不銹鋼板檢測靈敏度對比試驗
分別采用CR 及膠片照相技術,對5 mm SLM 不銹鋼板進行靈敏度對比檢測試驗,條件對照見表1。

表1 試驗條件Tab.1 Test condition
如圖5所示,兩種檢測方法所獲得的圖像其像質計靈敏度都滿足標準要求,均可顯示15 號絲。但對于不銹鋼板焊縫,CR 檢測獲得焊縫部位數字圖像經過一定的圖像處理其裂紋缺陷的對比度高于膠片透照的底片影像,影像更清晰。
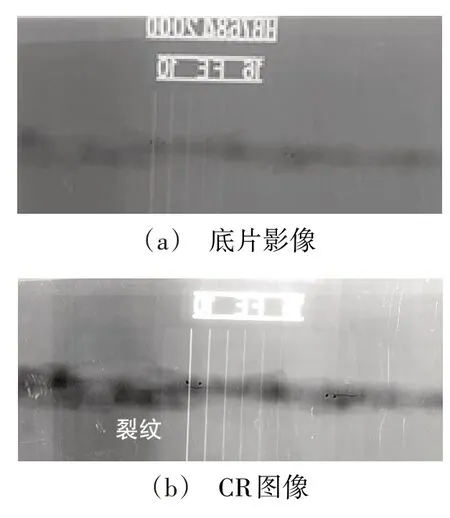
圖5 不銹鋼板檢測靈敏度對比試驗Fig.5 Comparison test of detection sensitivity of stainless steel plate
3.2 階梯試塊檢測對比試驗
分別采用CR 檢測技術和膠片透照對厚度差為2 mm 的SLM 不銹鋼階梯試塊進行檢測,檢測結果如圖6 所示。可以看出膠片透照一次曝光僅能看清楚兩個階梯,厚度差僅2 mm;CR 一次曝光可看清楚7個階梯,厚度差達10 mm。
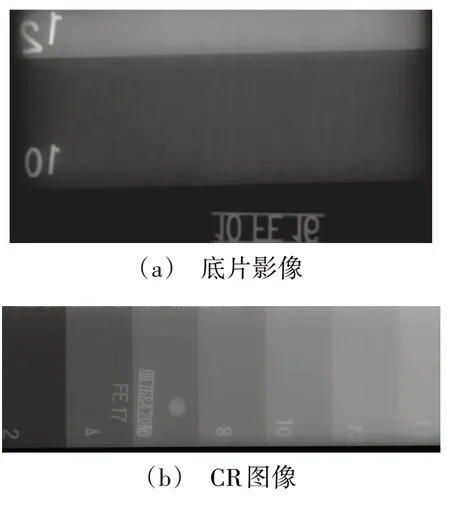
圖6 階梯試塊對比試驗Fig.6 Step block contrast test
3.3 SLM鋼構件檢測對比試驗
SLM 不銹鋼離心輪在射線檢測上下蓋板時,射線束穿過的產品厚度范圍在10~30 mm。圖7 可以看出,采用膠片透照葉片與蓋板連接處、中柱部位的圖像影像兼容不到,存在缺陷漏檢隱患;而采用CR透照蓋板、葉片與蓋板連接處結構成像清晰,CR 圖像的成像范圍是膠片成像面積的3倍以上。
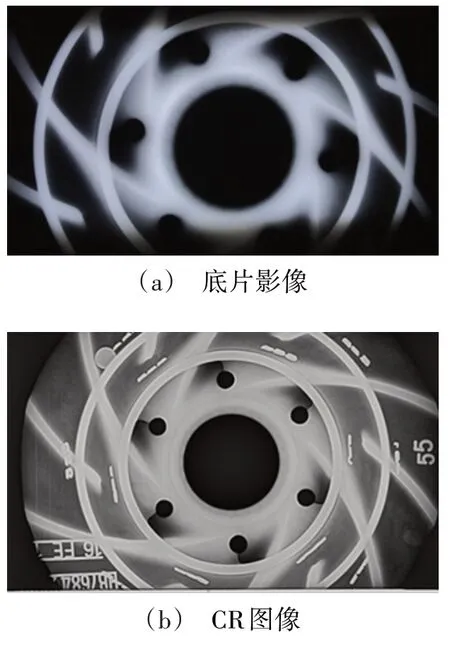
圖7 離心輪對比試驗Fig.7 Centrifugal wheel contrast test
SLM 不銹鋼渦輪靜子葉片屬于漸變厚度結構,厚度范圍3~9 mm。膠片透照一次曝光獲得渦輪靜子葉片底片圖像的成像范圍比較小,只可檢出每個葉片面積20%的影像[圖8(a)]。渦輪靜子葉片CR檢測[圖8(b)],一次曝光可檢測覆蓋每個葉片面積70%的影像,圖像寬容度遠大于膠片照相檢測圖像,提高了檢測覆蓋性和可靠性。
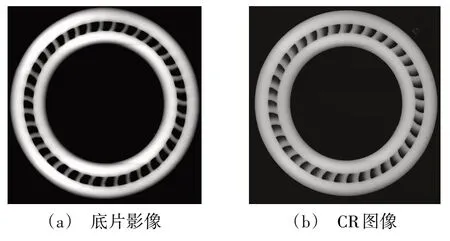
圖8 渦輪靜子葉片對比試驗Fig.8 Turbine stator blade contrast test
3.4 產品缺陷對比驗證試驗
3.4.1 離心輪線狀缺陷的CR檢測
檢測工序中對某臺離心輪進行膠片透照檢測時,在葉片根部位置發現一處疑似缺陷的線狀顯示,長度2.5 mm。對該缺陷部位進行剖切取樣[圖9(a)],在表1 的檢測條件下對該葉片取樣進行CR 檢測[圖9(b)]。經測量,CR 檢測圖像中的線狀缺陷長度為2.5 mm,與膠片透照一致。
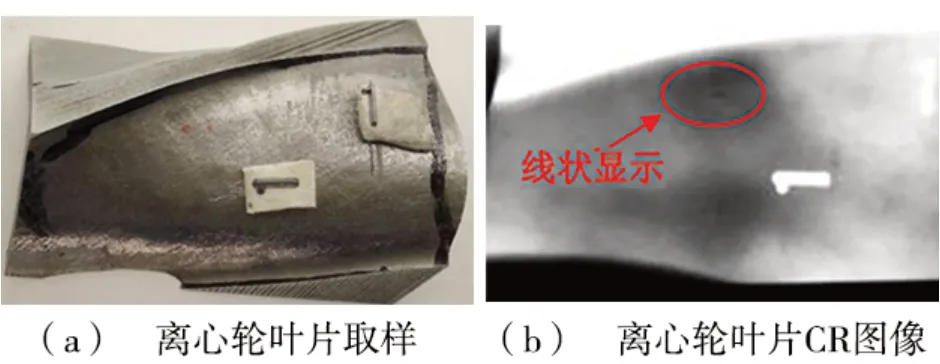
圖9 離心輪葉片取樣及CR圖像Fig.9 Centrifugal vane sampling and CR image
3.4.2 離心輪線狀缺陷CT及理化驗證
為進一步驗證該線狀影像以及缺陷深度,進行了CT 檢測及理化分析。對葉片發現線狀顯示區域進行CT 剖切檢查,確認該線狀顯示最大深度距葉片表面0.58 mm,如圖10 圓圈內所示,證明CR 檢測圖像中的線狀影像是缺陷影像。
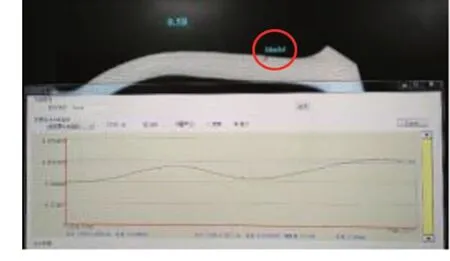
圖10 離心輪葉片CT檢測結果Fig.10 CT results of centrifugal wheel blade
將葉片試樣送理化分析,將葉片表面拋光至表層0.4 mm 處,可見缺陷樣貌(圖11),存在斷續分布缺陷,長度2.5 mm,最寬處約0.1 mm,各斷續缺陷邊緣鈍化,相對圓滑,與CR檢測中的缺陷影像相符合。
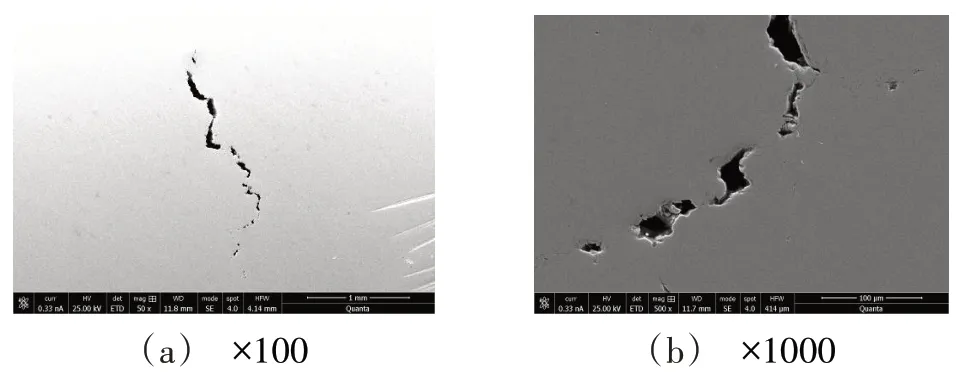
圖11 離心輪葉片缺陷宏觀樣貌Fig.11 Macroscopic appearance of centrifugal wheel blade defects
通過以上對比驗證試驗可知,CR 對線狀較小缺陷能進行有效檢測。
4 結論
(1)在同等條件下CR 與膠片透照具有相同的檢測靈敏度,CR 圖像經數字圖像處理后,在目視下缺陷影像更容易識別。(2)CR 檢測圖像寬容度大,對液體火箭發動機離心輪、渦輪靜子等截面厚度變化大的SLM 鋼構件檢測,CR 檢測覆蓋率是膠片照相檢測的3倍以上。(3)CR能對SLM 離心輪線狀較小缺陷進行有效檢測。(4)CR 檢測可作為現階段膠片透照檢測的一項輔助檢測手段,提高產品檢測的覆蓋率。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
