鋼絲繩暨織物芯輸送帶硫化生產線結構改進
2021-03-16 06:43:34孫友萍陸永高張樹偉石永芝魏正揚
橡塑技術與裝備 2021年5期
孫友萍,陸永高,張樹偉,石永芝,魏正揚
(青島海瑯特種裝備科技有限公司,山東 青島 266400)
鋼絲繩芯暨織物芯輸送帶硫化生產線即可實現鋼絲繩芯輸送帶的硫化成型,也可實現對織物芯輸送帶的硫化成型。兩用功能是很多客戶的首選。鋼絲繩芯暨織物芯輸送帶硫化生產線的種類很多,目前市場常用下置油缸框板式結構。上置式硫化主機、上置式冷壓平板、上置式修補機作為新型設備,得到使用用戶的青睞。
新型結構具有以下優點:
(1)多排小油缸、壓力均勻,硫化質量好;
(2)壓力分組控制,自吸式液壓系統,快慢速運行,提高效率;
(3)環形輥式自動脫鍋,解決輸送帶粘鍋、脫離不徹底的問題;
(4)錠子架雙層結構,縮短整條線長度;
(5)成型車膠片導開自動糾偏,提高對中精度,減輕工人勞動強度;
(6)自動涂硅油,涂抹均勻,效率高;
(7)水刀切帶,裁切整齊,一機多用。
1 概述
如圖1所示,鋼絲繩芯暨織物芯輸送帶硫化生產線主要由錠子導開架1、張力站2、墊布卷取3、生帶導開4、分梳接頭組合機5、成型車6、檢查車7、涂硅油裝置8、前夾持拉伸9(帶變位對中)、平板硫化機10、中夾持11(帶變位對中)、墊鐵儲存升降平臺12、多功能拉帶機13、修補機14、牽引裝置15、水刀切帶機16、雙地輥卷取17、主動芯軸卷取裝置18等組成。
該生產線錠子架采用雙層結構,縮短整條線的長度,適用廠房長度受限的廠家。該生產線將分梳裝置改為分梳接頭組合機,解決更換品種時第一鍋輸送帶張力無法控制、使用牽引帶效率低等問題。成型車上下膠片導開小車采用自動糾偏裝置,減輕工人的勞動強度。自動涂硅油裝置,解決手動涂硅油,涂抹不均勻,勞動強度大的問題。上置式的硫化主機采用多排小油缸、壓力均勻,快慢速運行,提高效率。環形輥式自動脫鍋,解決輸送帶粘鍋、脫離不徹底的問題。墊鐵儲存升降平臺可自動將墊鐵輸送至主機模腔內。水刀切帶機的應用,提高切口質量,實現一機多用。兩臺卷取配合使用,可實現卷橢圓卷。
2 主硫化機
上置式平板硫化機主要由以下部套組成:底座1、框板2、下熱板3、上熱板4、油缸組件5、導向裝置6、回拉油缸7、同步結構8、液壓系統9、液壓鎖緊裝置10、自動頂鐵裝置11、上隔熱板12、下隔熱板13、連接撐14、環形輥式脫鍋裝置15等組成(見圖2)。

圖1 鋼絲繩芯暨織物芯輸送帶硫化生產線設備組成

圖2 上置式平板硫化機
所有框板采用箱式焊接機構,取消平臺、橫梁,降低設備高度。油缸采用單作用柱塞缸,開模時通過回拉缸拉回。為了防止上熱板在不使用狀態下自由下落,設有液壓安全液壓鎖緊裝置。液壓系統采用快慢速運行,系統采用自吸結構,壓力分組控制。自動頂鐵裝置與上熱板和下熱板一起構成一個活動模腔,使帶坯在硫化過程中不致于從邊緣溢流出,達到對帶坯進行加壓硫化的目的。該機采用斜面導向機構,導向效果好。環形輥式脫鍋裝置框板安裝在框板內側,脫鍋輥筒由電機減速機驅動,沿熱板一端向另一端縱向移動,從而將輸送帶從下熱板上面分離。
2.1 液壓系統
該液壓系統由三臺液壓泵組、充液閥、過濾器、冷卻系統、油箱、液位顯示器、壓力傳感器、空氣濾清器和若干閥組等組成。其中兩臺液壓泵組M2M3給主油缸及回拉油缸供油,一臺液壓泵組M4給自動頂鐵裝置油缸和鎖緊裝置油缸供油。主油缸下行時,充液閥打開,通過從油箱自主吸油下降,回拉油缸控制主油缸下降的速度,快速動作時電磁球閥YA9動作,慢速下降時電磁球閥YA9不動作,液壓油通過調速閥實現滿足下降。升高壓時液壓泵組M2/M3同時動作,縮短升高壓時間。內側兩排油缸和外側兩排油缸采用不同的電磁閥控制,可實現不同壓力設定,從而實現熱板內側和外側不同壓力狀態下的硫化,滿足不同橡膠的流動性。具體原理見圖3。

圖3 液壓原理圖
2.2 脫鍋裝置
(1)新型脫鍋裝置
新型脫鍋裝置采用環形輥式自動脫鍋,解決輸送帶粘鍋、分離不徹底的問題。非硫化狀態可作為托輥用。
主要由脫鍋輥筒1、驅動鏈條2(2件)、電機減速機3、導向裝置4(2件)、支架5(4件)、漲緊裝置6(4件)、支架7(4件)、托輪8、導向支架9等組成,如圖4所示。
環形輥式脫鍋裝置安裝在框板內側,脫鍋輥筒由電機減速機驅動,沿熱板一端向另一端縱向移動,可往復運動,從而將硫化時粘連在下熱板上面的輸送帶進行徹底分離。為了不影響平板硫化機的操作,通常非硫化狀態時將脫鍋輥筒停在出帶端(或鍋尾)。
兩根驅動鏈條連接在脫鍋輥筒兩側,脫鍋輥筒與驅動鏈條一起在電機減速機的驅動下沿導向裝置運動。支架5和支架7固定在框板上將驅動鏈條撐起,漲緊裝置固定在框板上用于漲緊鏈條。為了防止驅動鏈條拖地,在其下方采用16個托輪將驅動鏈條托起。導向裝置側面采用若干導向支架將導向裝置固定在框板上。
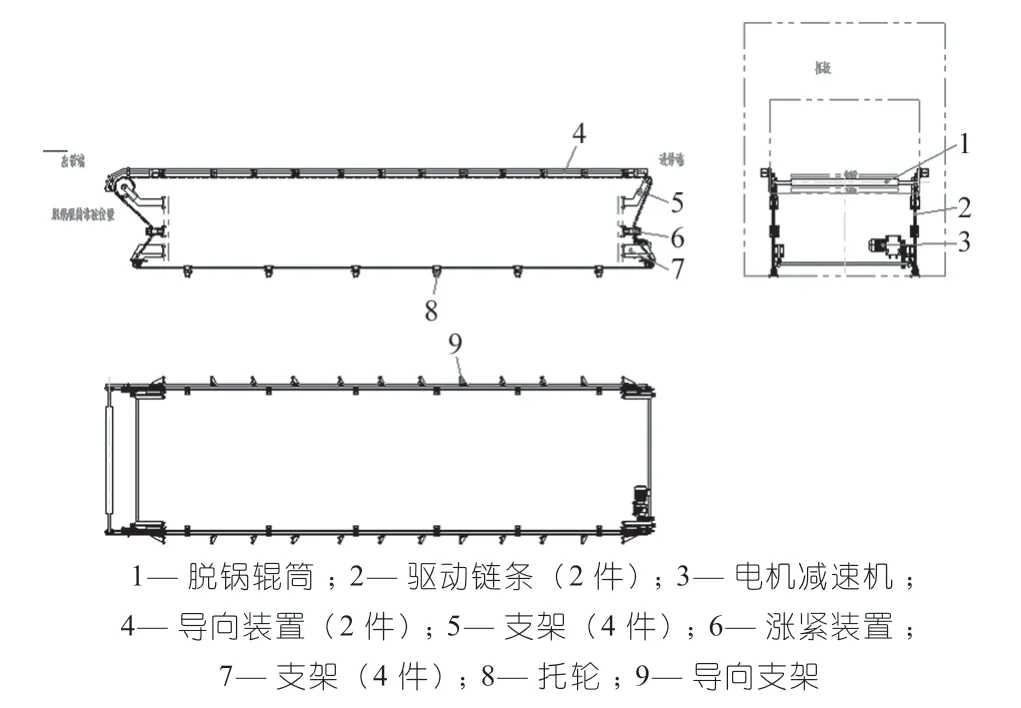
圖4 環形輥式脫鍋裝置
(2)垂直升降脫鍋裝置
垂直升降脫鍋裝置主要由脫鍋輥筒1、同步軸2、液壓缸3、支架4、導向輪5、同步齒條6、同步齒輪7等組成,如圖5所示。
托輥輥筒1在液壓缸3的驅動下做上下行運動,將硫化后粘連的下熱板上面的輸送帶分離,因液壓缸的行程一般為300~400 mm,分離長度只能達到1 m左右,常規輸送帶一鍋的硫化長度為10 m左右,因此中間約8 m左右的輸送帶無法分離。
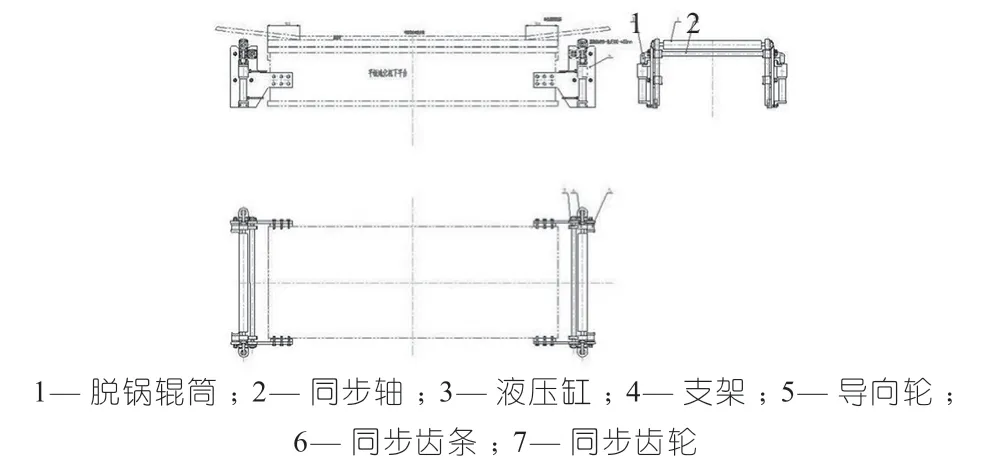
圖5 垂直升降脫鍋裝置
2.4 新型油缸組件
新型油缸組件主要由油缸體1、柱塞2、放氣塞3、導向帶4、密封件5、O型密封圈6、法蘭盤7和防塵圈8等組成,如圖6所示。
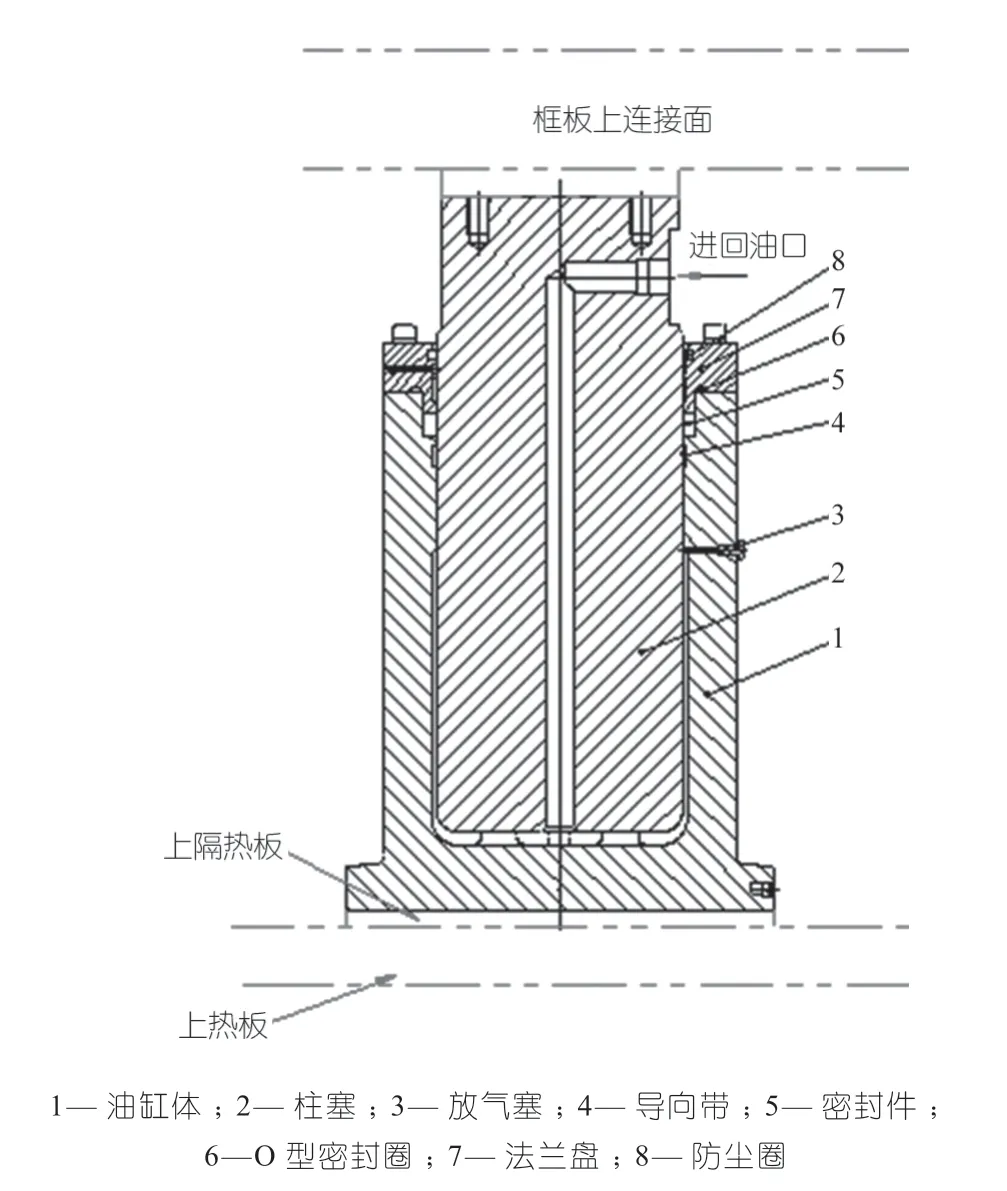
圖6 新型油缸組件
上置下行式布置,單作用油缸,共96只,4只一組,安裝在框板與熱板之間。油缸體與底板采用焊接結構,工作面粗糙度Ra≤1.6,油缸底板設有冷卻水道,油缸底板通過隔熱板與熱板連接,避免熱板溫度傳給油缸。柱塞上部安裝在框板內口上平面,采用鍛鋼加工制作,表面鍍硬鉻磨削加工,工作面粗糙度Ra≤0.8。油缸組密封采用Yx型密封圈、減摩套和防塵圈的組合結構,保證密封可靠,長久使用。解決傳統結構因液壓油的滴漏而污染輸送帶制品的現象。
油缸油壓采用分組控制方式,共分兩組(1、4列一組,2、3列一組),保證在不同帶寬情況下熱板對制品的壓力均勻。
3 自動涂硅油裝置
3.1 自動涂硅油裝置簡介
自動涂硅油裝置主要由支架1、橫梁2、調節裝置3、硅油槽4、下毛氈輥5、上毛氈輥6、噴淋管7、儲油罐8、輸送帶9、調節閥10和可調式噴嘴11組成,如圖7所示。
調節裝置可上下調節,用于不同厚度輸送帶。通過調節調節裝置可以調節上毛氈輥和下毛氈輥之間的間隙,實現調整上下毛氈輥對輸送帶的壓力,保證硅油涂抹的效果。在硅油槽中放入硅油,通過下毛氈輥的旋轉自動將硅油帶起。毛氈輥具有儲油功能。在儲油罐下方裝有調節閥,調節硅油的流量。在噴淋管的下方裝有可調式噴嘴,噴嘴流量和方向可調節,從而保證硅油涂抹均勻。儲油罐下方的調節閥也可用于維修時關閉儲油罐。
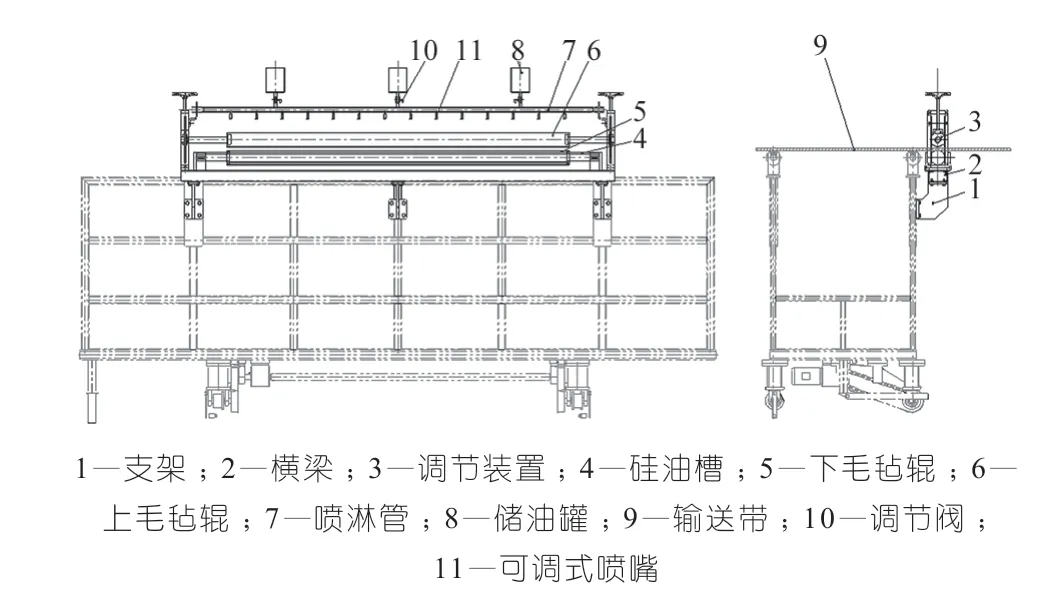
圖7 自動涂硅油裝置
3.2 自動涂硅油裝置動作原理
檢查車A3在驅動裝置的驅動下左右移動,該驅動裝置采用雙速,快速前進慢速停車,減少沖擊,檢查車A3在成型車A2和主硫化機A7之間來回移動,輸送帶A4由張力站夾緊裝置A1和多功能拉帶機的夾緊裝置A6夾緊。自動涂硅油裝置A5安裝在檢查車A3上,可以跟隨檢查車A3移動,輸送帶A4的下面緊貼在下毛氈輥8上,上毛氈輥9壓緊在輸送帶A4的上面,夾緊力可通過調節裝置3進行調節,當檢查車A3行走時,上下毛氈輥5/6通過摩擦力旋轉,從而自動將毛氈輥上的硅油均勻涂抹到輸送帶A4上下表面。從而實現輸送帶的自動涂硅油,涂抹更加均勻,減少粘鍋,提高輸送帶的硫化質量、提高生產效率、降低工人勞動強度。
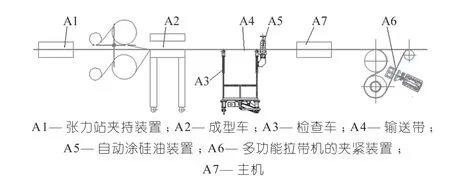
圖8 自動涂硅油安裝位置圖
4 檢查車
檢查車主要由電機減速機1、主動鏈輪2、從動鏈輪3、主動輪4、驅動軸5、從動輪6、拖鏈7、支架8、操作平臺9和托輥10組成,如圖9所示。
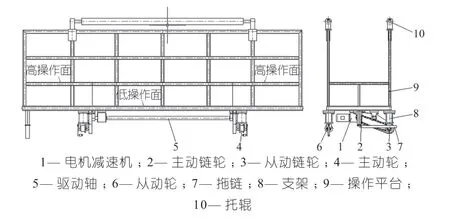
圖9 檢查車
檢查車采用變頻電機驅動,為了減少沖擊采用雙速,行進過程中采用高速,接近停止位置時采用慢速,電機減速機采用空心軸直接連接在驅動軸上,使整體結構更加緊湊,并且采用雙驅動,解決了單驅動檢查車易跑偏的現象。
5 成型車膠片導開自動糾偏裝置
新型膠片導開自動糾偏裝置能夠實現鋼絲繩芯輸送帶硫化生產線中冷壓前膠片的自動糾偏,快速、精確的對膠片進行定位,動作可靠反應靈敏,解決了人工糾偏無法保證上下層膠片對齊、人工勞動強度大,自動化程度底、效率低和響應慢等缺點。新型膠片導開自動糾偏裝置組成如圖10所示。
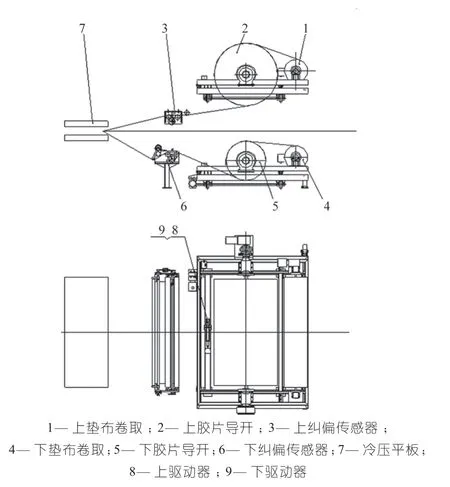
圖10 新型膠片導開自動糾偏裝置組成
上墊布卷取1動作,在冷壓平板7的壓合下上膠片處于拉緊的狀態,上墊布卷取采用力矩電機堵轉性能保證膠片導開2的張力一致,上糾偏傳感器3檢測上膠片的偏移大小和方向,讀出偏差量并將此偏差量轉換成電壓信號送入控制器,控制器對信號進行放大處理輸出至上驅動器8,上驅動器動作,使上膠片導開小車2向膠片偏移的反方向移動,以補償上膠片的偏移,實現膠片的糾偏。
6 墊鐵儲存升降平臺
該裝置由焊接式平臺、托輥組和液壓升降裝置組成。鋼結構平臺共三層,每層用豎向隔板均分為3個分區,可儲存所需的墊鐵。平臺下部設有液壓升降機構,可將每層平臺分別提升至與硫化機下熱板的上平面平齊,每層出口處設有一橫向托輥,減少墊鐵拖動阻力,便于輕松的將所需墊鐵拖放至指定位置。墊鐵架頂部設有托輥組,支撐成品帶的縱向移動。更換墊鐵時可與脫鍋裝置配套使用,自動將墊鐵拖進主機熱板內,無需人工干預,減輕工人勞動強度,提高效率。
7 水刀裁斷
水刀橫移剪切方式,可裁斷多種規格的輸送帶,采用PLC控制,可實現自動裁斷。裁斷移動速度可調,增壓系統和裁刀系統采用一體式結構,刀頭可自動升降。裁切系統采用變頻電機驅動,儲砂罐采用自動加砂方式。該裝置具備超高壓自動停機和欠壓自動保護功能。輸送帶切口光滑,無毛刺。移動式結構,實現一機多用。
8 結束語
該生產線采用多排多列小油缸,壓力分組,壓力更加均勻,硫化制品質量好。該生產線可實現張力自動顯示、自動涂硅油、帶坯自動糾偏、自動脫鍋、卷橢圓卷等功能。