鋰電池輥壓工藝品質控制手段綜述
2021-03-15 00:48:35曹稚英江正賢
裝備維修技術 2021年42期
曹稚英 江正賢
摘 ?要:近年來鋰電池及其相關產品的生產質量顯著提升,在國內外市場中占據的份額也有所增加,這和我國鋰電池生產技術工藝的不斷更新存在緊密聯系。對鋰電池生產技術工藝予以深入研究并促進生產工藝優化,能夠進一步促進鋰電池質量的提高,不斷增強我國鋰電池產品的市場競爭力。本文分析了鋰電池輥壓工藝存在的相關問題,并綜述了若干輥壓工藝品質控制手段。
關鍵詞:鋰電池;輥壓機;工藝品質控制
現階段鋰電池在人們的生活中得到了較為廣泛的應用,也發揮著十分關鍵的作用。對于鋰電池極片的生產制造而言,需要將其實施輥壓來確保正負極材料得以壓實,輥壓屬于鋰電池生產作業流程中的關鍵組成部分,其能夠有效提升鋰電池的放電容量,促進其利用效率的提升。然而在實際的輥壓作業中可能會遇到若干問題,影響鋰電池極片的質量,甚至可能導致鋰電池報廢。所以應當采取輥壓品質控制手段,確保該工段始終處于穩定高效的狀態。
1鋰電池輥壓作業中存在的問題
鋰電池生產制造工藝流程主要包括制片、裝配、注液以及包裝等環節,對電池極片的輥壓是依靠軋輥和電池極片形成摩擦力,將電池極片拉近旋轉的軋輥之間,讓其受壓變形的制作流程。電池極片的軋制和鋼塊軋制存在顯著差異,對鋰電池極片的軋制一般是指正負極片上電池材料予以壓實的活動,最終目的是提升正負極材料的壓實密度,促進鋰電池放電容量的增加,降低內阻,減少極化損失,從而延長其使用壽命[1]。
輥壓屬于鋰電池極片制作工藝中非常關鍵的組成部分,通常會在涂布作業后、裁片作業前實施,依靠輥壓機來完成。輥壓機通常包括兩個鑄鋼壓實輥和電機、傳動軸構成。于停工情況下,雙輥需涂上防銹油做防護。于實際運行時,需使用無水乙醇將防銹油清洗干凈,隨后選擇干棉布進行擦拭。工作狀態時,電機驅動雙輥進行轉動,把涂布工序結束后的已經附著活性物質的箔片放置于工作臺,確保其能夠平穩通過雙輥,從而讓活性物質能夠和箔片之間更加緊密地貼合。為確保作業質量,能夠反復對其實施輥壓,然而在具體的工作中,進行輥壓時往往會出現一些問題導致鋰電池極片受到損壞,一般有如下幾方面因素:
1.1鋰電池的生產屬于持續性的工作,而輥壓環節質量往往會受到涂布作業的影響,在涂布時如果極片表面存在小顆粒或者其他質地不均勻的問題,輥壓過程中因為這些小顆粒受到雙輥壓力,會朝著箔帶位置擠壓,若顆粒體較軟則能夠碾壓為粉末后脫落,但如果顆粒體過硬會導致箔帶破孔亦或是斷裂。即便是不存在小顆粒,如果涂布不均勻,實施輥壓之后也會對其質量帶來影響,涂布相對更厚的地方能夠壓實,但涂布較薄的區域難以壓實,鋰電池極片表面會產生不規則光澤,從而造成活性物質沒有均勻分布,同時和箔帶的結合也不均勻,可能出現脫落現象。
1.2實施輥壓時,作業人員要及時選擇厚度儀對輥壓完成的極片厚度予以測定,確保輥壓作業能夠達到相關標準要求。但由于鋰電池極片傳動時進行測量,測量員自身操作能力有限,可能存在厚度儀劃破極片的問題,亦或是對極片表面造成損傷。在傳動過程中一旦操作失誤,很容易劃傷極片長達十幾厘米的長度,嚴重時還會導致箔片廢棄。
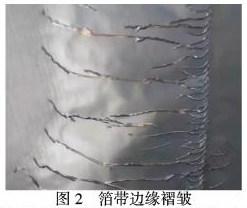
1.3箔片表現出一定的延展性,實施輥壓時因為雙輥對極片表面活性物質施加壓力,活性物質對箔片進行擠壓可能讓箔片略微延展。在涂布環節為控制活性物質的用量,涂布寬度一般來說會略微少于箔帶寬度,因此箔帶邊緣位置可能出現幾毫米的區域并未涂布活性物質。之后的輥壓作業中,這些區域沒有受到輥壓機的輥壓,從而不會出現繼發性延展。如此一來并未覆蓋活性物質的區域和箔帶中心大部分附著有活性物質的區域的延展度存在差異,從肉眼能夠觀察到箔帶邊緣位置出現褶皺。這樣可能導致箔帶出現裂縫或者脫落的問題,問題不嚴重時可借助于裁切環節予以處理,但嚴重情況下可能導致整個極片廢棄(如下圖2所示)。
1.4箔帶進行輥壓作業中必須要確保其能夠穩定垂直于雙輥軸向,從而確保箔帶表面活性物質能夠均勻受力。然而箔帶進入輥壓機時如果其自身存在略微偏斜亦或是輸送箔帶的傳送軸存在略微角度偏離,小片輥壓過程中作業人員在擺放極片時的操作失誤等,這些原因都可能導致箔帶入輥時并未保持垂直,在輥壓作業時會出現箔帶一側被牽扯平直但另一側產生褶皺的問題。這樣會導致箔帶無法均勻受力,輥壓結束后活性物質表面因為箔帶存在的褶皺而產生傾斜波浪紋,壓實不均勻導致表面出現較為明顯的痕跡[2]。
2鋰電池輥壓工藝品質控制手段
上文所闡述的問題是實際生產作業中具有代表性和普遍性的問題,這些現象會導致生產資料的浪費,也會對鋰電池最終質量帶來影響,因此針對這些問題本文提出下以下幾點優化手段:
2.1監控輥壓作業之前各個環節的質量,如混料和涂布環節。混料時應適當增加攪拌速率,延長攪拌時間,確保混料更加均勻,有效防止團聚問題的出現。但提升混料速率和延長攪拌時間會導致機械設備磨損與電力消耗的提高,增加生產成本,同時不同正極材料的分布能力存在差異,所以在工藝設計的過程中需要結合物料實際特性來靈活調整攪拌時間與強度。而對于涂布環節來說,確保涂布寬度接近箔帶寬度,防止壓實不均勻的問題,不管選擇手動亦或是自動進料,都需要避免氣泡進入,放置太久的料禁止用于涂布,由于其中會出現沉淀分層,造成進料不均勻。另外涂布軸必須要清理干凈。
2.2監控輥壓后的極片厚度。在設計規劃上,盡可能使用光學厚度監測系統,如測厚儀,替代人工測量。在組織管理上,需要加強對作業人員的專業培訓,提升其實踐操作水平,讓其能夠熟悉箔帶以及活性材料的具體特性,防止在實際操作中優于人為因素劃傷箔帶。
2.3針對箔帶邊緣位置存在波紋的現象,應當在涂布環節盡可能確保涂布寬度能夠靠近箔帶寬度,從而有效降低裸露位置面積,避免其未延展而與出現繼發性延展位置的差異。亦或是選擇組合型雙輥,中間區域的雙輥長度和著料寬度保持一致,兩側位置貼合直徑相對更大的雙輥來主要對未著料區域予以合理延展,具體數值能夠提前選擇少量箔帶實施預壓測量而得知。或者在較寬輥上測量得到著料寬度,隨后選擇相應厚度的PVDF膜讓雙輥能夠和未著料區域接觸,同時對其實施延展來有效控制波紋的產生。PVDF厚度也是按照對著料位置和未著料位置的厚度之差來獲得,因為PVDF膜軟硬合適,不但能夠對箔帶進行有效壓實,也能夠避免對箔帶產生損傷[3]。
2.4對已經進行裁片的箔帶來說,可以增加進入雙輥之前的傳送平臺,確保其盡可能靠近雙輥并予以固定,同時在平臺中加入垂直于雙輥的標卡尺,輔助箔帶能夠以標準角度進入雙輥。對于沒有進行裁片的箔帶,其輥壓工藝品質控制手段包括:提高進入雙輥之前的傳送軸數量、調整各個傳送軸和雙輥之間的位置關系、確保各部分都能夠保持平行。上述調節手段應當做到定期定批次實施,確保各個傳動軸位置由于作業而出現微小位移可以第一時間予以糾正。
3結語
由于鋰電池極片自身的特殊性導致其具體生產流程和其他電池存在顯著差異,因此輥壓環節出現的問題也表現出獨特性。本文中所提出的鋰電池輥壓工藝品質控制手段可避免生產資源的浪費,促進生產質量的提升,為鋰電池后續的注液、包裝等環節工作打下穩定的基礎,從而實現鋰電池產品質量的提升,有效控制生產成本,提升鋰電池產品的市場競爭力。
參考文獻
[1] 李福祥,楊奎,彭雨華,郝曉霞.輥壓機輥軸軸承位的修復[J].新世紀水泥導報,2019,25(06):74-76.
[2] 宮建格,李建宗.輥壓機系統日常檢查維護的整體思路[J].科技風,2019(31):157.
[3] 陳代彥.輥壓機液壓系統的故障分析與升級改造[J].建材技術與應用,2019(05):17-20.
3001500338248
