USTER 專家系統在紡紗生產中的應用實踐
2021-03-11 12:45:06袁恒民楊康康趙凱麗
棉紡織技術 2021年2期
袁恒民 楊康康 趙凱麗 徐 旻
(1.無錫經緯紡織科技試驗有限公司,江蘇無錫,214000;2.中國紡織工程學會,北京,100025)
不斷提高紡織產業裝備的數字化和智能化能力,是實現紡織行業智能制造的重要環節。在國產SMARO-E 型自動絡筒機上配置USTER Quantum3 型清紗裝置,并采用USTER Quantum Experts3 型專家系統,通過采集在線生產數據自動生成清紗曲線圖,分析生產質量數據,提醒生產異常,可實現數據的采集與工藝設定的集成優化,對紗線質量進行實時在線監控,實現全面質量管理,提升紡紗工廠生產管理和生產效率水平[1-3]。
1 統計報表定制
專家系統的報表系統可以實現用戶私人定制化,按照用戶需求,選擇需要的數據類型,整合個性化所需要的表格,大大提高數據的利用率和工作效率。在進行報表編輯中,索引一欄可以自由設計所需的表頭信息;數據一欄可以根據需要,選擇生產數據、切割數據、警告數據、特數切割數據中的一項或者幾項數據并自由組合顯示;過濾器則是根據需要選擇性顯示數據,可以從多個品種中選擇性地顯示幾個品種,也可以選擇顯示個別機臺的數據。
2 異常單錠顯示分析
USTER 專家系統可以分品種、分機臺、分班組統計和實時采集電子清紗器的數據,包括NSLT、FD、YF、YB、YJ、C、CC 等所有的切割類型數據,并將異常數據標紅顯示,方便管理人員查看與分析。例如在錠位切割異常顯示圖上顯示FD 切割次數過高,一般會認定為電子清紗器檢測頭故障,需要更換,以有效精準地指導生產維護和修理。
專家系統還可以篩選出效率較低的單錠,按照班次分機臺進行統計顯示,以方便檢查考核。通過相關因素自定義表格,對效率過低的原因進行分析,如在USTER 專家系統錠位生產圖中,進行了以下生產管理分析。
YJ 切割。專家系統錠位生產圖顯示JW01 序號自動絡筒機第50 錠,兩個班次YJ 過高。分析原因:一是空氣捻接器故障,導致接頭不良;二是自動絡筒機部分錠接頭成功后存在辮子紗,造成YJ 切割。
鎖定時間。錠位生產圖顯示JW01 序號自動絡筒機第50 錠有一個班次鎖定時間0.7 h。當紗線指標超限后,系統會將單錠鎖定,此時需要操作工剔除鎖定的管紗,并復位電子清紗器。從鎖定0.7 h 這項數據分析,可以判定操作工巡回不及時或者巡回不認真,從而發現管理中的問題。
捻接時間。錠位生產圖中顯示JW01 序號自動絡筒機第06 錠、第59 錠、第60 錠都存在捻接時間過長的問題,而相應的YJ 切割并不高;由此可以分析判斷,捻接時間長并非是結頭不良,而是缺管紗導致接頭動作不能完成,進一步分析捻接時間長的單錠位于設備頭尾兩端,因此分析判斷應為自動絡筒機托盤行走通道不順暢或者管紗處理機構擁堵,造成供應不足。
3 紗疵分級
十萬米紗疵數量是紗線的重要指標之一,直接影響后道布面效果。通過USTER 專家系統的采集與統計功能,能夠查看紗線的紗疵分布情況,具有離線十萬米紗疵儀的主要功能和作用。USTER 專家系統可以做到實時采集,采集的紗疵數據量大,能在線反映紗線的實際質量情況。可以完成同機臺、同品種長時間的對比,也可以實現機臺與機臺之間數據的對比。
尤其針對細絡聯設備,利用細紗機與自動絡筒機一一對應的特性,可以根據紗疵數量的變化情況分析細紗設備的運行狀態,跟蹤細紗專件器材的使用情況,更合理地確定膠輥膠圈、鋼領鋼絲圈等細紗專件器材的運行狀態及管理情況。如通過數據項目欄,選取顯示JC/T 60/40 14.6 tex 混紡集聚紗的A0、A1、A2、B1 等小紗疵,觀察各紗疵在選定時間段的變化情況,以此為基礎進行進一步分析。
4 工藝優化效果跟蹤
生產過程中的工藝優化、成紗質量改善并非只有通過條干等指標才能直觀地反映出來,尤其小樣跟蹤試驗的結果不同于全面生產的質量。利用USTER 電子清紗器,通過專家系統可以更方便地跟蹤工藝優化效果。以JC/T 60/40 14.6 tex混紡集聚紗在并條工序進行的工藝優化進行介紹。
4.1 原棉指標與工藝流程
HVI 和AFIS 儀器檢測的原棉指標:主體長度28.57 mm,馬克隆值4.32,AFIS 短絨率5.9%,AFIS 棉 結286.6 粒/g,強 度2.86 cN/dtex,含 雜率1.45%。工藝流程如下。
棉:JWF1012 型往復抓棉機→TF27 型橋式磁鐵→JWF0001 型多功能分離器→FA103B 型雙軸流開棉機→JWF1026-160(10)型多倉混棉機+JWF1124C-160 型開棉機→JWF0016C 型異纖分檢機→JWF1054 型除微塵機→119A 型火星探除器→TF2201 型三通配棉器→JWF1204B-120 型梳棉機+TF2513 型圈條器→JWF1310 型并條機→JWF1383 型條并卷聯合機→JWF1278 型精梳機
滌:JWF1009-230 型往復抓棉機→FT225A型強力磁鐵→FT245F 型輸棉風機→AMP3000v5-p 型金屬火星重物三合一探除器→AFT222F+JWF1031-160 型六倉混棉機→FA055-160 型凝棉器→JWF1115-160 型清棉機→FT240F 型輸棉風機→119AⅡ-P 型金火探除器→FT221B 型雙陸分配器→JWF1173 型棉箱+FT028 型自調勻整器+JWF1211 型梳棉機+FT209A 型圈條器→JWF1310 型并條機
棉精梳條+滌預并條:JWF1312B 型并條機(三道)→JWF1418A 型自動落紗粗紗機→JWF9562A 型粗細聯輸送系統→JWF1562E 型細紗機→JWG1005 SMARO-E 型自動絡筒機
4.2 質量分析
通過USTER 專家系統遠程查看電子清紗器切割數據,并條工序工藝優化前的切割數據及Q數據如圖1 和圖2 所示。
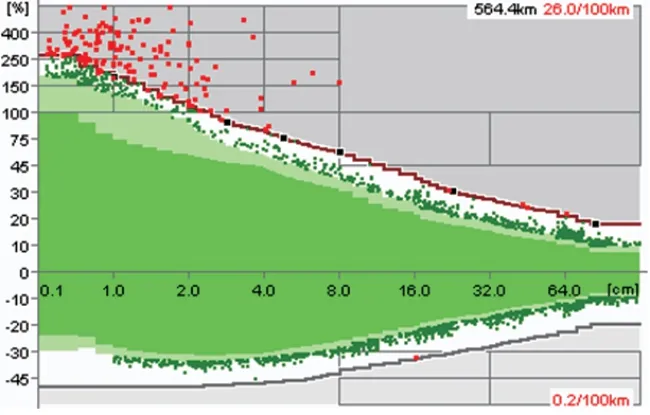
圖1 并條工序工藝優化前紗體圖

圖2 并條工序工藝優化前Q 數據圖
圖1 顯示了并條工序工藝優化前的紗體圖,十萬米疵點切割數為26 次。圖2 為Q 數據,十萬米疵點數A1+A2+B1+B2+C1+C2+D1 為197.8 個,經清紗后以上疵點保留數為186.1 個。十萬米有害紗疵A3+A4+B3+B4+C3+C4+D2+D3+D4 為14.4 個,對照GB/T 5324—2009《精梳滌棉混紡本色紗線》(以下簡稱GB/T 5324—2009)優等紗指標十萬米疵點10 個還存在一定差距。分析后我們認為并條工序工藝特別是出條速度對紗疵的影響較大,需進一步優化并條工藝。
4.3 工藝優化
并條工序中,作為最末道的混三并并條定量由23 g/5 m 增加到29 g/5 m,出條速度由400 m/min 降到320 m/min,在并條產能和供應量基本保持不變的條件下,通過降低末道混三并并條出條速度,增加并條定量,優化紡紗并、粗、細工序牽伸能力分配,以觀察工藝優化效果,特別是條干、紗疵等質量及生產效率的實際效果。
4.4 質量跟蹤效果
并條工序工藝優化后的切割數據及Q 數據如圖3 和圖4 所示。

圖3 并條工序工藝優化后紗體圖

圖4 并條工序工藝優化后Q 數據圖
圖3 顯示十萬米疵點切割數為24 次。圖4 顯示十萬米疵點數A1+A2+B1+B2+C1 為188.2個,經清紗后以上十萬米疵點保留數為176.5 個。十萬米有害紗疵A3+A4+B3+B4+C3+C4+D2+D3+D4 為10.3 個,基本達到GB/T 5324—2009 優等紗指標十萬米疵點10 個指標。
管紗各項質量指標也達到較好水平:條干CV值11.73%,條干CVb 2.0%,毛羽H值2.77,-40% 細 節39.8 個/km,+35% 粗 節121.5 個/km,+140%棉結62.3個/km,-50%細節0 個/km,+50%粗節5.3 個/km,+200%棉結10.8個/km。
并條工序主要工藝參數經過工藝優化后,小疵點總量減少4.85%,在清紗曲線不做調整的前提下,十萬米切疵數減少2 次,減少了筒紗結頭數量,提高了生產效率。經清紗后保留的小疵點數量減少5.16%,十萬米九級有害紗疵減少28.47%,并達到GB/T 5324—2009 優等紗指標,有效提高了筒紗質量,有利于改善布面效果。
并條工序中,并條定量和出條速度是影響產量、質量的兩大重要工藝參數。從本案例工藝優化實踐分析,在確保并條產能和供應量基本保持不變的前提下,在JC/T 60/40 14.6 tex 混紡集聚紗品種上,出條速度較并條定量對最終成紗質量的影響更大。通過適當降低出條速度,適量增加并條定量,在維系并條產能和供應量基本保持不變的情況下,收到了良好的技術經濟效果。
5 生產系統原料變化的質量趨勢分析
通過USTER 專家系統,能有效評判及分析紡紗生產中原料變化與成紗質量的變化趨勢,以有效把握產品質量趨勢,同時也能進一步優化原料選配及指導原料采購。表1 為JC/T 60/40 14.6 tex 混紡集聚紗品種原棉主要質量指標的月平均匯總表,其中棉結和短絨率均為AFIS 檢測,其余為HVI 檢測。圖5~圖7 分別為相應時間段通過USTER 專家系統顯示出的成紗主要質量指標的變化情況。

圖6 成紗IP 變化趨勢圖

圖7 成紗NSL 變化趨勢圖
從USTER 專家系統成紗條干CV、IP、NSL質量指標的變化趨勢圖分析,在2019 年1 月~6月生產階段中,1 月份、2 月份及6 月份成紗條干CV、IP、NSL 質量指標的波動變化相對較大,成紗條干CV、IP、NSL 各質量指標的絕對數值也偏高,體現出產品質量差異性與波動性較大。從生產體系追溯及分析原料配棉質量指標,可以看出1 月份、2 月份原料配棉中原棉平均短絨率偏高,2月份原棉平均馬克隆值偏高,6 月份原棉平均AFIS 棉結偏高,因而對生產體系產生影響。圖5~圖7 中顯示,成紗條干CV數值上升,IP、NSL 紗疵總數增多,體現為質量指標的絕對數值和波動變化有所增加。
通過USTER 專家系統與原料相關主要質量比較,進行長期質量趨勢分析,可找出批次之間的質量差異與波動。對于生產過程中的配棉變化、工藝變化等結果可以很直觀地在報告中顯示,利于總結、優化生產工藝。對用戶反饋的批次品種有異議時,還可以進行有效質量追溯。同時,成紗條干CV、IP、NSL 質量指標的變化趨勢圖可為原料配棉、選配和原料采購提供參考。
6 結語
在國產自動絡筒機上采用USTER Quantum Experts3 型專家系統是一項重要的智能化管理手段,實現了絡筒生產的實時監控、大數據采集與分析、質量的追蹤與指導、推送生產異常信息并指導質量控制,能夠完成繁雜的數據統計與分析工作,有效提高紡紗企業的生產管理及生產效率,穩定和提高產品質量,利于進一步提升智能紡紗工廠數字化和智能化能力。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
