塔設(shè)備人孔接管與筒體插入式角接接頭常規(guī)超聲檢測(cè)
2021-03-09 09:42:12游芹
新型工業(yè)化 2021年1期
游芹
(四川佳誠(chéng)油氣管道質(zhì)量檢測(cè)有限公司,四川 成都 610213)
0 引言
承壓設(shè)備接管與筒體插入式角接接頭在筒體上加工坡口,接頭形式屬于角接接頭,焊縫形式屬于對(duì)接焊縫。按NB/T 47013.3-2015標(biāo)準(zhǔn)《承壓設(shè)備無(wú)損檢測(cè) 第3部分:超聲檢測(cè)》[1]6.3條分類,屬于Ⅰ型焊接接頭,適用于筒體直徑大于等于500mm且內(nèi)外徑之比大于等于70%,接管公稱直徑大于等于80mm的工件,檢測(cè)技術(shù)等級(jí)按NB/T 47013.3-2015標(biāo)準(zhǔn)6.3.2條分為A、B、C三個(gè)等級(jí),一般執(zhí)行B級(jí)檢測(cè)技術(shù)。人孔接管由于直徑較大,應(yīng)執(zhí)行NB/T 47013.3-2015標(biāo)準(zhǔn)附錄L和附錄N的規(guī)定。
一塔設(shè)備人孔接管角接接頭筒體規(guī)格為Di3000×96,接管規(guī)格為φ813×168,坡口形式為K型,筒體內(nèi)側(cè)焊縫寬度30mm,筒體外側(cè)焊縫寬度70mm。本文給出塔設(shè)備人孔接管與筒體插入式角接接頭常規(guī)超聲檢測(cè)工藝要點(diǎn),分析其可能存在的檢測(cè)盲區(qū),并針對(duì)上述具體工件解析參數(shù)選擇原則和盲區(qū)范圍[1]。
1 檢測(cè)人員
按照NB/T 47013.1-2015標(biāo)準(zhǔn)《承壓設(shè)備無(wú)損檢測(cè)第1部分:通用要求》[2],超聲檢測(cè)人員應(yīng)持有特種設(shè)備無(wú)損檢測(cè)人員超聲檢測(cè)Ⅱ級(jí)及Ⅱ級(jí)以上資格,具備Ⅱ級(jí)持證后三年以上工作經(jīng)歷,未經(jīng)矯正或經(jīng)矯正的近距視力和遠(yuǎn)距視力應(yīng)不低于4.8。
2 檢測(cè)技術(shù)等級(jí)
按相關(guān)技術(shù)規(guī)范和NB/T 47013.3-2015標(biāo)準(zhǔn)6.3.2條規(guī)定,采用B級(jí)檢測(cè)技術(shù)。
3 檢測(cè)設(shè)備
使用A型脈沖反射式數(shù)字式超聲波探傷儀。儀器可依據(jù)探頭在試塊上實(shí)測(cè)的數(shù)據(jù)自動(dòng)繪制距離-波幅曲線,可存儲(chǔ)一定數(shù)量的靜態(tài)圖像。
4 耦合劑
從透聲性、粘滯性、流動(dòng)性、使用方便性考慮,選用TM-100醫(yī)用超聲耦合劑。調(diào)試儀器與現(xiàn)場(chǎng)檢測(cè)使用同一種耦合劑。
5 試塊
CSK-ⅠA標(biāo)準(zhǔn)試塊用于測(cè)定探傷儀和探頭系統(tǒng)性能,調(diào)節(jié)和校準(zhǔn)儀器,調(diào)節(jié)儀器時(shí)基線,測(cè)定探頭前沿和K值。CSK-ⅡA和CSK-ⅣA對(duì)比試塊用于測(cè)定探頭K值和制作距離-波幅曲線。不同工件厚度使用的試塊規(guī)格見表1。

表1 不同工件厚度選用的試塊規(guī)格
6 探頭
B級(jí)檢測(cè)技術(shù)需要兩個(gè)不同K值橫波斜探頭和一個(gè)縱波直探頭。考慮到接管內(nèi)表面有一定幅度,為利于耦合,宜選用直徑較小的直探頭。針對(duì)該工件,探頭規(guī)格如下:2.5PK1 13×13;2.5PK1.5 13×13;2.5MHzΦ14直探頭。兩個(gè)不同K值探頭折射角相差11.3°。
7 檢測(cè)面
確定三個(gè)檢測(cè)面,筒體外表面A面、筒體內(nèi)表面B面、接管內(nèi)表面C面。檢測(cè)面示意圖見圖1,不同檢測(cè)面使用的探頭數(shù)量及類型見表2。

圖1 檢測(cè)面示意圖

表2 不同檢測(cè)面使用的探頭類型、規(guī)格及數(shù)量
8 檢測(cè)區(qū)域
檢測(cè)區(qū)的寬度應(yīng)是焊縫本身再加上焊縫熔合線外10mm。
9 掃查方式
不同檢測(cè)面不同探頭位置示意見圖2。

圖2 不同掃查位置示意圖
筒體外表面(A面)位置a使用2.5PK1 13×13和2.5PK1.5 13×13采用直射波和一次反射波掃查。探頭前后移動(dòng)最小距離按式(1)計(jì)算。

式中:S1代表探頭前后移動(dòng)最小距離,mm;T1代表筒體壁厚,mm;K代表斜探頭折射角正切值。
筒體外表面(A面)位置x、位置y使用2.5PK1 13×13和2.5PK1.5 13×13采用直射波和一次反射波作45°斜向掃查。聲束方向與順時(shí)針方向夾角45°掃查一次(x位置),聲束方向與逆時(shí)針方向夾角45°掃查一次(y位置)。探頭沿45°方向前后最小移動(dòng)距離按式(2)計(jì)算。

式中:S2代表探頭前后移動(dòng)最小距離,mm;T1代表筒體壁厚,mm;K代表斜探頭折射角正切值。
筒體內(nèi)表面(B面)位置b使用2.5PK1 13×13和2.5PK1.5 13×13采用直射波和一次反射波掃查。探頭前后移動(dòng)最小距離按式(1)計(jì)算。
筒體內(nèi)表面(B面)位置w、位置z使用2.5PK1 13×13和2.5PK1.5 13×13采用直射波和一次反射波作45°斜向掃查。聲束方向與順時(shí)針方向夾角45°掃查一次(w位置),聲束方向與逆時(shí)針方向夾角45°掃查一次(z位置)。探頭沿45°方向前后最小移動(dòng)距離按式(2)計(jì)算。
接管內(nèi)壁(C面)位置d位置e使用2.5PK1 13×13采用直射波掃查。探頭前后移動(dòng)最小距離按式(3)計(jì)算。

式中:S3代表探頭前后移動(dòng)最小距離,mm;T2代表接管壁厚,mm;k代表焊縫最大寬度,mm;K代表斜探頭折射角正切值。
接管內(nèi)壁使用2.5MHz Φ14直探頭采用縱波掃查。探頭上下移動(dòng)最小距離不小于筒體壁厚。
10 探頭移動(dòng)區(qū)打磨寬度
橫波斜探頭檢測(cè),探頭置于筒體外側(cè)(A面)和筒體內(nèi)側(cè)(B面)時(shí),工件厚度即筒體厚度,探頭移動(dòng)區(qū)寬度按1.25P計(jì)算。P值由式(4)確定。

式中:P代表探頭移動(dòng)區(qū),mm;T代表壁厚,mm;K代表斜探頭折射角正切值。
探頭置于接管內(nèi)側(cè)(C面)時(shí),超聲聲束先經(jīng)過工件再進(jìn)入焊縫,由于檢測(cè)對(duì)象是焊縫,工件厚度為焊縫寬度加接管厚度,探頭移動(dòng)區(qū)寬度按0.75P計(jì)算。
探頭置于A面、B面,筒體厚度為96mm,取最大K值1.5,按1.25P計(jì)算值為360mm。探頭置于C面,工件厚度為焊縫寬度70mm加接管厚度168mm,即工件厚度為238mm,K值為1,按0.75P計(jì)算值為357mm。考慮還要檢測(cè)熱影響區(qū),以及探頭自身尺寸,計(jì)算值向上圓整后的探頭移動(dòng)區(qū)寬度見表3。

表3 不同檢測(cè)面探頭移動(dòng)區(qū)寬度
11 距離-波幅曲線靈敏度選擇
斜探頭或直探頭檢測(cè)的評(píng)定線、定量線、判廢線靈敏度見表4。檢測(cè)和評(píng)定橫向缺陷時(shí),應(yīng)將各線靈敏度提高6dB。

表4 距離-波幅曲線的靈敏度
12 檢測(cè)盲區(qū)
當(dāng)探頭置于位置d,圖3,超聲波從n點(diǎn)位置進(jìn)入焊縫,與焊縫熔合線相交于P點(diǎn),聲束可以掃查到np以下部分,圖中陰影部分不能被掃查到。當(dāng)斜探頭置于位置e極端位置時(shí),圖4,超聲波從m點(diǎn)進(jìn)入焊縫,與焊縫熔合線相交于o點(diǎn),聲束可以掃查到mo以上部分。圖中陰影部分不能被掃查到。e位置不能掃查的深度值按式(5)計(jì)算。

式中:H代表聲束不能掃查深度,mm;T2代表接管壁厚,mm;K代表斜探頭折射角正切值。

圖3 d位置盲區(qū)示意圖

圖4 e位置盲區(qū)示意圖
當(dāng)KT2≥T1時(shí),聲束不能掃查到焊縫,則位置e的檢測(cè)不能實(shí)施。人孔接管厚度為168mm,探頭K值為1,KT2=168mm,大于筒體厚度96mm,不能實(shí)施檢測(cè),如圖5。

圖5 厚度96mm筒體、厚度168mm接管K1探頭e位置盲區(qū)示意圖
13 校準(zhǔn)與復(fù)核
儀器、探頭、儀器和探頭系統(tǒng)的校準(zhǔn)復(fù)核及時(shí)機(jī)詳見表5。
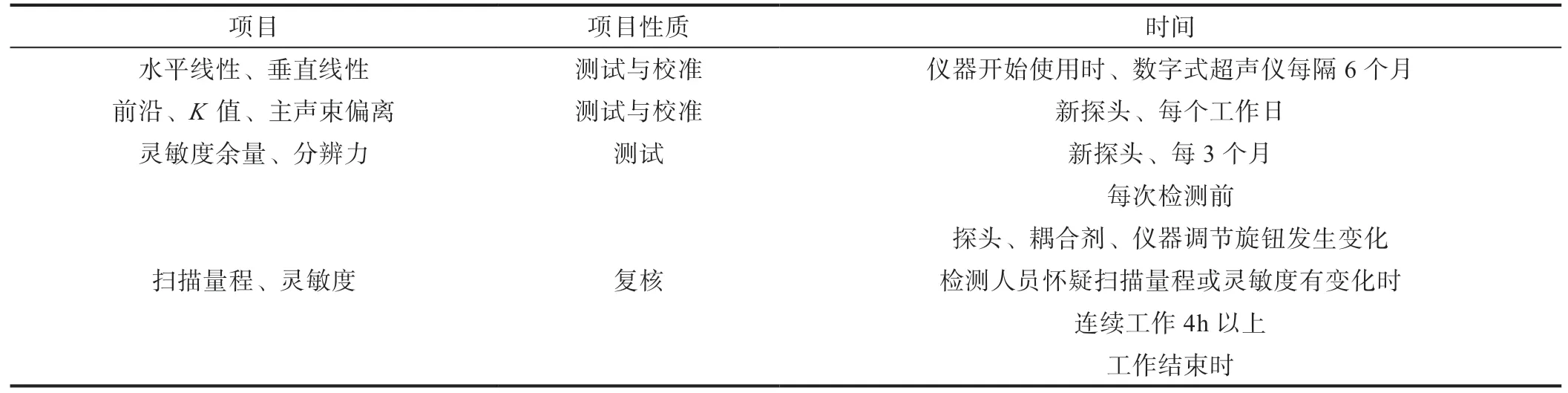
表5 儀器、探頭、儀器和探頭系統(tǒng)的校準(zhǔn)與復(fù)核
14 小結(jié)
按標(biāo)準(zhǔn)規(guī)定,應(yīng)從三個(gè)檢測(cè)面,使用兩種K值橫波斜探頭、一種縱波直探頭,采用15種掃查方式進(jìn)行檢測(cè)。直探頭尺寸選擇及斜探頭楔塊形狀應(yīng)考慮曲面的耦合狀況,兩種K值探頭角度相差應(yīng)大于10°。
由于結(jié)構(gòu)尺寸原因,位置d和位置e都存在檢測(cè)盲區(qū)。在筒體內(nèi)壁檢測(cè)時(shí),由于檢測(cè)對(duì)象為焊縫,工件厚度應(yīng)按接管厚度加焊縫寬度計(jì)算。C面橫波斜射檢測(cè)時(shí),用于計(jì)算的工件厚度大于B級(jí)技術(shù)條件的厚度范圍,實(shí)際檢測(cè)時(shí)可按C級(jí)檢測(cè)技術(shù)條件選擇對(duì)比試塊和靈敏度。探頭數(shù)量仍按B級(jí)技術(shù)要求[2]。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12