鏈板輸送機拐點“變速效應”損紙初探
2021-03-09 09:32:06龍梁歐文王釗
中國造紙 2021年1期
關鍵詞:效應
龍 梁 歐 文 王 釗
(長沙長泰智能裝備有限公司,湖南長沙,410117)
鏈板輸送機具有結構簡單、承載能力強、維護方便等優點,在造紙行業得到廣泛應用,但由于鏈板輸送機自身的一些固有特性,決定了其在輸送紙卷過程中會對紙卷表面產生不同程度的損傷,又稱為“輸送損紙”,常見的損傷有擦痕、褶皺(包括死紋和活紋)、破損等(見圖1)。隨著市場的發展,紙卷用戶對紙卷外觀由過去的對“輸送損紙”的默許變為既不接受紙卷表層破損,也不允許表層出現輕微褶皺,造紙企業在成品紙卷出售后一旦出現“輸送損紙”往往只能采取降低等級、價格打折甚至退貨來處理,從而造成較大的經濟損失和信譽損傷,為減輕或避免出現“輸送損紙”,造紙企業往往會對鏈板輸送機供應商提出降低損紙甚至不允許出現“輸送損紙”的要求。由于相關行業內缺乏對鏈板輸送機“輸送損紙”的基礎研究,對鏈板輸送機“輸送損紙”缺乏共識,造成鏈板輸送機供應商在面對造紙廠家提出的難以實現的整改要求時,被迫開展大量無效的改進工作,造成不必要的浪費。為此,本文提出了鏈板輸送機拐點“變速效應”的概念,并對拐點“變速效應”導致“輸送損紙”的過程進行具體分析,以明確鏈板輸送機在紙卷輸送過程中,特別是在相鄰鏈板輸送機之間的過渡區域出現某些類型的“輸送損紙”是不可避免的,同時也為行業內分析鏈板輸送機在輸送紙卷過程中產生“輸送損紙”提供支持。
1 鏈板輸送機結構
造紙企業常用的鏈板輸送機(結構見圖2),主要由機架(頭架、尾架、中間架)、軌道、輸送鏈板(含頂板)、減速電機等組成。通常情況下紙卷自然擺放在輸送鏈板頂板上,并隨鏈板的運動而向前輸送,在實際輸送紙卷過程中,一般是多臺鏈板輸送機首尾相連構成一套紙卷鏈板輸送線,并在對接的2臺輸送機之間設有過渡輥(見圖3)或其他過渡裝置[1-2]。
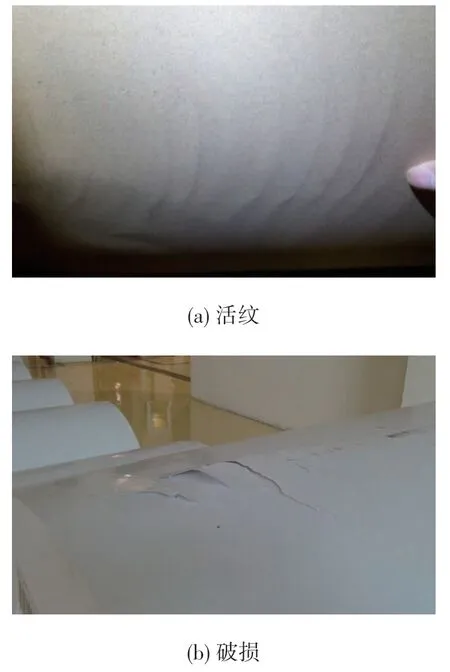
圖1 常見輸送損紙紙病Fig.1 Common kinds of paper damage
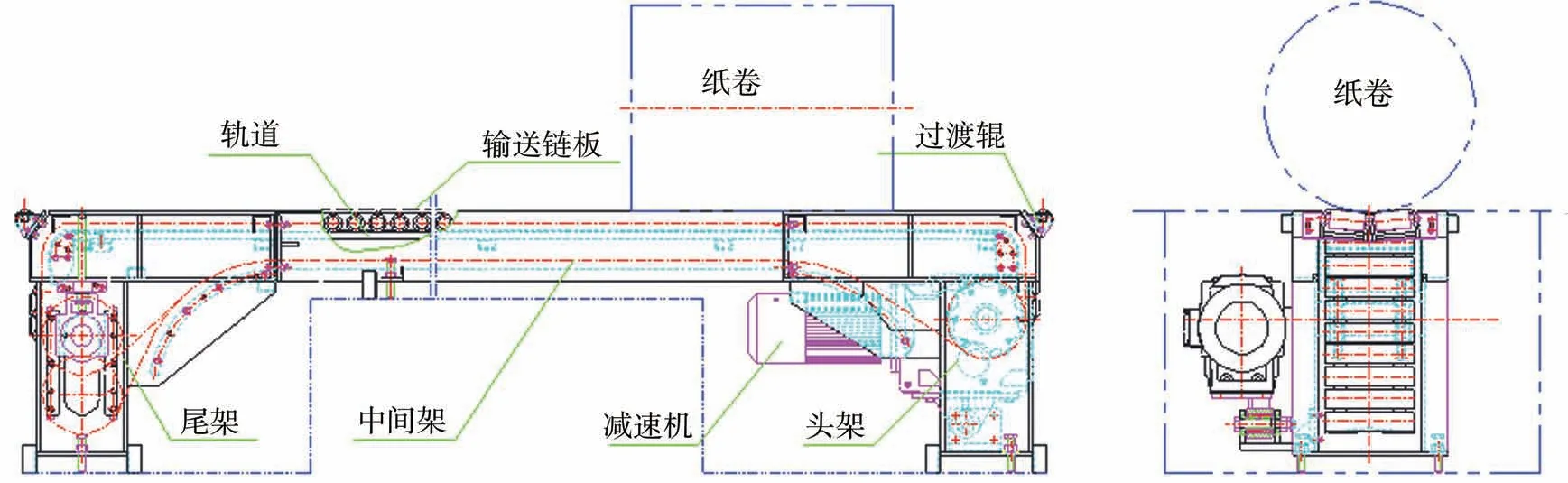
圖2 鏈板輸送機結構簡圖Fig.2 Structural sketch of slat conveyor
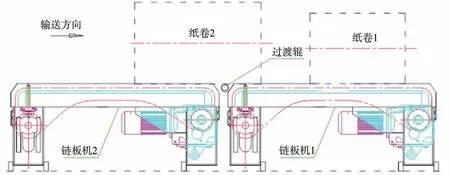
圖3 鏈板輸送機運紙示意圖Fig.3 Paper rolls conveyed by slat conveyors
2 拐點“變速效應”
2.1 拐點“變速效應”的概念
圖4 為一種型號的鏈板輸送機尾部示意圖,圖4中點a、b、c、d對應鏈板輸送機導軌面上的4 個點,其中ab段為直線,bc段為圓弧,cd段為直線,點b和點c為拐點;點P1、P2、P3、P4 對應鏈板輸送機鏈節的滾輪中心;點O1為導軌圓弧段的中心,點O2為鏈節P2P3 的瞬心。假設鏈板輸送機的鏈節頂板以24 m/min的速度沿導軌面輸送紙卷,當某一鏈節的兩個滾輪都在ab段時鏈板做平動,對應鏈節頂板的線速度為24 m/min;當前滾輪通過b點時鏈節開始做變心轉動,其線速度由24 m/min 逐漸上升到31.75 m/min(指鏈節頂板輸送面上距瞬心最遠點的速度,下同);當后滾輪通過b點時,鏈節做定心轉動,其線速度為31.75 m/min;當前輪通過c點時,鏈節又開始做變心轉動,其線速度由31.75 m/min逐漸下降到24 m/min;當后滾輪通過c點時,鏈節又開始做平動,其線速度變為24 m/min。由此可見,每當滾輪通過導軌的拐點(導軌面由直線變化為圓弧或圓弧變化為直線)時,鏈節頂板表面的線速度均會發生改變,該現象即為本文所稱的拐點“變速效應”。
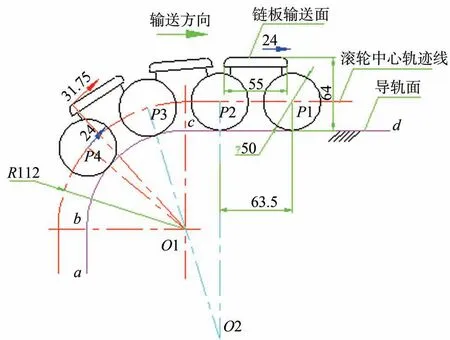
圖4 拐點“變速效應”示意圖Fig.4 Schematic diagram of inflection-point-speed-changeeffect
2.2 損紙原理
2.2.1 紙卷塌陷變形與凸出變形
放置于地面上的紙卷在自身重力的作用下,紙卷與地面接觸部分會有不同程度的塌陷變形(見圖5(a)),變形量與紙卷質量、規格以及紙卷松緊程度有關,對于生活用紙變形量可達50 mm,而對于其他常規紙種其變形量約為1~5 mm 不等。當紙卷騎跨于2臺鏈板輸送機之間時(見圖5(b)),紙卷受鏈板承托的部分會塌陷,而不受鏈板承托部分則不會塌陷,因此無承托部分相對受承托部分會顯得向下凸出(凸出高度保守測算約1 mm)形成凸出變形,此凸出變形依存于塌陷變形。
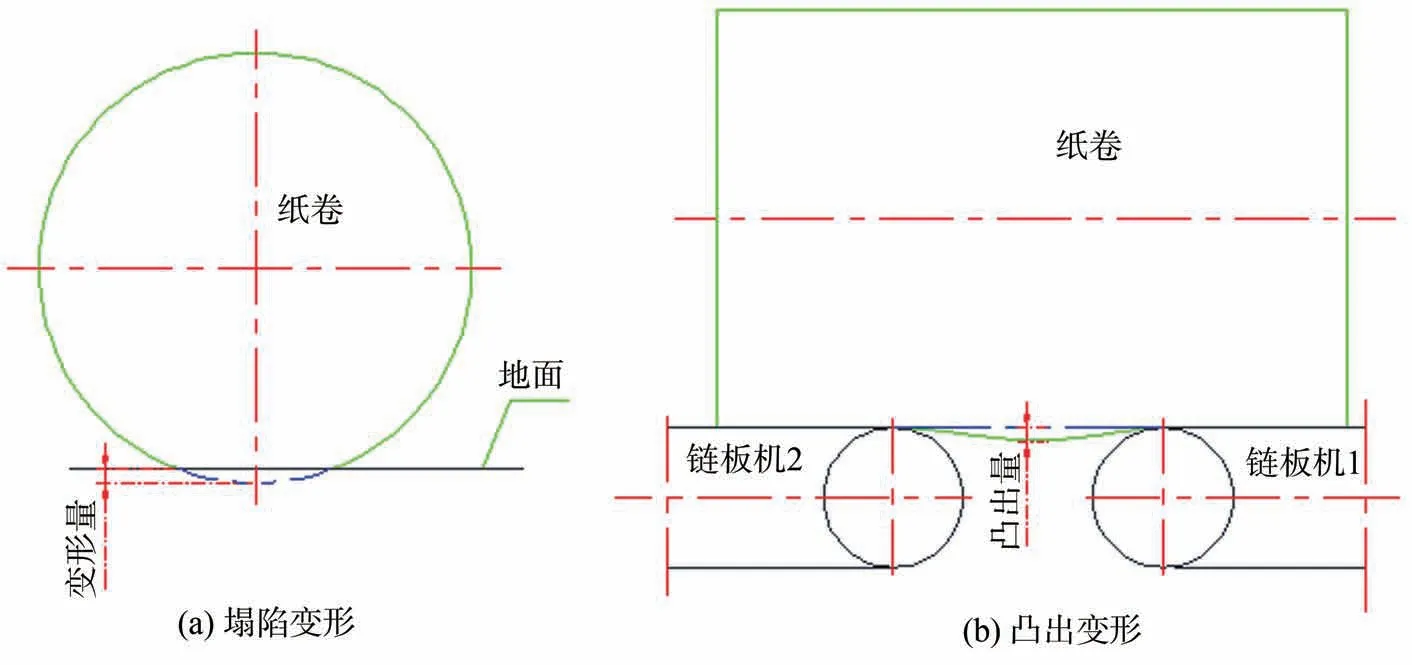
圖5 紙卷變形示意圖Fig.5 Deformation of paper rolls
2.2.2 鏈板與紙卷之間相對滑動
圖6 為某型號鏈板輸送機上其中一節鏈節由導軌圓弧段向水平段運行的過程,在位置①時該鏈節頂板的前棱邊(已倒圓)比輸送機的輸送面低0.8 mm;在位置②時該鏈節的后滾輪剛好經過導軌的拐點;位置③是該鏈節的前滾輪和后滾輪均完全通過拐點后的任意位置。如果紙卷在通過2臺鏈板輸送機之間的過渡區域時不出現如圖5(b)所示的凸出變形,且每節鏈節頂板的高度都完全一致,那么任何鏈節在運行到位置②之前都不會與紙卷接觸。此時假設某個紙卷在圖5(b)狀態下懸空部分的有效凸出變形量也正好為0.8 mm,這意味著每節鏈節運行到位置①就開始與紙卷下表面接觸,而不是等到鏈節運行到位置②才開始接觸(即輸送鏈板提前與紙卷接觸)。根據拐點“變速效應”可知,鏈節在位置①時頂板(前棱邊)的線速度比該鏈板輸送機的輸送速度要快,而紙卷的速度等同于鏈板輸送機的輸送速度,因此該鏈節頂板與紙卷之間存在速度差會產生相對滑動,這種滑動一直持續到該鏈節運行到位置②才結束。對于圖6某型號的鏈板輸送機而言,當輸送速度為24 m/min時,鏈節在位置①與紙卷接觸面(前棱邊)的線速度約為28.30 m/min,該速度水平分量約為28.24 m/min,從位置①到位置②,鏈節頂板(前棱邊)相對紙卷的滑動量約為2.87 mm,表1 給出了不同紙卷變形量對應的相對滑動量(簡化計算值)。
2.2.3 相對滑動引起的后果
如果鏈節頂板與紙卷表層紙張之間的摩擦力小于表層紙張與內層紙張之間的摩擦力,那么鏈節頂板與紙卷之間的相對滑動將發生在紙卷的最外層,此時一般不會出現損紙(除非紙張非常脆),只會在紙卷表面留下擦痕(見圖7);反之,如果鏈節頂板與紙卷表層紙張之間的摩擦力大于表層紙張與內層紙張之間的摩擦力(暫不考慮表層紙張因相對滑動趨勢而產生的拉伸張力),鏈節頂板與紙卷的相對滑動則發生在外層紙張與內層紙張之間,這種紙張之間的相對滑動會導致外層紙張在兩塊頂板之間的空檔處產生隆起(見圖8)。
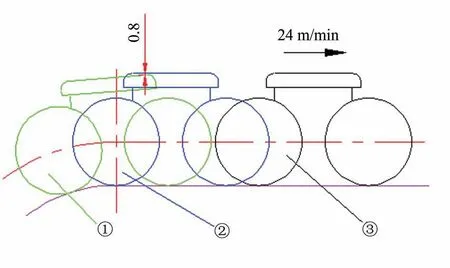
圖6 鏈節在不同位置Fig.6 Chain link at different position
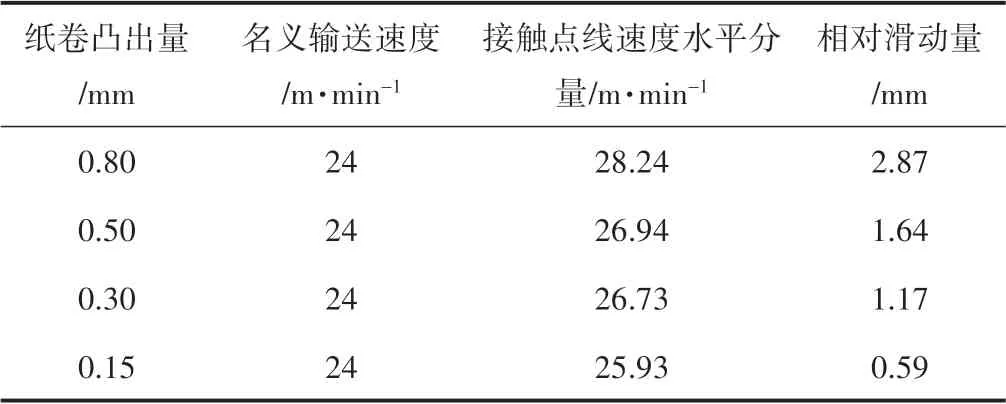
表1 不同變形量對應的相對滑動量Table 1 Slip distance corresponding to the deformation
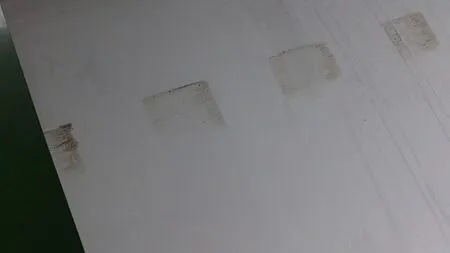
圖7 紙卷上的鏈板擦痕(拖影)Fig.7 Scratches on paper roll caused by chains
紙卷內、外層之間因相對滑動而產生的隆起高度與相對滑動量有關,同時還與紙張的伸長率、滯彈性等因素有關,本文僅考慮相對滑動量的影響。在圖5(b)中,假設紙卷的有效凸出量為0.15 mm,表1 的數據顯示紙張之間將產生0.59 mm的相對滑動量,通過AutoCAD 作圖模擬得出隆起高度約為1.99 mm(見圖9(a));如果有效凸出量為0.30 mm,同樣作圖模擬得出隆起高度則達到2.75 mm(見圖9(b))。由此可見,紙卷即使只產生微小(如0.15 mm)的凸出變形,在拐點“變速效應”的作用下,紙卷表面也有可能產生明顯的隆起,該隆起可能在紙卷表面直接形成死紋,或者先形成活紋然后隨著紙卷經過多臺鏈板輸送機逐漸發展為死紋,造成“輸送損紙”。
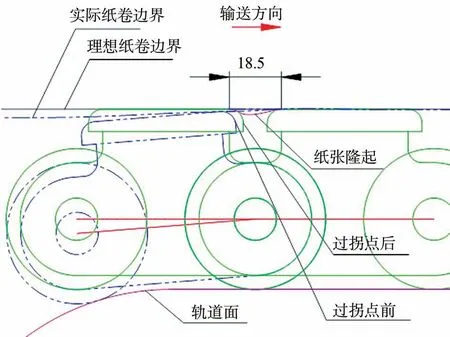
圖8 紙張隆起過程示意圖Fig.8 Process of paper protuberate
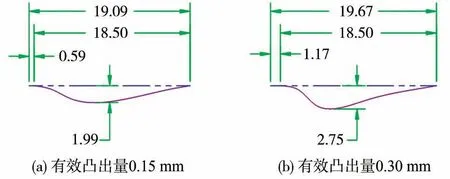
圖9 隆起高度模擬圖Fig.9 Height of paper protuberate by simulation
2.3 拐點“變速效應”的損紙特征
拐點“變速效應”對不同種類的紙卷會產生不同的影響,具體有褶皺、擦痕、破損等。拐點“變速效應”導致紙卷上產生的褶皺,一般具有如下特征。
2.3.1 損紙紋路朝前
當紙卷通過2 臺鏈板輸送機的過渡區域時,紙卷在離開前1 臺鏈板輸送機或者進入后1 臺鏈板輸送機,鏈節頂板在拐點處的速度均比紙卷的速度要快,即鏈節頂板相對紙卷均是向前滑動,由此產生的隆起則呈現向前傾倒的紋路。
褶皺紋路朝前是拐點變速效應引起褶皺的典型特征,與過渡輥碾壓引起的褶皺紋路朝后有著明顯區別。
2.3.2 損紙出現在紙卷兩端
圖10 表示紙卷從左向右輸送,紙卷前端面剛離開拐點一段距離的狀態,并假定鏈節頂板與紙卷表層紙張之間的摩擦力顯著大于表層紙張與內層紙張之間的摩擦力。此時,發生變速的鏈節會帶動表層紙張相對內層紙張向右滑動,由于紙卷前端懸伸部分處于自由狀態(不受鏈板承托),向右滑動的紙張有足夠的退讓空間,因此不會隆起(不考慮自重引起的塌陷)。圖11 為紙卷騎跨在2 臺鏈板輸送機之間的狀態,此時,對于左側輸送機而言,當變速鏈節帶動表層紙張相對內層紙張向右滑動時,該鏈節右側的紙張也是自由狀態(懸空部分不受鏈板承托),滑動的紙張同樣也有足夠的退讓空間(對于常規鏈板輸送機紙卷懸空部分長度約380 mm),因此也不會隆起。但是,對于右側輸送機而言,當變速鏈節帶動表層紙張相對內層紙張向右滑動時,該鏈節右側的紙張受鏈板承托,滑動的紙張失去了退讓空間,只能在2塊頂板之間形成隆起,進而發展為皺紋。與此同時,每形成1個隆起均會使懸空部分的表層紙張被拉伸1次,懸空部分表層紙張的內部張力也隨之增大一些,在形成數個隆起之后,內部張力增大到可以阻礙紙層之間的相對滑動,隆起不再產生,紙卷表面也就不再產生新的皺紋。紙卷繼續向右輸送,當紙卷后端面與左側輸送機脫離接觸時,紙卷內部張力得以釋放,紙層之間的相對滑動重新產生,隆起和皺紋會重新出現。以上過程會反復出現在每臺鏈板輸送機的進出端。
如果2 臺輸送機之間未設置過渡輥或者過渡輥安裝位置過低,紙卷通過時懸空部分較長,由拐點“變速效應”引起的皺紋紋路會較多(一般會出現4~5道)。如果2 臺輸送機之間設置過渡輥且高度合適,紙卷通過時懸空部分會縮短1/2,由拐點“變速效應”引起的皺紋紋路會減少(一般會出現2~3 道)。需要注意的是,使用過渡輥往往會在紙卷表面留下紋路朝后的碾壓皺紋造成另一種形式的損紙,因此是否使用過渡輥需要根據生產需求進行取舍。
以上對紙卷通過2 臺鏈板輸送機過渡區域的過程進行分析,可以得出拐點“變速效應”引起的褶皺主要出現在紙卷兩端的推論。
2.3.3 損紙的隨機性
一般情況下,紙卷由拐點“變速效應”引起的褶皺都是隨機出現,原因主要有3方面。
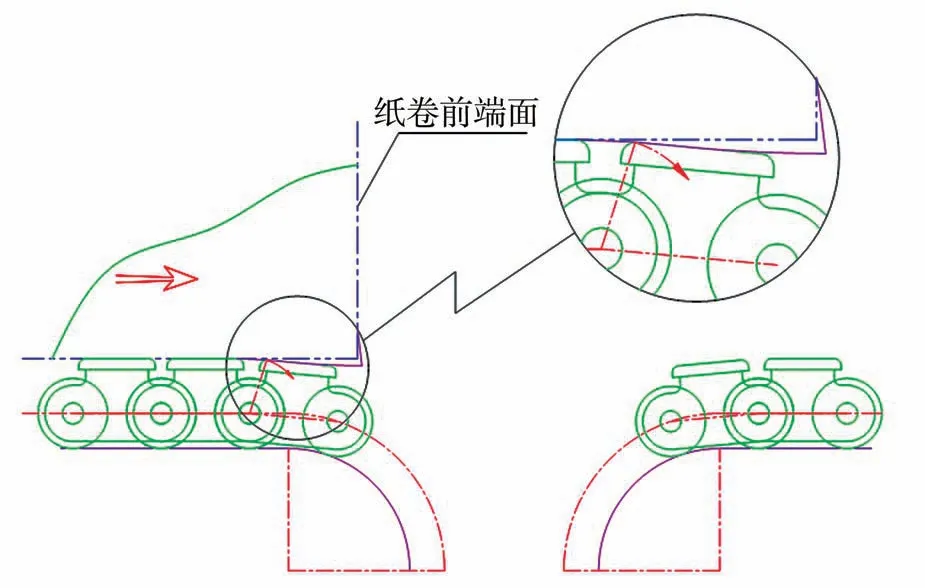
圖10 紙卷開始離開左側輸送機Fig.10 Paper roll begins to leave the left conveyor
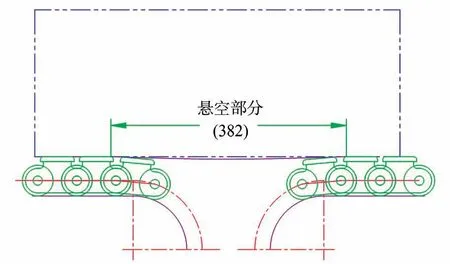
圖11 紙卷騎跨2臺輸送機之間的過渡區示意圖Fig.11 Paper roll across the transition zone between two conveyors
(1)輸送鏈板制造精度較低導致相鄰鏈板之間存在高度差。當騎跨在2臺鏈板輸送機過渡區的紙卷塌陷變形量很微小時,拐點“變速效應”導致的紙卷與鏈節頂板之間的滑動不足以產生褶皺,但是由于相鄰鏈節頂板的高度存在制造偏差(偏差一般為±0.5 mm),較高的頂板會在圖6所示位置②之前提前更多時間與紙卷接觸,紙卷與鏈節頂板的相對滑動量變大,加劇拐點“變速效應”的后果,從而導致褶皺產生。考慮到較高鏈節頂板在輸送機上出現的位置不確定,因此紙卷由于鏈節頂板高度偏差加劇拐點“變速效應”而引起的褶皺也是隨機的。
(2)多邊形效應。在鏈傳動中,即使主動鏈輪作等角速度回轉,鏈條前進的瞬時速度也會周期性地由小變大又由大變小,這就是鏈傳動的“多邊形效應”[3]。鏈板輸送機的輸送過程本質上就是鏈傳動,在實際使用中既不能消除“多變形效應”,也無法采用常規方法對多邊形效應進行補償[4],因此常規的鏈板輸送機必然存在多邊形效應。每臺鏈板輸送機在運行時鏈輪的相位各不相同,如果2臺對接鏈板輸送機鏈輪的相位差接近∮/2(∮為鏈輪上單個鏈節對應的中心角),那么在紙卷通過時,“多邊形效應”會導致紙卷與鏈板之間產生往復性滑動,對于常規鏈板輸送機該往復滑動量最大約0.6 mm,按照上文的分析該滑動量會形成明顯的皺紋。由于“多邊形效應”導致紙卷與鏈板之間產生的往復滑動,約有50%的概率與拐點“變速效應”產生的滑動量相疊加從而加劇褶皺的產生;另有50%的概率使二者之間的滑動量相抵消從而減輕褶皺的產生。考慮到2臺鏈板輸送機的運行相位差為0~∮之間的隨機值,紙卷與鏈節頂板之間是否發生往復滑動以及往復滑動是否疊加均是不確定的,因此紙卷褶皺的出現與否以及出現褶皺的嚴重程度也是不確定的。
(3)紙張的定量或厚度等不均勻。紙張的定量或厚度等不均勻,導致紙張之間摩擦系數不均勻,紙卷在相同條件下輸送時,紙張之間是否產生滑動具有一定隨機性,而且發生滑動后的滑動量也不確定,因此,褶皺的產生在紙卷輸送過程中是隨機的。
2.4 紙卷直徑的影響
上文為便于理解把輸送鏈板的頂板簡化為1 個平面,紙卷橫斷面與鏈節頂板接觸于1個點,而實際上鏈節頂板中部有1 個V 形面,紙卷與鏈節頂板存在2個接觸點,且紙卷與鏈節頂板接觸點的位置隨不同直徑的紙卷有所不同,輸送的紙卷直徑越大,接觸點與滾輪中心線的垂直距離就越接近鏈節頂板頂面相對滾輪中心線的垂直距離,發生拐點“變速效應”時鏈節頂板與紙卷之間的相對滑動量就越接近上文簡化模型下的計算結果。圖12 為直徑分別為500、800、2000 mm 的紙卷放置在輸送機V 形鏈板上,理論接觸點與滾輪中心的垂直距離分別是33.03、34.18、38.75 mm,經計算,接觸點的線速度分別為26.89、27.83、31.55 m/min,該組數值雖然未超過鏈節頂板最高點的線速度31.75 m/min,但是與鏈板輸送機的線速度24 m/min相比仍然較大,即使在實際生產中很少出現直徑為500 mm 小紙卷,其接觸點的線速度26.89 m/min 也比紙卷輸送速度24 m/min 明顯要大,由此可見,無論紙卷直徑大小如何,在使用鏈板輸送過程中均存在拐點“變速效應”的影響。
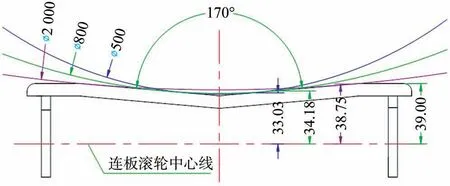
圖12 不同直徑紙卷與鏈板V形面接觸示意圖Fig.12 Paper rolls with different diameters contact with the surface of V-shaped chain
3 結 論
3.1 紙卷在輸送過程中處于相鄰輸送機過渡區域時,即使只產生微小的塌陷變形,在鏈板輸送機拐點“變速效應”的作用下,表層也可能產生較明顯的損紙。
3.2 輸送鏈板制造精度較低致使相鄰鏈板之間存在高度差,會加劇拐點“變速效應”的發生,導致紙卷輸送時損紙。
3.3 鏈傳動產生的“多邊形效應”不但會導致損紙,而且有50%的概率加劇拐點“變速效應”的影響,從而導致損紙的發生。
由于紙卷在輸送過程中必然會產生微小變形、鏈板及頂板的制造精度難于做到零誤差、鏈傳動的“多邊形效應”無法完全消除,因此,紙卷在通過前后2臺鏈板輸送機的過渡區域時拐點“變速效應”引起的損紙是客觀存在的,如果造紙企業出現的損紙現象符合上文描述的特征,那么在排出鏈板輸送機本身可能存在的原因后,不必繼續從設備方面尋求解決方案,而應另辟新徑采取設備之外的措施,比如在紙卷下加墊隔離物、更換包裝紙種類、修改工藝提高紙張之間的摩擦系數等。
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
科學大眾(2020年17期)2020-10-27 02:49:10
紅土地(2018年11期)2018-12-19 05:10:56
意林·全彩Color(2018年9期)2018-11-13 22:49:38
中學物理·高中(2016年12期)2017-04-22 11:53:03
中國衛生(2016年4期)2016-11-12 13:24:14
中國衛生(2014年4期)2014-12-06 05:57:14
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
