銅冶煉陽極板輸送機組的應用實例及評價
2021-03-09 05:51:40左丞
中國金屬通報 2021年22期
左 丞
(江西瑞林裝備有限公司,江西 南昌 330034)
1 設備的研發(fā)與應用分析
1.1 項目簡介
黑龍江紫金銅業(yè)有限公司是紫金礦業(yè)集團銅產(chǎn)業(yè)板塊新增骨干企業(yè),由黑龍江多寶山銅業(yè)股份有限公司作為單一股東,其于2016年7月注冊成立。公司注冊資本8億元、總投資約40億元,新建十五萬噸銅冶煉項目,選址位于富拉爾基區(qū)的金屬新材料產(chǎn)業(yè)園,其主工藝流程選擇“富氧側(cè)吹爐熔池熔煉+底吹連續(xù)吹煉+回轉(zhuǎn)式陽極爐精煉”組成的連續(xù)煉銅工藝。該項目是省政府從全省產(chǎn)業(yè)布局考慮在齊齊哈爾市建設的重點項目,也是齊齊哈爾市發(fā)展十二個產(chǎn)業(yè)重點項目之一。
為此,本研發(fā)項目的一個目的是提出一種用于澆鑄設備與電解設備間的陽極板轉(zhuǎn)運系統(tǒng),該轉(zhuǎn)運系統(tǒng)自動化程度高、生產(chǎn)作業(yè)的效率高、人工成本低以及作業(yè)安全[1]。
1.2 發(fā)展趨勢
目前國內(nèi)尚無針對陽極板進行自動化轉(zhuǎn)運、儲存的專利和應用案例,開發(fā)圓盤澆鑄機與電解陽極整形機組的陽極板轉(zhuǎn)運系統(tǒng)技術和裝備,消除了叉車倒運事故的隱患,降低了人工成本,提高了自動化水平和生產(chǎn)效率,從而增加企業(yè)效益,并在國內(nèi)進行廣泛推廣。
1.3 主要問題
(1)整體布置:在不影響傳統(tǒng)叉車取板和陽極輸送通廊有消防通道橫穿等技術要求下,統(tǒng)籌考慮各設備的布置形式。
(2)輸送線驅(qū)動形式:選用適合速度低和負載大的驅(qū)動形式且驅(qū)動設置的位置需安全可靠。
(3)控制原理:滿足圓盤澆鑄機與陽極機組的同時,生產(chǎn)或錯開生產(chǎn)時,系統(tǒng)運行的控制程序。
(4)轉(zhuǎn)運儲存要求:如何在有限的距離和空間滿足技術要求中儲存一爐銅的要求。
1.4 總體目標
以黑龍江紫金銅業(yè)有限公司為研究對象,開發(fā)陽極板輸送的技術和裝備,消除了叉車倒運事故的隱患,降低了人工成本和安全隱患,從而增加企業(yè)效益,并在國內(nèi)進行推廣。
1.5 市場分析
本項目的實施,將大幅提高陽極板轉(zhuǎn)運的自動化水平,降低人工成本和安全隱患。
(1)減少倒運陽極板叉車的數(shù)量以及叉車班人員。
(2)減少叉車所需的油耗費用。
(3)智能化的控制系統(tǒng),節(jié)省人力并提高生產(chǎn)的效率。
2 設備組成簡介
2.1 火法取料小車
火法作業(yè)時,兩臺取板小車分別從精煉車間雙圓盤澆鑄機水槽內(nèi)提取整垛陽極板,轉(zhuǎn)運至各自對應的轉(zhuǎn)運小車上,陽極板經(jīng)轉(zhuǎn)運小車旋轉(zhuǎn)180°后,取板小車重新從火法區(qū)轉(zhuǎn)運小車上提取陽極板,轉(zhuǎn)運至陽極堆場內(nèi)陽極整形機組接收裝置上。取板小車取板時,掛鉤位于陽極板耳部下方[2],使用液壓升降裝置帶動掛鉤上升,從而提起不少于20塊一垛的陽極板。取板小車的軌道為平地軌道,其不影響叉車正常通行,并且在緊急情況下,人工叉車可替代取板小車從圓盤水槽提取陽極板[3]。小車供電方式為地軌供電,因此,將廠區(qū)電壓降壓至AC36V的安全電壓供電到軌道,在小車從軌道取電后,升壓至所需工作電壓。
取板小車行走部分由減速電機驅(qū)動,提升部分液壓驅(qū)動。該裝置主要由結構鋼和合金鋼制成。
火法取料小車具備以下優(yōu)點:
(1)采取液壓提升,穩(wěn)定性高。
(2)地軌供電,成熟可靠。
(3)采用升降導向裝置,防止小車行走時取板鉤偏擺。
(4)設置鋼絲繩調(diào)整機構,可方便地對鋼絲繩長短進行微調(diào)。

圖1 火法取板小車模型
2.2 火法區(qū)轉(zhuǎn)運小車
1#火法區(qū)轉(zhuǎn)運小車和2#火法區(qū)轉(zhuǎn)運小車完全相同,分別接收來自對應取板小車轉(zhuǎn)運的整垛陽極板,并將陽極板整體旋轉(zhuǎn)180°,以此滿足陽極整形機組中陽極板模面的定位基準。此外,正常情況下,陽極堆場內(nèi)陽極整形機組僅一臺作業(yè)。當1#陽極整形機組作業(yè)時,2#圓盤澆鑄機水槽的陽極板經(jīng)2#取板小車轉(zhuǎn)運至2#火法區(qū)轉(zhuǎn)運小車上,2#火法區(qū)轉(zhuǎn)運小車橫向移動至1#陽極整形機組軸線上,等待1#取板小車將陽極板轉(zhuǎn)運至1#陽極整形機組。
火法區(qū)轉(zhuǎn)運小車的軌道形式為平地軌道,小車供電方式為地軌供電。
該裝置的行走部分和旋轉(zhuǎn)部分均由減速電機驅(qū)動,該裝置主要由結構鋼和合金鋼制成[4]。
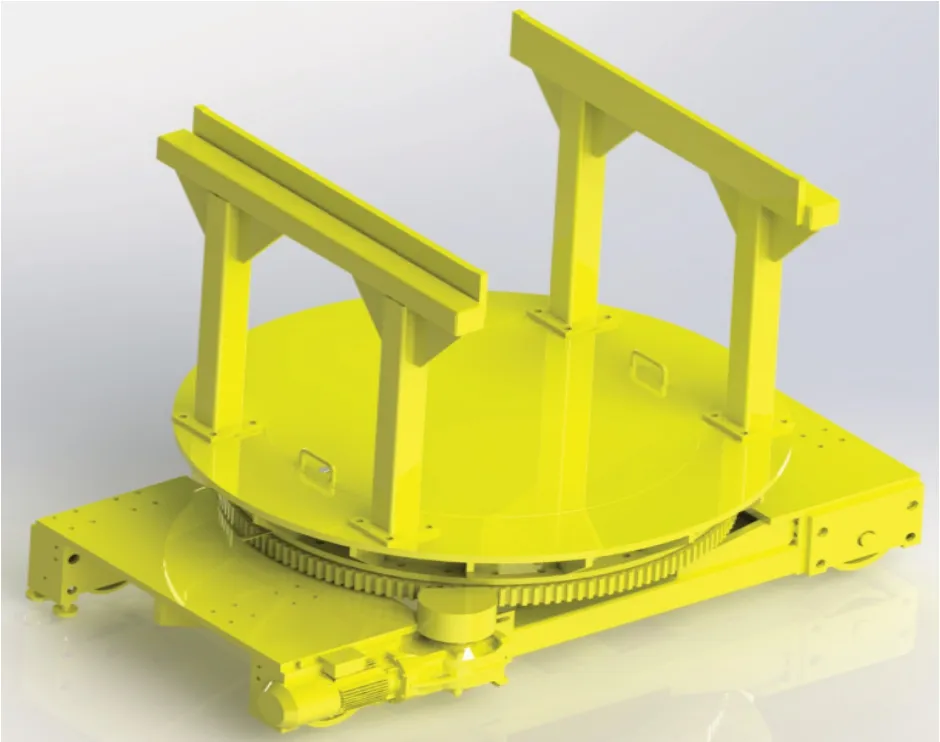
圖2 火法轉(zhuǎn)運小車模型
2.3 電解區(qū)轉(zhuǎn)運小車
電解車間上板作業(yè)時,陽極堆場內(nèi)智能起重機將整垛陽極板放置在1#電解區(qū)轉(zhuǎn)運小車上,該車橫穿廠區(qū)1#路,并且將整垛陽極板轉(zhuǎn)運至過渡存放架,在卸載陽極板后,返回至陽極堆場。2#電解區(qū)轉(zhuǎn)運小車行駛至過渡存放架,過渡存放架將整垛陽極板放置在2#電解區(qū)轉(zhuǎn)運小車,2#電解區(qū)轉(zhuǎn)運小車轉(zhuǎn)運至電解車間接收運輸機上。該裝置由減速電機驅(qū)動,該裝置主要由結構鋼和合金鋼制成。
三臺電解區(qū)轉(zhuǎn)運小車完全相同,小車供電方式為蓄電池供電,并設有自動充電裝置。其軌道形式為平地軌道,并設置有軌道道岔,三臺電解區(qū)轉(zhuǎn)運小車中的2臺小車生產(chǎn)作業(yè)時,另一臺從軌道道岔行駛至另一軌道,連接自動充電裝置進行蓄電池充電。當運行中的小車提示電量不足時,第三臺轉(zhuǎn)運小車開始作業(yè),電量不足的小車進行充電。

圖3 電解區(qū)轉(zhuǎn)運小車模型
2.4 陽極板接受裝置
接收裝置設液壓升降臺、對中裝置和防倒裝置。
自動化作業(yè)時,火法區(qū)取板小車或智能橋式起重機將整垛陽極板放在接收裝置上。在緊急情況下,人工叉車作業(yè)時,叉車將一垛陽極板放在液壓升降臺上,并靠住防倒桿。液壓升降臺的最大工作載荷為12t,最大可裝載20塊垂直緊密排列的陽極板。
裝載完成后,對中裝置將整垛陽極板中心與受板運輸機中心對齊,并降落到受板運輸機鏈條上,陽極板通過受板運輸機鏈條運輸至分片位,進而確保設備連續(xù)作業(yè)。該裝置安裝在受板運輸機尾部,通過液壓驅(qū)動,其由結構鋼和合金鋼制成。
3 結語
目前國內(nèi)圓盤澆注機澆鑄后的陽極板均需叉車進行倒運和堆放,生產(chǎn)線自動化程度較低,人工成本較高。本文根據(jù)項目現(xiàn)場的圓盤澆鑄機與陽極機組的實際布置與業(yè)主的要求,對設備的倒運小車通過地溝敷設加卷筒過渡供電方式,實現(xiàn)現(xiàn)場即可使用陽極輸送機組轉(zhuǎn)運陽極板至陽極機組,也不影響用叉車倒運圓盤澆鑄機剔除的不合格陽極板,從而降低安全隱患,提高生產(chǎn)的效率和自動化的水平,進而增加企業(yè)效益的目標。
