某配重改向滾筒開裂分析及改進(jìn)方法
2021-03-08 02:51:19陳浩
科學(xué)與財(cái)富 2021年5期
陳浩

摘 要:從滾筒結(jié)構(gòu)、加工工藝、材料等方面對(duì)開裂原因進(jìn)行了分析,主要是筒皮鋼材厚度不足,且焊接質(zhì)量不佳導(dǎo)致的應(yīng)力集中,最終在復(fù)雜的交變載荷下產(chǎn)生的疲勞。
關(guān)鍵詞:滾筒;開裂分析;交變應(yīng)力
1情況介紹
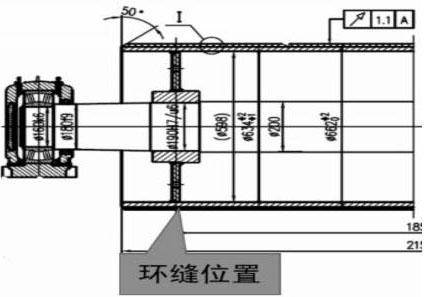
管帶機(jī)配重90度改向滾筒共有2件,使用過程中先后出現(xiàn)筒皮開裂,且開裂情況基本相同。開裂的滾筒型號(hào)為?630*2150膠面改向滾筒,為找出開裂原因,避免系統(tǒng)性風(fēng)險(xiǎn),對(duì)滾筒從設(shè)計(jì)選型、材質(zhì)、制造等面面進(jìn)行分析。
2斷裂原因分析
2.1斷裂具體情況
2.1.1滾筒在運(yùn)行過程中發(fā)出異響,停機(jī)檢查發(fā)現(xiàn)滾筒包膠出現(xiàn)一圈裂口。將開裂處的包膠清除后,發(fā)現(xiàn)筒皮已經(jīng)呈貫穿性開裂。斷裂口距滾筒端部邊緣約150mm。
2.1.2滾筒裂口整體沿筒皮圓周形成環(huán)形,局部地方形成蛇形且存在并列的裂紋和向軸向裂紋。檢查筒皮與接盤之間角焊縫外觀完好,接盤、軸、軸承和軸承座均無異常。
2.2滾筒設(shè)計(jì)情況
2.2.1管帶機(jī)主要技術(shù)參數(shù)為:
額定輸送能力:2000噸/小時(shí);帶寬1850mm;帶速5米/秒;筒皮厚度:18mm
滾筒型號(hào):DTII(A)180B306
2.2.2滾筒受力計(jì)算
Fn=FUmax+2S1=115kN
根據(jù)Fn按照帶式輸送機(jī)設(shè)計(jì)手冊(cè)可查得,DTII(A)180B306型號(hào)滾筒許用合力為160kN,因此所選擇的滾筒型號(hào)能夠滿足使用要求。
2.3滾筒受力特點(diǎn)分析
2.3.1此滾筒為配重改向滾筒,輸送帶對(duì)滾筒包角較小,單位面積所承受的壓強(qiáng)相對(duì)較大,而且輸送帶邊緣長(zhǎng)期在滾筒環(huán)縫處施壓,滾筒除受彎曲力以外還受到剪切應(yīng)力。
2.3.2為提高滾筒包膠與筒皮的附著力,出廠前在改向滾筒表面車削U形槽,槽深1mm。U形槽的設(shè)置一方面造成筒皮減薄,另一方面造成滾筒所受應(yīng)力在局部較為集中。
2.3.3開裂滾筒加工工序如下:
筒皮卷制----中軸與接盤熱裝----軸組件穿入筒皮----兩端環(huán)縫焊接
由于滾筒長(zhǎng)2.15m,受其加工工序的限制,筒體中間位置未設(shè)置支撐,導(dǎo)致其抗彎能力較弱。
滾筒的以上幾個(gè)特點(diǎn),都增加了滾筒開裂的風(fēng)險(xiǎn)。
2.4接盤處焊接質(zhì)量分析
2.4.1焊接工藝
滾筒結(jié)構(gòu)形式見上圖,接盤與筒皮采用焊接連接,從外觀檢查來看,焊接平滑均勻。
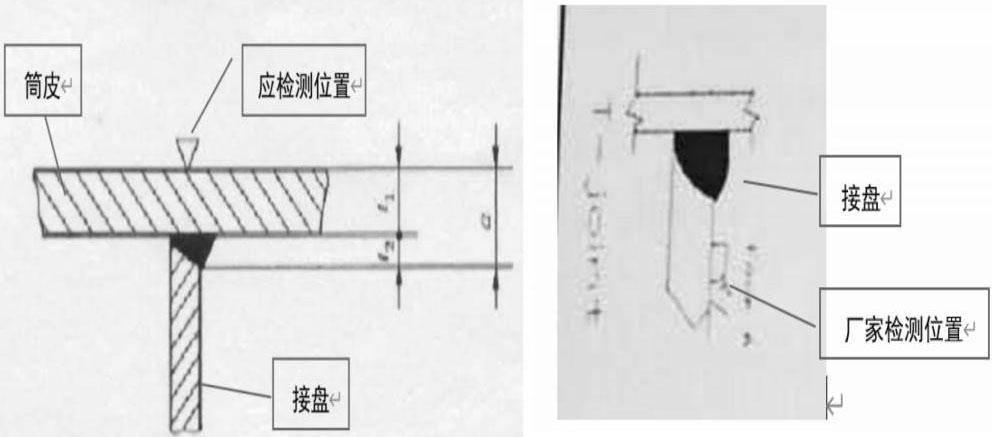
受結(jié)構(gòu)形式和加工工序的限制,接盤與筒皮只能是單邊焊接,且焊接坡口只能在接盤上加工。接盤厚度約20mm,焊接過程中坡口最里側(cè)容易出現(xiàn)焊不透的情況。
根據(jù)GB/T11345和GB/T10595的要求,角焊縫的檢測(cè)位置如下:
而筒體表面為曲面,檢測(cè)存在困難,對(duì)焊縫是否焊透沒有確定的依據(jù),而實(shí)際開裂位置正處于焊縫上方。
2.5對(duì)筒皮厚度進(jìn)行測(cè)量,數(shù)值如下
根據(jù)GB/T10595的要求,筒皮最小壁厚b1應(yīng)符合:
b1》=b-1的要求
設(shè)計(jì)要求名義厚度b=18mm,b-1=17mm
由表可得知筒皮最小壁厚為15.1,遠(yuǎn)不能滿足要求。
3失效原因綜合分析
3.1檢驗(yàn)結(jié)果
3.1.1滾筒設(shè)計(jì)選型滿足相關(guān)標(biāo)準(zhǔn)要求;
3.1.2滾筒筒皮鋼板厚度比設(shè)計(jì)值小2.9mm,筒皮表面車削出深1mm的U形槽,造成滾筒筒皮鋼板厚度嚴(yán)重不足,導(dǎo)致滾筒強(qiáng)度嚴(yán)重下降。
3.2結(jié)論
滾筒材質(zhì)為普通碳鋼,對(duì)熱影響并不敏感,因此滾筒開裂主要是強(qiáng)度不足和焊接質(zhì)量不佳。結(jié)合上面分析,可判斷此滾筒開裂的主要原因是筒皮厚度嚴(yán)重不足,且筒皮與接盤的焊縫未焊透。
4改進(jìn)建議
4.1筒皮卷制前應(yīng)選擇厚度略大于設(shè)計(jì)要求的鋼板,避免在后期進(jìn)行車外圓、車U型槽時(shí)減薄,造成滾筒強(qiáng)度不足。
4.2筒皮在進(jìn)行外圓校正以及接盤加工時(shí)應(yīng)保證足夠的圓度,避免在焊接時(shí)由于間隙過大而產(chǎn)生局部的應(yīng)力集中。
4.3滾筒環(huán)形焊接前應(yīng)進(jìn)行預(yù)熱,消除應(yīng)力;滾筒焊接過程中除選擇合理的電流、焊條外還應(yīng)保證合適的焊接角度。建議將滾筒以30 o-45o角放置在可轉(zhuǎn)動(dòng)的焊接平臺(tái)上,確保焊透。
5結(jié)語
經(jīng)過以上幾項(xiàng)分析,在后續(xù)實(shí)際生產(chǎn)中,將筒皮厚度提高到23mm,提高了滾筒整體強(qiáng)度。現(xiàn)場(chǎng)更換后,使用至今未發(fā)現(xiàn)異常情況。在滾筒的設(shè)計(jì)選型時(shí),要充分考慮到實(shí)際生產(chǎn)工藝對(duì)理論強(qiáng)度存在一定的減弱,另外還要充分考慮到滾筒運(yùn)行過程中所受的復(fù)雜應(yīng)力,因此要盡量提高滾筒設(shè)計(jì)的安全系數(shù)。
參考文獻(xiàn):
1《圓管帶式輸送機(jī)》(JB/T10380-2013)
2《某拉緊改向滾筒開裂分析及改進(jìn)方法》(《科技與企業(yè)》2012年12月下)
3《DTII(A)型帶式輸送機(jī)設(shè)計(jì)手冊(cè)》(冶金工業(yè)出版社2013)
(中安聯(lián)合煤化有限責(zé)任公司? ? 安徽? 淮南? ?232000)