數據中心應急柴油發電機組質量管理
2021-03-07 09:47:49楊旆馬浩軒王昱李逸翔
電子樂園·中旬刊 2021年4期
楊旆 馬浩軒 王昱 李逸翔
摘要:本文以我院應急柴油發電機組采購管理為依托,結合供應商對柴油發電機組的管理經驗,從制造、裝配、試驗以及分包商的管理等方面的質量管控進行闡述,確保設備質量滿足我院機房項目要求,同時為本項目后續的設備監造工作提供參考。
關鍵詞:采購管理;應急柴油發電機組;質量管控
應急柴油發電機組作為我院的應急電源,需要在市電故障情況下使柴油發電機以更安全、可靠、節能的運行方式投入到整個供電系統中,為保證數據中心正常運行提供更有效的保障。
1.我院應急柴油發電機組的總體要求
應急柴油發電機組是一套非常復雜的集成化、模塊化設備。機組本體主要由柴油機發電機、連接裝置和公共底座等構成,與柴油機輔助系統、發電機勵磁和保護系統、儀表和控制系統等共同構成了應急交流電源。
2.應急柴油發電機組的本體組成
每套柴油發電機組成套裝置均由以下幾部分組成:
l一臺柴油機及以下輔助系統:
---燃油系統
---潤滑油系統
---冷卻水系統
---壓縮空氣啟動系統
---進氣和排氣系統
l一臺發電機及其勵磁調節系統和保護系統
l中壓接線端子箱/柜
l儀表、控制和保護柜
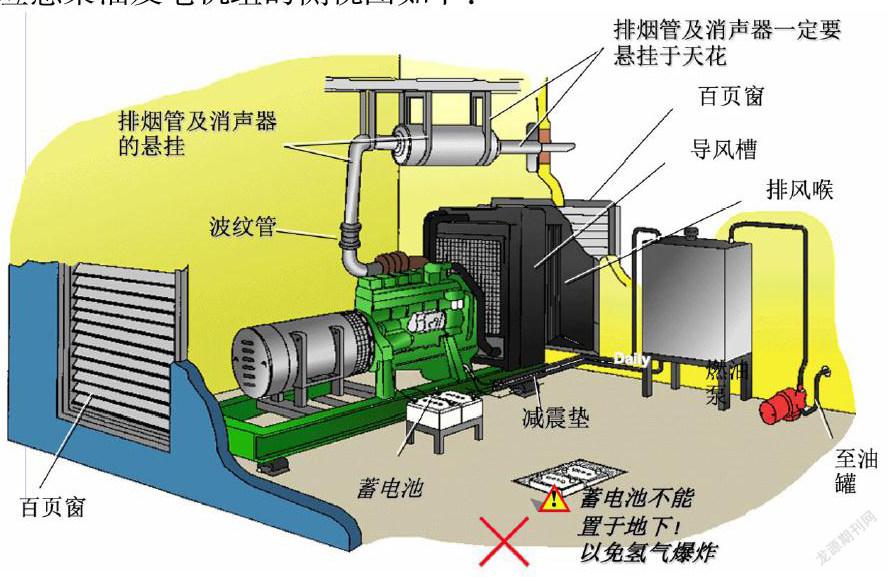
應急柴油發電機組的側視圖如下:
3.項目質量管理
根據《柴油發電機工程技術規格書》的技術要求,擬定公開招投標,將在確定中標人后,與其簽訂供貨合同,立即召開項目啟動會。項目啟動會是由項目各相關方參加,買方申明對供方的要求和對供方履約情況進行監督和評價的權利;相關各方介紹組織機構人員及其分工,項目開工準備情況;確定信函等通訊和聯絡渠道而召開的會議。項目啟動會后,供應商需開始準備項目的體系文件、設計文件、人力資源配備、作業人員資質、設備制造現、原材料存放場地及環境條件等,為產品制造做好準備。應急柴油發電機組是一個多工種,多系統的項目,根據這一特點,合同簽訂后,采購工程師負責合同產品的進度控制,監造人員負責質量控制,質保工程師負責項目質量保證,設計人員負責圖紙審查及技術接口。根據應急柴油機組項目特點進行項目策劃,在執行后續項目策劃時,將前期項目需要關注的重點問題列入項目策劃中,通過PDCA循環的方法完善項目執行的各種問題,以保證后續項目中同樣的問題能夠提前預防,同時,我們在項目執行過程中建立開口項清單,以做到各項任務的實時跟蹤,這樣也有效提高多項目管理的效率。
4.應急柴油發電機組的質量管控措施
應急柴油發電機組屬于重大設備,根據零部件的安全等級、質保等級、工藝復雜程度等在供應商提交的零部件制造質量計劃上選取相應的見證點(停工待檢點H,見證點W,記錄點R),監造人員進行見證,同時對設備制造的全周期進行質量控制。主要的監造內容有以下幾點。
4.1 開工先決條件檢查
1)設計文件的檢查
檢查設備供應商已編制設計文件清單,檢查設計施工圖、技術規格書、技術條件等設計文件的種類和數量以及版本情況,以確定設計是否固化,對于設計沒有固化的堅決不允許開工,從源頭杜絕由于消化吸收不到位而產生的問題。
2)制造廠資質的檢查
檢查制造單位名稱、住所、法定代表人、從事的活動種類和范圍是否符合國家核安全監管部門的要求,確保關鍵工序無違規分包現象。焊工或焊接操作工應具有相應的資格證書,焊工或焊接操作工人員數量、焊工考試合格項目應滿足車間產品焊接需要。
4.2 對主要零部件的質量控制
1)主要鑄鍛件的控制。
柴油機主要的鑄鍛件有機身、汽缸蓋、缸套、連桿、曲軸等,主要關注的是零部件的機械性能和硬度是否合格,粗加工前進行100%UT檢測,并禁止進行補焊和打磨等工序。對于連桿尤其注意零件號是否與實體一致,并檢查連桿螺栓是否存在裂紋。
2)對機械加工過程的監督。
主要的機加工工序為:缸套精加工、汽缸蓋精加工及水壓試驗、終檢、機身精加工、軸承蓋、精鏜曲軸孔、精鏜凸輪軸孔、精鏜缸孔。可適當設置精加工后的見證點,確保精加工后的零部件尺寸工差和表面粗糙度等滿足圖紙要求。精加工后進行MT檢測,檢測是否存在裂紋。
4.3 柴油機零部件裝配質量控制要點
1)缸蓋裝配:檢查氣門座密封性能,檢查氣門沉入量及 氣門間隙。
2)裝活塞—連桿組件:連桿小頭銅套上的油孔或油槽與連桿上的油孔要對正,連桿體和連桿蓋對應編號一致,每個連桿連接螺栓與連桿螺栓孔也是固定對應關系,組裝時注意連桿螺栓編號和螺栓孔編號一致。
3)裝配曲軸、軸承蓋:曲軸承蓋與機體曲軸孔座對應編號一致,曲軸螺栓的拉伸量符合組裝工藝要求,曲軸組裝后檢測軸向間隙符合工藝要求。
4)裝活塞、連桿、缸套總成:組裝前核查活塞、缸套尺寸,檢查連桿瓦孔尺寸。測量連桿瓦孔尺寸和組裝曲軸、連桿時,連桿連接螺栓應分次緊固,緊固力矩、轉角符合工藝要求,螺栓緊固位置刻線應一次對準,如果擰緊時超過刻線位置,不允許倒擰對準,需松開后重新緊固。
5)裝凸輪軸:裝入凸輪軸時,應使用凸輪軸導入工裝、凸輪軸及孔涂機油,防止剮蹭凸輪軸軸承銅套。定位后檢測軸向間隙符合工藝要求。調整凸輪軸定時,檢查曲軸和凸輪軸的定位是否準確,精度是否滿足工藝要求。在緊固凸輪軸定時齒輪螺栓時,要注意觀察是否造成凸輪軸、齒輪的跑動,一旦出現上述現象,要重新進行定位和裝配。
6)裝配曲軸齒輪、減震器:在進行此類過盈配合零部件的裝配工作時,擴張壓力和推進壓力同步達到組裝工藝要求 壓力后,卸去擴張油壓,推進油壓保持工藝要求時間。
7)裝缸蓋:缸蓋螺栓拉伸量或緊固力矩、轉角符合工藝要求。
8)裝噴油泵、橫向控制機構:裝噴油泵前根據測量結果 選配調整墊片厚度。
9)排氣總管裝配:增壓器箱與排氣總管結合面清潔,組裝前結合面涂高溫密封膠,檢查增壓器潤滑系統單向閥組裝方向。
4.4 柴油機單機試驗的質量控制要點
柴油機單機試驗應當包括磨合試驗和性能試驗。柴油機磨合試驗是發現和排除柴油機組裝質量問題的重要環節,試驗前應注意檢查試驗操作人員是否已按試驗大綱完成試驗前準備工作,啟機前柴油機安全防護功能的靜態檢查驗證結果應符合安全防護參數要求,應對所有柴油機的報警和停機裝置進行整定和檢查,觸發點應記載在試驗記錄中,應確認試驗臺所有傳感器信號正常,無報警信號出現,避免由于柴油機存在組裝質量問題而對柴油機造成重大損失。柴油機性能試驗是對柴油機應具備的基本性能的驗證,試驗內容應至少滿足相關標準及技術規格書對柴油機出廠性能試驗的要求。
4.5 柴油發電機組的試驗
柴油發電機試驗前與發電機進行組裝,檢查聯軸器的材料證明,審查柴油機、發電機聯軸器符合性聲明文件。檢查材料、零部件質量證明文件,柴油機質量計劃已執行完畢且質量計劃見證點簽署齊全,無問題遺漏項。審查空氣啟動總閥、預潤滑油泵、冷卻水泵、預熱器、燃油 冷卻器,空氣啟動管路管件,滑油、燃油管路管件質量證明文件、合格證、符合性聲明文件,審查啟動空氣管路管件焊接無損探傷報告等。檢查發動機和發電機之間的同軸度,檢查機組在試驗臺就位后的柴油機和發電機的同軸度應符合工藝文件要求。
4.6 機組試驗內容一般應包括
功率驗證試驗、調速器試驗、啟動試驗、振動測量、負載試驗、裕度試驗、輕載試驗、空載試驗、空載試驗后50%加載試驗等試驗項目。試驗過程中應注意觀察試驗臺有無報警信號出現,柴油發電機相關參數是否異常。
5.結束語言
通過上述的柴油機質量管控分析,在相應的工序開始前識別設備制造質量控制的主要風險、并采取相應的控制措施,將對應急柴油發電機組的設備整體質量、安全運行起到至關重要的作用。
作者簡介:楊旆,1997.08,女,漢,四川成都,碩士,助理工程師,研究方向:數據中心柴油發電機質量管理