數控機床電子手輪工作原理及故障分析
2021-03-05 04:06:42關進良岳維超李術平張華鵬
設備管理與維修 2021年1期
關進良,岳維超,李術平,劉 松,張華鵬
(首都航天機械有限公司,北京 100076)
0 引言
數控機床電子手輪(Manual Pulse Generator,MPG),又稱為手搖脈沖發生器,簡稱“手輪”或“手脈”。它是通過手搖脈沖編碼器所產生的脈沖信號來控制機床各伺服軸的運動,脈沖的頻率和脈沖個數分別控制軸運動的速度和位移。手輪是數控機床實現刀具微動和工作臺運動控制等功能不可或缺的部件(如:工件對刀、幾何精度檢測等),直接影響著機床的實用性。
1 典型電子手輪介紹
數控機床手動進給一般有JOG(手動)、手動快速和手輪3種方式,當對進給軸進行手動位置控制或精準微量調整時,一般選擇手輪方式。常見的手輪分為兩種:單個手搖脈沖發生器(一般直接嵌入在操作面板上)和手持型手輪(也稱為外掛式手輪),主要研究的是FANUC 數控機床的手持型手輪。
典型的手持型手輪除脈沖發生器外,一般還配有軸選開關(3~6 軸)、倍率開關(×1,×10,×100)、手輪使能鍵和指示燈等。使用手輪時,首先把機床的方式選擇開關調到手輪方式,按下手輪使能鍵,指示燈亮,使軸選開關選定在某個軸,并選擇某個倍率,當轉動脈沖發生器時即可實現機床各軸的手輪進給,每當發出1 個脈沖,機床便可移動相對應倍率的移動量。需要注意的是,手搖脈沖發生器的旋轉速度不要太快,最好應控制在5 r/s 以下,否則可能出現當手輪不旋轉時機床還在繼續移動的情況。
2 電子手輪工作原理
2.1 與手輪有關的PMC 地址信號(表1、表2)
從表1 可以看出,手輪軸選擇功能是通過PMC 信號HS1A、HS1B、HS1C 和HS1D 二進制組合來實現相應軸的選擇,從表2可以看出,手輪倍率選擇功能是通過PMC 信號MP1、MP2 二進制組合來實現不同倍率的選擇,其中×M、×N 是由參數7113、7114來設定的(比如這兩個參數可以分別填100 和1000),但通常情況下,為了避免手輪進給速度過快而造成事故發生,參數7114 可填100 或者0。除以上信號外,實現手輪進給的前提還需要先選擇“手輪方式”,即將PMC 信號G43.2(MD4)置為1。

表1 與手輪“軸選擇”有關的PMC 地址信號
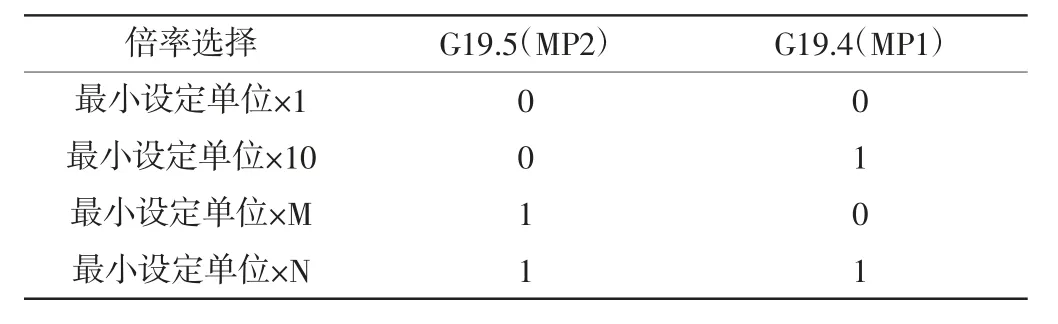
表2 與手輪“倍率選擇”有關的PMC 地址信號
2.2 與手輪有關的參數部分(表3)

表3 與手輪運行有關的參數表
表3 中參數,需要注意的是手輪最大速度參數1434,只有PMC 地址信號G23.3(HNDLF)為1 時此參數才能生效,否則由參數1424 來控制。
2.3 與手輪有關的硬件連接和PMC 地址分配
手輪的硬件連接如圖1 所示,手搖脈沖發生器經可連接在I/O LINK 總線上的I/O 單元模塊上的JA3 或者JA58 上,值得注意的是連接手搖脈沖發生器的模塊必須為16 字節,對于這個16 字節模塊,Xm+0~Xm+11 用于輸入點,即使在實際使用中用不到這么多輸入點,但為了連接手搖脈沖發生器也需如此分配。Xm+12~Xm+14 用于3 個手搖脈沖發生器的輸入信號,Xm+15用于輸出信號的報警。如果機床只連接1 個手輪,搖動手輪可以直觀地看出Xm+12 中信號的變化情況。另外,雖然手搖脈沖發生器的信號由PMC 來采集,但是PMC 并不對此信號進行任何處理,PMC 采集完成后直接傳遞給CNC 來處理。
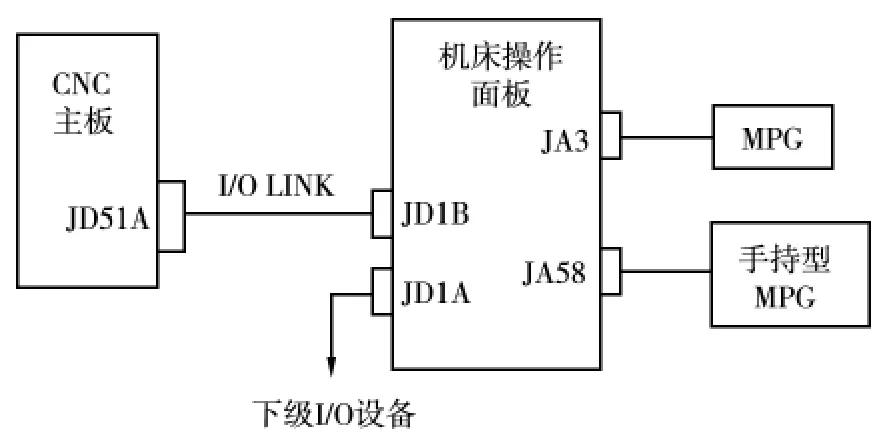
圖1 手輪硬件連接
3 電子手輪具體維修實例
(1)故障現象:某加工中心的手輪外觀良好且操作人員使用方法正確,但手輪失效,即機床選擇手輪方式,在正常操作使用手輪時,機床X、Y、Z 三軸無論處于何種倍率下,手搖手輪時機床各軸均沒有動作。
(2)故障分析及解決方案:該加工中心采用FANUC 0i-MD數控系統,配有1 個手持型手輪。導致手輪失效的故障原因較多,硬件方面可能涉及到手輪本身元器件損壞、JA58 插頭松動,內部電纜斷裂或虛接等方面,軟件方面可能涉及到PMC 信號、機床參數以及地址分配等方面。
首先檢查硬件連接部分是否有虛接、松動現象,經檢查連接完好,其次結合PMC 地址信號G18.0~G18.3 和G19.4~G19.5,檢查軸選開關和倍率開關,軸選和倍率均正常,最后按照表3 中的參數依次檢查,發現參數7105 為1(其他參數正常),這要求手輪的脈沖發生器的PMC 地址分配需要手動進行設定,此時有兩種解決方案:①修改參數7105 由1→0,使機床對手輪自動進行PMC 地址分配;②在參數12300(第1 臺手輪的X 地址)中填上112(本手輪的PMC 地址是X112)。此次采用的是第一種解決方案,重啟機床后測試手輪,故障徹底排除,手輪恢復正常。
4 結語
手輪是數控機床必不可少的配件之一,電子手輪的故障排除看似簡單,其實牽涉到知識點比較多,包括PMC、參數以及硬件連接等,只要其中一點出現問題,都有可能造成手輪故障,只有從工作原理上理解了手輪的工作過程,并經常總結此類故障排查的思路和經驗,才有可能快速排除相關故障,從而提高數控機床利用率。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中國生殖健康(2019年3期)2019-02-01 06:12:26
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
