白車身涂膠質量控制方法
2021-03-05 14:04:10陶秋實石鵬程
汽車實用技術 2021年4期
關鍵詞:工藝
陶秋實,石鵬程
白車身涂膠質量控制方法
陶秋實,石鵬程
(上汽通用汽車有限公司整車制造工程部,上海 201208)
在焊裝車間內大量使用密封膠、結構膠、膨脹膠來保證車輛抗腐蝕性能、增加結構強度、提高駕乘體驗。涂膠失效會對產品質量,行駛安全造成重大影響。文章介紹了針對不同膠路的特性等級,使用壓覆檢查方法,在線視覺監控,涂膠控制流程來對車間內的涂膠質量進行高效穩定的閉環控制。
涂膠;視覺;質量;白車身
前言
汽車白車身是將金屬板材通過各種連接技術組合而成的金屬殼體。為了滿足車身剛度要求,碰撞穩定性要求,抗腐蝕級別要求,工程強度要求,聲學要求[1],車身會大量使用結構膠,密封膠或者膨脹膠等。焊裝車間涂膠質量與整車產品的性能息息相關,所以對焊裝車間涂膠過程及結果的控制變得尤為重要。在焊裝車間應用壓覆檢查,視覺在線監控,涂膠控制流程,可以很好地保證涂膠工藝的質量。
1 膠路特性分類
焊裝車間涂膠種類主要為點焊密封膠、結構膠、折邊膠、減震膨脹膠四類。
點焊密封膠涂敷在焊接搭接面的板材中間,進過油漆車間烘烤固化,填充鈑金搭接處的縫隙,對車輛的防水、防銹、密封起重要作用。
結構膠用來輔助增加車身強度或者連接部分不可焊接的結構,提高整車碰撞試驗和耐久試驗表現。有測試顯示,碰撞試驗中個別部位出現焊點撕裂的情況,而用結構膠代替焊點可以避免板材接頭撕裂,提高車輛安全性能。
折邊膠用來代替點焊完成覆蓋件內外板包邊之間的連接,防止內外板在車輛行駛中發生相互串動。
減震膨脹膠用在門蓋與車頂部位等鈑金間隙較大的區域。經過油漆車間的烘烤會發生體積膨脹,起到連接鈑金及填充間隙的作用。
根據車輛行駛安全及法律法規要求,建議將焊裝車身膠路按照特性分為以下幾個類型:
(1)Ⅰ類:未預警情況下的潛在失效模式嚴重度會直接影響車輛行駛安全或違背法律法規要求的結構膠/密封膠等級。
(2)Ⅱ類:潛在失效模式嚴重度會引起車輛主要性能下降(車輛能夠正常行駛,但是性能降低)的結構膠/密封膠等級。
(3)Ⅲ類:一般特性膠,未定義為Ⅰ類或者Ⅱ類特性的膠。
(4)C類:高腐蝕風險區域,包括四門下鉸鏈以下,后蓋尾燈以下,前蓋前部與翼子板搭接處,后輪罩折邊區域,如圖1所示。

圖1 車身高腐蝕區域
2 壓覆檢查
壓覆檢查指零件按照產品要求位置涂膠后在夾具上裝配夾緊,不進行焊接,之后打開夾具取下零件,人工檢查膠水在零件搭接面的展開狀態,如圖2所示。

圖2 壓覆檢查過程
結構膠及密封膠要求配合的兩側零件均有膠覆蓋,最窄處寬度>7mm(如果零件搭接寬度小于7mm,膠需充滿整個搭接面)。
膨脹膠的零件配合間隙一般為3~6mm,要求配合的兩側零件均有膠附著并且軌跡連續。
門蓋折邊膠要求覆蓋整個折邊區域,包括R角,分離后無斷膠。
3 涂膠監控
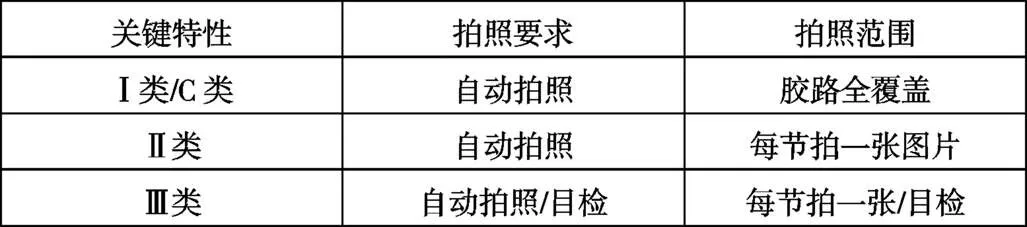
由于車身上的大部分膠擔負著保障安全和維持性能的重要作用,所以對涂膠過程的監控就顯得尤為重要。目前焊裝車間生產線的自動化率已經越來越高,涂膠工作基本由機器人完成,正常生產時操作人員無法進入自動線進行目視檢查,所以現在的主要監控手段為在線視覺檢測。焊裝自動涂膠監控拍照要求如表1所示,每張照片至少覆蓋25mm膠路,膠長不足25mm要求全部覆蓋。
表1 車身自動涂膠拍照要求
膠路全覆蓋式拍照需要使用隨行式視覺系統,其視覺傳感器固定在機器人工具端膠槍嘴上部,如圖3所示,在機器人涂膠運動過程中不斷拍照,通過視覺系統軟件處理合成全膠路軌跡,如圖4所示。將生成的軌跡與系統中的理論位置進行比對,可以判斷有無斷膠,脫落以及偏離位置公差。
圖3 隨行式視覺系統

圖4 膠路檢測
因為隨行式視覺系統的成本昂貴,調試工作復雜,所以對于Ⅱ類、Ⅲ類的膠路一般采用固定式拍照系統,如圖5所示。其選取涂膠軌跡中的一段膠路作為檢測分析對象,判斷涂膠是否脫落。
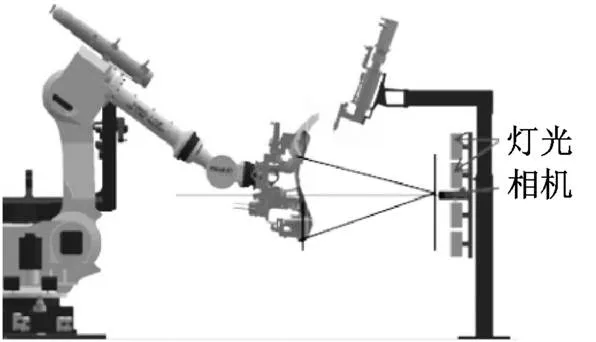
圖5 固定拍照系統
此外,為了保證膠路位置正確,軌跡連續,每個生產班次要在開班時對自動涂膠工位的膠路進行人工目視檢查并記錄。
4 涂膠時效性控制
車間內所有膠均需要在膠廠家規定的有效期內使用。車身膠桶開封后,需要立即進行膠泵壓盤密封并排出空氣。目前在膠桶上面粘貼條形碼,其包含生產日期等相關信息,更換膠桶時使用掃碼槍掃碼,PLC系統將記錄換膠日期及保質期,如果到期則報警并停止運行。
涂膠工藝完成,膠水暴露在空氣中,建議在96小時內完成零件拼合及焊接(雙組份膠除外)。零件拼合完成,需要在8周內完成油漆車間烘烤。
5 溢膠控制
5.1 溢膠等級
焊裝涂膠調試時易出現如下兩種問題:
(1)溢膠過多
焊裝涂膠外溢,經過油漆烘烤會出現膨脹,硬化的現象,對油漆密封工藝或者總裝安裝工藝造成影響,如圖6所示。

圖6 溢膠過多
(2)漏雨
壓覆檢查合格,但是生產中鈑金形面公差積累或者搭接面接觸狀態波動會導致搭接間隙變大[2],使實際壓覆寬度變小,對于無油漆密封的區域,易出現質量問題。如圖7所示,在焊裝車間前輪罩與前縱梁之間涂有密封膠,左側車型在油漆車間無二次密封工藝,右側車型有油漆車間二次密封工藝,如果焊裝車間的涂膠密封部分失效,左側車型有更高幾率出現漏雨風險。
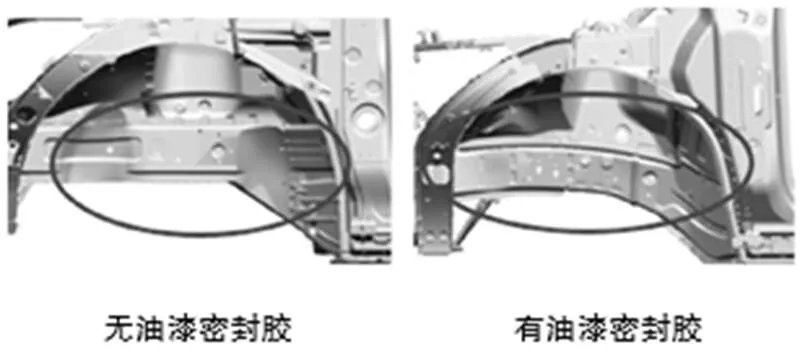
圖7 油漆車間涂膠工藝差異
根據涂膠質量要求及后續工藝內容建議將溢膠控制等級如下劃分:
Level 1:后續有油漆密封或者安裝等工藝,要求涂膠壓覆檢查合格,表面不允許溢膠。如四門折邊、側圍流水槽等區域[3]或者螺紋安裝孔。
Level 2:后續無油漆密封或者安裝工藝,且有腐蝕風險或者強度要求部位,涂膠壓覆后溢膠寬度距離鈑金邊緣小于2mm。如下車體,前機艙前圍等易漏雨并且沒有油漆密封的部位。
Level 3:符合壓覆檢查要求,膠路完整。如四門減震膠,車頂減震膠部位。
為了避免壓覆后溢膠過多,在產品設計階段就要對涂膠的部位進行同步工程檢查。涂膠起止點要距離鈑金邊緣大于5mm,如圖8所示。在焊接法蘭邊涂膠要求法蘭邊寬度大于14mm,如圖9所示,這樣能保證有效的壓覆寬度并避免溢膠。

圖8 涂膠起止點位置
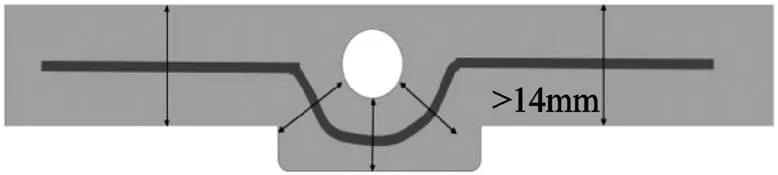
圖9 涂膠法蘭邊要求
如果在同一個搭接面上同時存在結構膠和密封膠,為避免壓覆后兩者互相混合而影響烘烤后的材料性能,要求兩者之間的距離不少于10mm,如圖10所示。
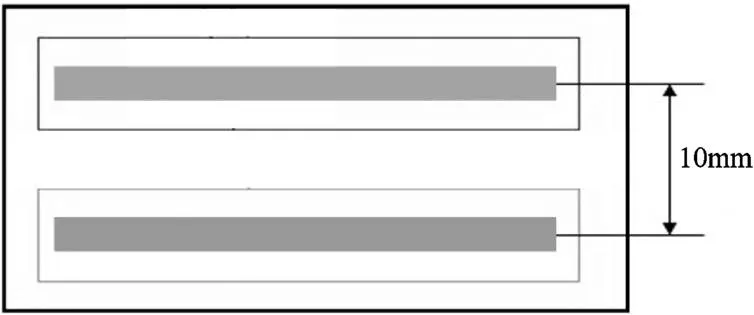
圖10 涂膠間距要求
5.2 涂膠控制流程

圖11 涂膠溢出控制流程
涂膠控制流程是在新車型調試過程中指導焊裝車間快速調整及穩定涂膠質量的方法,可以防止涂膠質量問題流出焊裝車間,降低返工頻次,其流程如圖11所示。例如,首先參考溢膠控制等級來識別膠路溢膠級別,如果為Level 1級別,若涂膠壓覆檢查符合要求且沒有溢膠則結束流程,否則需要按照公差允許范圍調整涂膠位置或者涂膠直徑至無溢膠,如果反復調整還是無法消除溢膠則要反饋給產品設計部門進行產品變更并且更新涂膠標準文件,直至溢膠問題消除。
6 結論
焊裝涂膠對于整車的安全性,舒適性和質量有重要的影響。針對不同類型或者等級的涂膠工藝,通過涂膠控制流程,壓覆檢查,在線視覺監控使整個工藝過程形成閉環控制,防止質量問題流出,提高調試效率,降低返工成本。
[1] 楊曉軍,王宇飛.結構膠連接與現代汽車車身連接技術[J].汽車與配件,2010,37:24-25.
[2] 宋繼超.白車身密封性能提升[J].汽車實用技術,2017,18:165-166.
[3] 岳中英,厲秀娟,高朝乾,等.焊縫密封膠對車身密封性的影響研究[J].汽車零部件,2012,02:97-99.
Sealing Quality Control of Body in White
Tao Qiushi, Shi Pengcheng
( SAIC-GM Vehicle Manufacturing Engineering Department, Shanghai 201208 )
Sealer, structural adhesive and expansion adhesive are widely used in welding workshops to ensure vehicle anti-corrosion, increase structural strength and improve driving experience. The failure of sealing will have a great impact on product quality and driving safety. According to the characteristics of different sealant, this paper introduces the method of wet out check, the application of online vision monitoring system, and the control procedure of sealing process to carry out efficient and stable closed-loop control in the workshop.
Sealing; Vision; Quality; Body in white
10.16638/j.cnki.1671-7988.2021.04.035
U466
A
1671-7988(2021)04-116-04
U466
A
1671-7988(2021)04-116-04
陶秋實,男,本科學歷,就職于上汽通用汽車有限公司整車制造工程部,任車身工藝工程師,研究方向:汽車制造技術。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52