基于誤差補償技術的GALIL型數控機床受控性研究
2021-03-03 09:55:16
制造業自動化 2021年2期
(陜西工業職業技術學院 航空工程學院,咸陽 712000)
0 引言
當今制造業正在向高精度、高品質、高集成度和智能化的方向發展,需要采用高精密制造工藝技術,GALIL型數控機床作為主要的制造設備,其應用十分廣泛,該機床便于安裝,已經成為提高制造業水平的重要設備[1]。使用GALIL型數控機床時,容易受到外界影響,出現機床加工精度低的問題,因此,對機床受控性分析是具有必要性的。受控性大致包括機床啟停、主軸啟停、旋轉方向變換、進給運動方向、刀具更換、冷卻液使用與停止[2]。目前,大都使用基于二維圖形交互式的伺服進給系統作為機床最原始的控制系統,在機床的穩定性、響應性方面有良好的作用,高效率、穩定性好的伺服進給系統能提高機床性能[3]。但是伺服送料系統比較復雜,后期維護比較困難,受到二維圖形大量參數影響,導致控制效果較差。針對一些問題,結合誤差補償技術,對GALIL型數控機床受控性進行了詳細的研究。
1 數控機床受控特性分析
1.1 GALIL型數控機床
為了使機床能夠達到數控化要求,需對機床機械主體部分優化設計,利用滾珠絲杠螺母更換原滑動絲杠副,減少靜摩擦,提高平穩性。
GALIL型數控機床結構如圖1所示。

圖1 GALIL型數控機床結構
由圖1可知,控制GALIL型數控機床運動的是軸運動控制器,PDMC-95424軸運動控制器是北京寶倫公司根據中國廣大用戶對低價格、高質量運動控制器的需求,開發的一種新產品[4]。對于多數應用開發程序來說,使用點位置控制和多軸插入字符命令,就可實現機床控制;對邏輯控制、主軸控制和限位開關控制來說,該機床提供了強大的軟件開發工具,允許用戶使用 VB、VC進行二次開發,以滿足機床自身高精度控制需求[5]。
GALIL型數控機床具有四軸聯動控制功能,在機床運行模擬過程中,通過數控機床的主軸控制輸出接口,執行模擬指令,能夠實現機床多齒輪的同步轉動。通過互聯模塊,對X軸、Y軸和Z軸的切線跟蹤,以此控制機床運行輪廓,保證數控機床的螺旋插補功能得以實現。GALIL型數控機床適合高性價比的制造業項目,該機床內部包含的運動控制器,是有一個總線四軸運動控制卡,除四軸模擬指令輸出外,所有其他軟硬件資源(包括互連模塊,高密度屏蔽線)均可共享[6]。
1.2 受控特性分析
為了提高GALIL型數控機床加工質量,除削弱或消除振動來源外,從機床動態特性角度出發,在一定激振力作用下,機床振幅特性與振動頻率有關。由于GALIL型數控機床受控特性主要包括機床啟停、主軸啟停、旋轉方向變換、進給運動方向、刀具更換、冷卻液使用與停止,在這些受控特性下,需要以固有頻率、阻尼比、靜剛度、動剛度、動態柔度為標準,各個計算公式如下所示:
1)設固有頻率fn、固有角頻率ωn,固有頻率計算公式為:
2)設阻尼系數r、最大阻尼系數為rc,阻尼比計算公式為:

3)設激振力為F、共振振幅為Amax,靜剛度計算公式為:
4)設頻率比為λ、激振頻率為ω,動剛度計算公式為:

5)動態柔度計算公式為:

根據上述動態特性參數可知,GALIL型數控機床啟停和主軸啟停,主要受固有頻率影響,如果頻率過大,那么機床啟停和主軸啟停速度變快,容易使機床運作過快發熱而損壞;GALIL型數控機床刀具更換,主要受阻尼比影響,如果刀具摩擦系數較大,受到阻尼比也就越大,機床刀具更換次數變少;GALIL型數控機床旋轉方向變換,主要受動剛度影響,依據動剛度數值,分析機床抵抗變形程度,如果機床變形程度較大,則容易發生機床損壞現象;GALIL型數控機床冷卻液使用與停止,主要受靜剛度影響,如果機床靜置時間較長,則需使用冷卻液,防止機床長時間不運作而使散熱器脹裂而導致發動機損壞現象發生;GALIL型數控機床進給運動方向,主要受動態柔度影響,如果機床柔度大,則說明機床產生的形變就越大,機床穩定性較差。
在該特性指標下,分析GALIL型數控機床的抗振動能力,該能力可從抗振特性和切削特性兩個角度出發,其中抗振特性與機床及結構有關,在同一激勵下,機床產生的振動越小,抗振性能越好。而切削特性與機床抗振特性能力有關,切得越寬,力越不均勻,越容易振動。所以,切削極限寬度越大,機床越能抵抗自激振動,即越穩定。
2 基于誤差補償技術受控性研究
2.1 數控機床誤差產生原因分析
就數控機床的構成而言,由于機械制造方面的原因,機床一般由床身、立柱、主軸、導軌等組成,每個零件都有一定的加工誤差。基于錯誤的原因,機床產生的誤差在很大程度上可分為以下幾類:
1)加工振動
切削力是產生加工振動的主要原因,在切削過程中產生的振動會引起機床零件產生力的變化,出現零件變形問題。在該問題作用下,引發機床主軸出現移動,從而導致加工誤差。
2)機床裝配誤差
因為機床在加工過程中有幾何誤差,或在使用過程中產生應力,由于機床零件與理想尺寸不一致,容易產生機件尺寸誤差。另外,機床自身裝配,也會引起機床零件安裝不精準,導致裝配誤差。
3)受熱不均勻
切削時,由于切削熱的作用或電機等電器部件的加熱,使機床產生高溫,由于機床不同部位受熱不均,導致熱變形和工件加工誤差。
4)伺服系統位置和速度測量誤差
伺服控制系統在機床上會產生一定的誤差,通常情況下,伺服運動系統采用閉環控制方式。通過閉環控制,可對伺服系統的位置和速度進行測量,從而導致工件的加工誤差。
5)插補過程誤差
機床運行過程中的復雜曲線是導致插值誤差的主要原因,機床在控制過程中會出現兩種插補誤差,一種是由于機床多軸共同運動而引起的插補誤差,另一種是機床運行過程中無法控制復雜曲線,此時需要借助直線或者圓弧帶代替曲線,由此引起了插補誤差。
6)速度誤差
把GALIL型數控機床結構簡化成一階系統的標準模型,并采用單元反饋的方法得到系統的開環增益,其特點是對步進位置信號輸入無穩態誤差,而對步進速度信號輸入無穩態誤差,又稱速度誤差。該誤差主要是由圓弧加工過程產生的,對于該誤差做了如下分析:
設定了圓弧加工軌跡:

如果使y軸的速度分別為:

那么合成的輪廓加工速度為:

結合上述速度,在不同軸送料增益一致情況下,插補誤差最小,此時的受力情況如圖2所示。
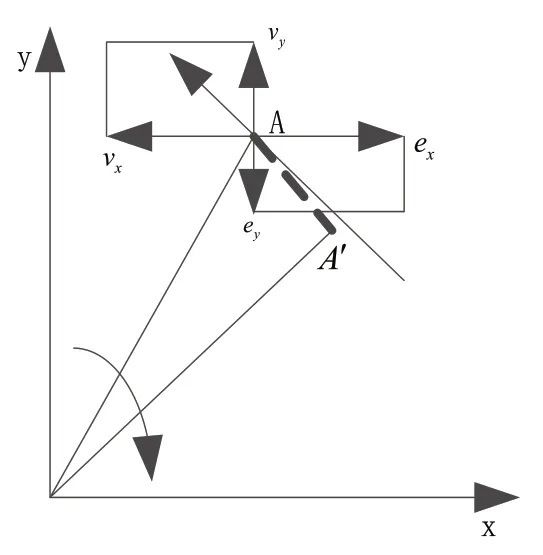
圖2 數控機床動力分析
如圖2所示,指令位置為A,實際位置為A',三角形OAA'可近似看作直角三角形,那么:

由于雙軸進給器的增益為圓心,所以確定了雙軸速度誤差。
2.2 機床激振頻率受控性誤差補償
機床激振頻率受控性誤差補償原理,如圖3所示。
由圖3可知,測量設備測得的誤差是以負數形式存在的,通過使用誤差補償技術,對機床加工程序啟動后進行補償,并由插補器對其進行插補處理,通過伺服驅動電機,完成對坐標軸的誤差補償。
2.3 機床振幅受控性誤差補償
機床振幅受控性誤差補償原理,如圖4所示。
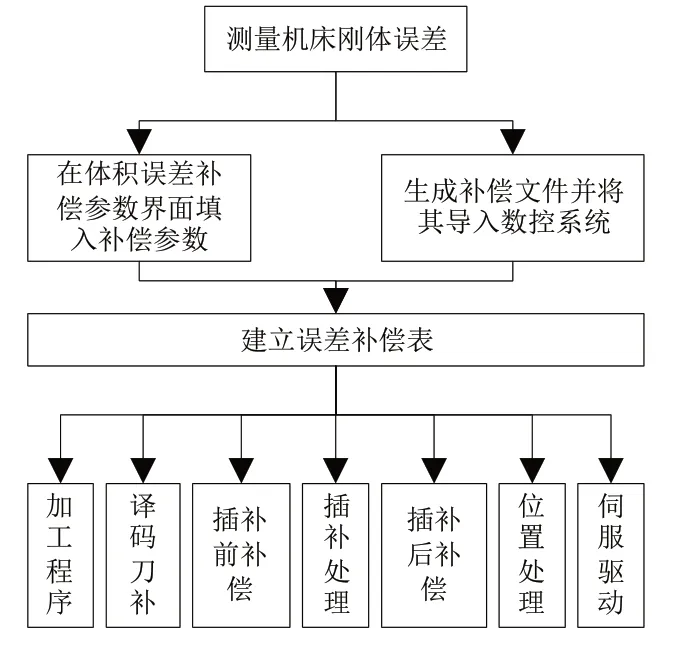
圖3 機床激振頻率受控性誤差補償原理
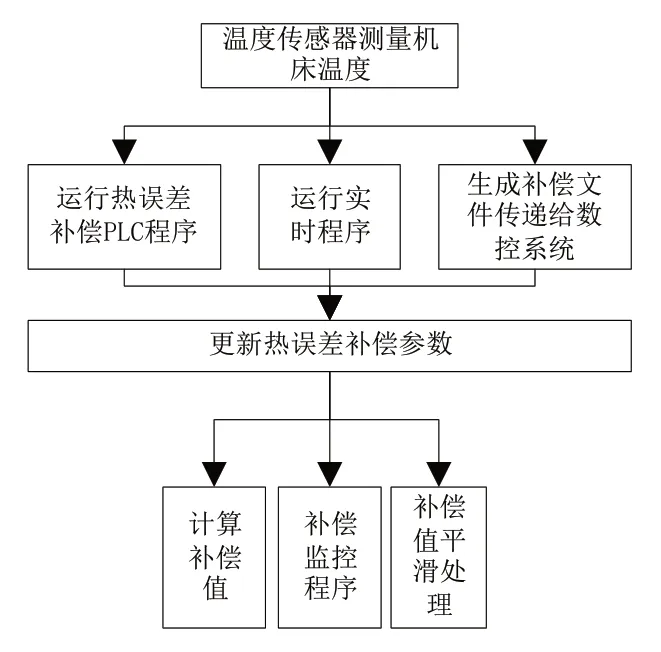
圖4 機床振幅受控性誤差補償原理
由圖4可知,利用機床關鍵點溫度信息進行熱誤差補償。在系統輸入參數和啟動補償功能后,數控系統將補償當前機床的溫度信息。傾角概率計根據當前溫度的傾斜率和熱誤差,自動更新熱誤差補償公式。熱誤差補償在插值周期結束后進行。為避免機床負載過大,在計算熱誤差補償值后,通過監控程序調整補償值,設置補償值,并插值疊加輸出指令的位置。
3 實驗
3.1 實驗數據采集和預處理
整機38臺測點儀,軸頭45臺,整機各38臺。為確保激勵信號對機床主軸的各個方向都有很好的響應,應選擇中間位置附近應答點的機床主軸,避免在測試頻率范圍內出現振動節點。
采集數據時,每組測量點要進行多次測試,采用平均法去噪,提高噪聲比。示意圖5所示“1”測點布置簡圖。
由圖5可知,頻率響應函數是模態試驗中參數識別的基礎。對不符合要求的測點,測試每個測點的傳遞函數的相關系數,然后進行模態分析。測試數據都有效,如表1所示。
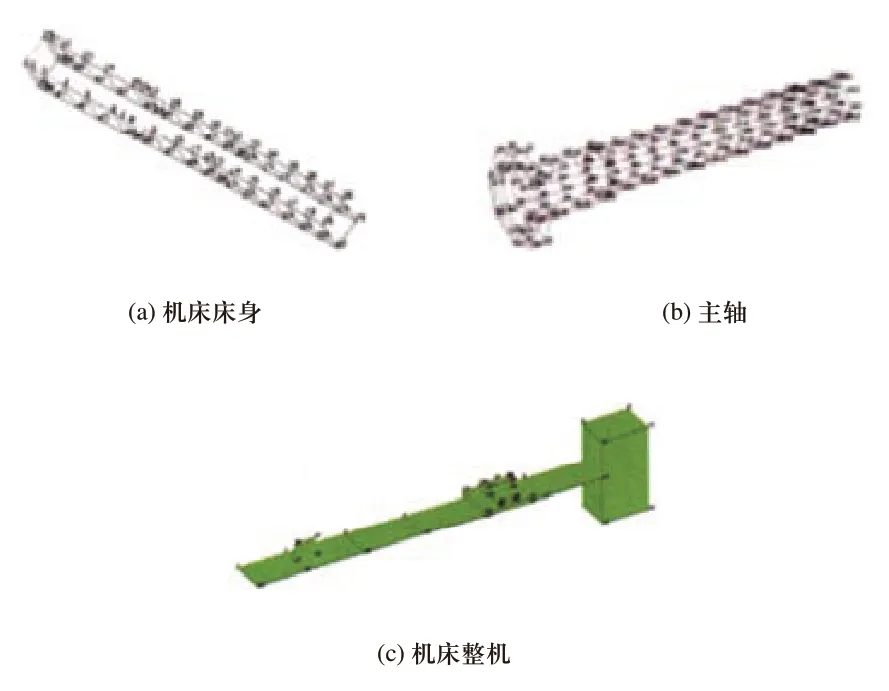
圖5 測點布置簡圖
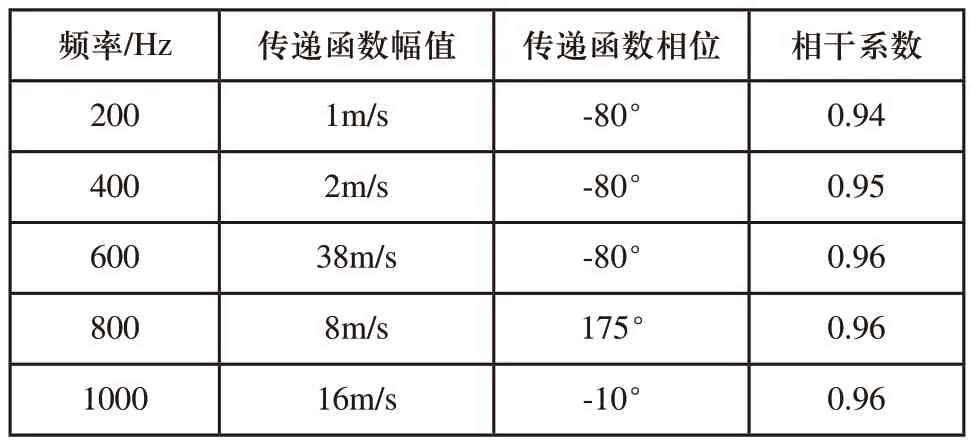
表1 機床某測點實際數值
3.2 實驗結果與分析
為了驗證基于二維圖形交互式方法和基于誤差補償技術對上述測試到的數據進行分析,如果與實際數據一致,則說明該方法檢測結果是精準度,否則存在一定誤差,檢測結果不可用。兩種技術檢測結果如圖6所示。
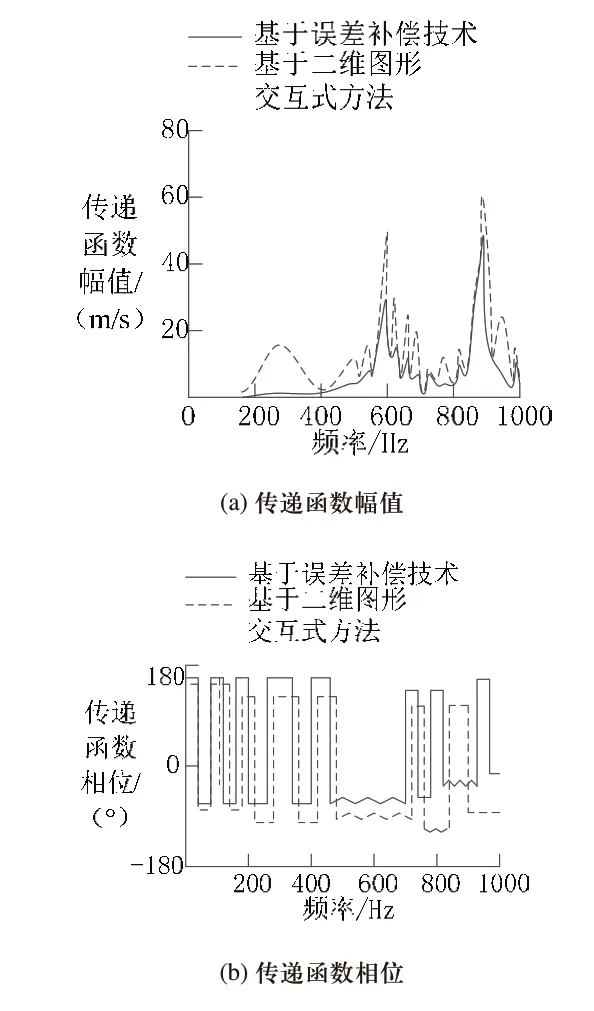
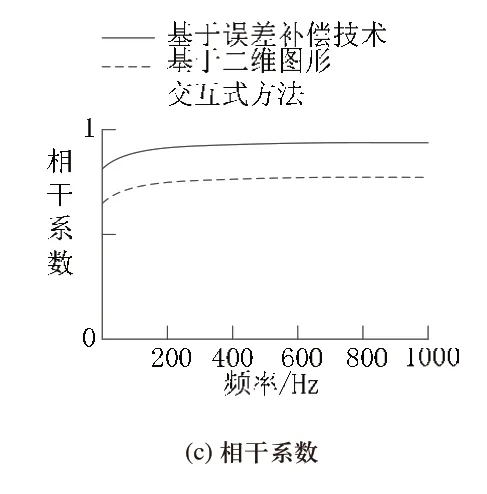
圖6 兩種技術檢測結果對比分析
由圖6(a)可知,使用基于二維圖形交互式方法在不同頻率下的傳遞函數幅值,最高為60m/s,最低為0m/s;使用基于誤差補償技術在不同頻率下的傳遞函數幅值,最高為38m/s,最低為0m/s,與實際情況一致。
由圖6(b)可知,使用基于二維圖形交互式方法在不同頻率下的傳遞函數相位,最高為160m/s,最低為-110 m/s;使用基于誤差補償技術在不同頻率下的傳遞函數相位,最高為185m/s,最低為-80m/s,與實際情況一致。
由圖6(c)可知,使用基于二維圖形交互式方法在不同頻率下的相干系數,最高為0.6,最低為0.4m/s;使用基于誤差補償技術在不同頻率下的相干系數,最高為0.96,最低為0.6m/s,與實際情況一致。
4 結語
根據GALIL型數控機床結構,分析機床在激振力作用下的受控特性,確定受控特性指標,并通過實驗驗證該方法的可行性。雖然使用該方法具有精準分析結果,但在GALIL型數控機床受控特性誤差補償過程中,應以溫度變化作為分析誤差的重點。通過分析機床熱誤差,機床本體的補償誤差等問題,以GALIL型數控機床為主要模型,進行相關受控性研究,通過分析機床的動態特性以及通過誤差補償技術進行的控制特性,達到研究目的,提高機床制造能力和精度。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
電子制作(2018年18期)2018-11-14 01:48:24
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
山東工業技術(2016年15期)2016-12-01 05:31:22
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
計算物理(2014年2期)2014-03-11 17:01:44
