葉片進排氣邊拋光工藝及其參數優化
2021-03-01 00:39:58王漢熙
組合機床與自動化加工技術 2021年2期
馬 利,王漢熙,張 云
(1. 武漢理工大學機電工程學院,湖北 武漢 430000;2.北京航空航天大學機械工程及自動化學院,北京 100191)
0 引言
為了使發動機獲得更好的動力和更高的效率,葉片進排氣邊的幾何尺寸變得越來越小,精度要求越來越高,這對葉片的制造工藝提出了新挑戰。
過去幾十年里一直通過手工打磨的方式來拋光葉片,落后的工藝導致葉片幾何精度以及過渡圓弧的質量很差,嚴重影響了航空發動機的使用壽命、效率和推力,顯然不能滿足現今航空工業發展的需要[1]。近年來,隨著我國航空業的高速發展,出現了各種各樣的數控拋光航空發動機葉片的方法,砂帶拋光機床是其中的典型代表,但是砂帶拋光無法對小圓弧半徑葉片的進排氣邊拋光。主要原因在于砂帶拋光機床主要采用力控反饋的方式,力控系統相對復雜,很難進行小圓弧半徑的精確去除,同樣會出現進排氣邊過拋和漏拋現象[2]。
本文通過采用一種電鍍超硬磨料柔性拋光輪對航空發動機葉片進排氣邊開展拋光工藝參數優化實驗,解決了手工拋光和砂帶拋光進排氣邊幾何精度低、表面質量差、易燒傷、效率低、環保性差等問題。同時,形成該種拋光工藝參數庫,為后續拋光實驗提供有力數據支撐。
1 電鍍超硬磨料柔性拋光工具
目前市面上用于拋光葉片的工具主要有羊毛氈輪、橡膠輪、樹脂輪。這些拋光輪有一系列共同的缺點,如磨料易脫落、陷入基體、形狀保持性差等,故無法使用機床進行定軌跡拋光。因此,研制一種具有復雜曲面結構的電鍍超硬磨料柔性拋光工具是極為迫切的[5]。圖1所示為一種具有局部增強結構的拋光輪。

圖1 一種具有局部增強結構的拋光輪
該拋光工具特點如下:
(1)通過電鍍方式將金剛石或者CBN固結在直徑0.6 mm~1 mm左右的金屬基體上,該方法解決了磨料易脫落、易陷入彈性基體等問題;
(2)通過模壓的方式形成任意復雜曲面拋光輪,使原本需要五軸機床完成的工作用三軸機床就可以完成。
(3)可采用數控裝備進行拋光工序,設備改造步驟簡易,操作簡單,且與手工磨拋相比,用數控裝備拋光后的葉片一致性好,型面質量高。圖2為拋光輪內部結構示意圖。

1.磨料基體 2.磨料支撐體 3.柔性基體 4.金屬內`芯
2 葉片進排氣邊拋光工藝參數研究
本實驗旨在為不同截面半徑的進排氣邊特征提供可行的拋光參數,記錄拋光去深度與拋光參數的關系,并分析材料去除深度隨曲率的變化趨勢。構建針對不同曲率半徑曲面的拋光參數庫,為周拋進排氣邊等變曲率件的實現提供有力的數據支撐。
2.1 葉片曲率分析
選用葉片的典型材料—不銹鋼來制備不同曲率半徑(R0.1 mm~R2 mm)的進排氣邊試件,進行去除深度實驗,并記錄不同曲率半徑試件的拋光去除量,最后形成進排氣邊拋光參數庫,分析去除量隨拋光參數的變化規律。圖3為葉片加工位姿示意圖。

圖3 葉片加工位姿示意
在使用金剛石柔性拋光輪進行拋光、編制數控程序時,需給定拋光的預壓量ap。拋光輪因柔性體的變形而產生拋光力,通過機床主軸的轉動提供拋光輪表面金剛石磨粒與葉片材料之間的相對運動,達到材料去除的目的[6]。由于進排氣邊處的曲率較大,材料較輕薄,同樣預壓量下拋光輪與其接觸面積較小,而單顆磨粒所受拋光力較大,因而如果拋光參數控制不合理,容易出現過拋光和欠拋光的現象。圖4為進排氣邊拋光加工示意圖。
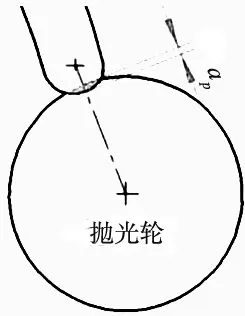
圖4 進排氣邊拋光加工示意
2.2 實驗設計思路
根據進排氣邊處截面常用的圓角半徑尺寸(R0.5 mm~R2 mm),制造不同尺寸的實驗件,通過改變拋光輪的線速度和預壓量,檢測拋光后各試件的去除深度并記錄,分析材料去除深度隨試件曲率半徑的規律。
2.3 實驗準備
實驗試件:較大曲率半徑(R1.5,R2)不銹鋼試件各2個,較小曲率半徑(R1,R0.7,R0.5)不銹鋼試件各2個。如圖5所示。
實驗設備:三軸數控拋光機床1臺。
拋光工具:拋光輪若干(D40r1.5)。

圖5 不同曲率試件
2.4 實驗過程及參數
首先銑制不同曲率的試件,研究400#拋光輪對試件的拋光去除量問題。同時研究拋光輪對試件拋光后的粗糙度問題,改變拋光參數進行拋光,記錄對應參數的拋光去除量和表面粗糙度。依次改變拋光輪線速度、壓緊量,并記錄實驗數據。為保證實驗件的結構剛性,避免與實驗用拋光輪產生干涉,將大曲率半徑實驗件(R≥1 mm)和小曲率半徑實驗件(R<1 mm)分別銑制成如圖6a與圖6b截面形狀,拋光后實驗件如圖7所示。
采用樣方調查法,在4種林分類型中分別設置5個2 m×2 m小樣方,調查和記錄每種灌木和草本層,以及植物種類、高度、地徑、數量和覆蓋度[2]。

(a) 大半徑試件截面 (b) 小半徑試件截面
圖6 不同曲率半徑實驗件截面圖
(1)線速度優化實驗
研究通過線速度變化,曲率半徑為R2,R1.5,R1,R0.7,R0.5去除深度變化情況,研究曲率半徑為R2,R1.5,R1的表面粗糙度值的變化情況。使用編程軟件對試驗件進行編程,具體參數如表1所示。

表1 實驗參數(基礎參數表)

圖7 拋光示意圖
通過實驗繪制不同曲率半徑的去除深度如表2所示,繪制曲率半徑為R2、R1.5、R1的表面粗糙度參數如表3所示。

表2 不同曲率半徑去除深度表

表3 不同曲率粗糙度參數表
由此,繪制去除量隨轉速和預壓量變化而變化的關系曲線如圖8所示。分析該圖可知,拋光去除深度隨拋光線速度的增大而增加,這與不銹鋼304平板實驗結果類似。在相同線速度和預壓量條件下,材料的去除深度隨圓角半徑的減小而增大,因為在同樣的壓力下,小圓角半徑的幾何形狀與拋光輪接觸面積小,接觸面處的單顆磨粒所受力變大,去除能力增強。

圖8 去除深度隨線速度變化
另外,同等線速度增量(3.59 m/s)下,去除深度隨轉速增大的增量逐漸減小,此變化規律與Preston模型修正公式不完全符合,如當線速度為12.56 m/s和16.15 m/s時,材料去除深度相差較小,用GSV-4USB測力儀對拋光力進行測定,兩種線速度下的拋光力如表4所示。

表4 拋光力測定表
統計表面拋光R1、R1.5、R2的表面參數值繪制折線圖,如分析圖9可知表面粗糙度隨線速度增大有先下降后上升的趨勢。當線速度為12.56 m/s時表面質量最好,這是由于拋光輪表面的磨粒是不等高的,故線速度越高,前面磨粒通過耕犁作用產生的材料表面變形被后面磨粒切削去除的概率就越大,工件表面質量就會越好,但是在線速度過高的情況下,拋光輪表面的排屑周期會變短,切削熱升高,促使拋光表面粗糙度升高。

圖9 表面粗糙度隨線速度變化
另外,如果速度過高,會使拋光輪和工件之間形成一層空氣薄膜,阻礙磨粒和工件之間發生干涉,致使切削比例下降,進而導致表面質量變差[6]。
(2)預壓量優化實驗
通過線速度優化實驗得出線速度在12.56 m/s時表面粗糙度值最小。故本實驗采用此線速度為基礎數據。研究改變預壓量對各截面半徑去除深度和表面粗糙度值的變化。如表5、表6、表7所示改變400#拋光輪的預壓緊量,記錄相應預壓量下拋光后材料去除深度。

表5 變預壓量拋光參數表

表6 不同曲率半徑去除深度表
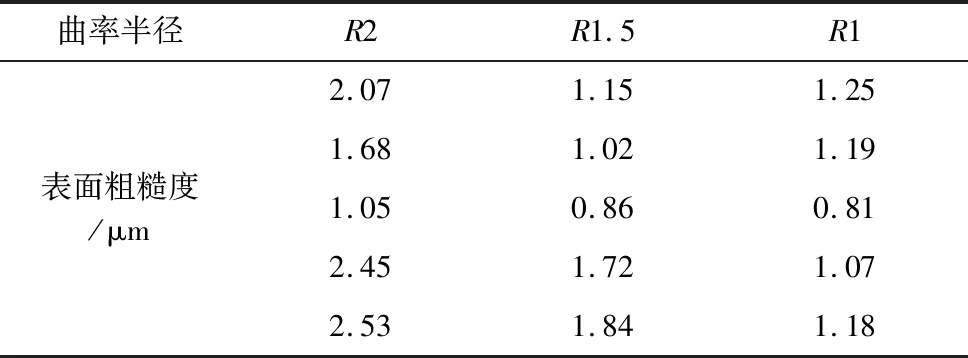
表7 不同曲率粗糙度參數表
由表6繪制去除量隨預壓量變化而變化的關系如圖10所示。

圖10 去除深度隨預壓量變化曲線
分析曲線走勢可知,預壓量對材料的去除深度造成重要影響,當給定拋光線速度后,去除深度隨預壓量的增大而增大。這是因為隨著預壓量增大,拋光輪與待拋光件干涉尺寸增大,拋光輪表面參與拋光的磨粒數量增多。另外,由于拋光輪基體的柔性特點,當預壓量增大時,拋光輪變形增大,單顆磨粒受到基體的作用力增大,去除能力增強。
橫向對比不同曲率半徑的拋光去除深度值發現,在相同的拋光參數下,拋光件的曲率半徑越小,拋光的去除深度越深。上述情況的出現是由于隨著曲率減小,拋光輪與拋光件的接觸面積減小,而拋光輪的擠壓變形量變化較小,導致單顆磨粒所受的壓力增大,去除能力增強。另外,這也從另一個側面反映了當圓角越小時,拋光參數對材料去除深度的影響越大,對于小于R0.5的圓角,應開展專門的拋光實驗探索小圓角半徑的拋光效果。由表7繪制表面粗糙度隨預壓量變化的關系曲線如圖11所示。

圖11 表面粗糙度隨預壓量變化曲線
分析曲線走勢可知,拋光件的表面粗糙度,隨預壓量的增大而先減小后增大, 在預壓量為0.3處達到最小值。這是因為當預壓量增大時,柔性拋光輪表面隨所拋光的幾何形狀產生變形,磨粒與試件表面貼合面積更大,對同一部位的拋光次數增多,使試件表面質量提高。隨著預壓量繼續增大,單位時間內去除材料增多,拋光輪容屑空間變小,耕犁和切削所占拋光的比例縮小,劃擦作用比例增大,導致表面粗糙度升高。
3 結束語
通過對航空發動機復雜型面葉片進排氣邊定軌跡拋光工藝參數的深入研究,建立起不同尺寸半徑試件拋光參數與去除量、表面粗糙度之間的曲線關系,積累了較為豐富的線速度和預壓量等拋光工藝關鍵參數,為拋光不同曲率進排氣邊特征提供了數據支撐,提高了拋光參數選取效率。
同時,本文采用的超硬磨料柔性拋光工具在小半徑進排氣邊上具有較好的拋光效果,為后續實現小半徑進排氣邊的數控化拋光提供了較好的工具。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
