擠壓絲錐在深孔螺紋加工中的應用
2021-03-01 07:16:08
金屬加工(冷加工) 2021年2期
關鍵詞:優勢
襄陽福達東康曲軸有限公司 湖北襄陽 441000
1 序言
在深孔螺紋加工過程中,切削絲錐(見圖1)如果遇到冷卻不好或排屑不暢,會造成早期磨損、崩刃、斷裂等問題。擠壓絲錐(見圖2)作為近些年發展起來的一種絲錐類型,相對切削絲錐,其壽命、效率、成本及加工質量等方面都有優勢。

圖1 切削絲錐

圖2 擠壓絲錐
2 優勢
2.1 壽命優勢
公司某產品上有6個深度70mm的盲孔,需要加工內螺紋。以往一直使用加長的切削絲錐,加工過程中絲錐壽命短、更換頻繁,絲錐異常失效的情況也時有發生。通過各種改進方法,切削絲錐的壽命得到了提升,但還是不能達到預期的目標。為此,嘗試用擠壓絲錐替代切削絲錐。
擠壓絲錐選用國內外知名品牌,分批進行了試驗。通過試驗發現,擠壓絲錐在壽命上明顯優于切削絲錐,提升的效果呈幾何倍數,有幾款擠壓絲錐的壽命相對切削絲錐提升了40倍以上。
擠壓絲錐在前端參與擠壓的刃部磨損后,相鄰的校正齒參與擠壓。這時,擠壓絲錐參與擠壓的刃增加1個,加工的螺紋依舊是完整的螺紋,只是有效螺紋深度略有減少,其失效形式以螺紋變小為主。擠壓絲錐刃部出現小的缺損,不影響后續的使用,如圖3所示,可以繼續使用至出現螺紋變小。擠壓絲錐螺紋變小之前,往往伴隨著機床的轉矩劇烈變大,加工出現異響等現象,可以及時發現。
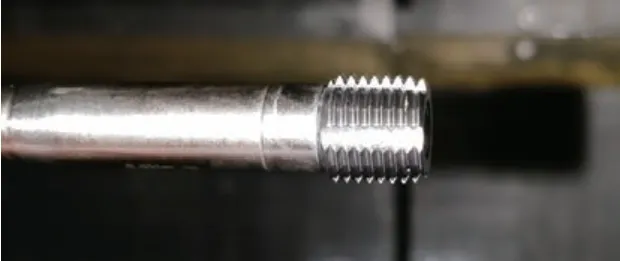
圖3 擠壓絲錐刃部缺損
2.2 效率優勢
擠壓絲錐在使用過程中,由于壽命提升,換刀頻次急劇下降。以往切削絲錐需要每天更換數次,而擠壓絲錐數天才更換1次,效率明顯提升。另一方面,擠壓絲錐的加工轉速相對切削絲錐的轉速高,生產效率明顯提高。經過實踐,鉆孔、鉸孔、倒角及攻螺紋一體的加工中心上,機加工時間縮短了14%,這意味著該工序的產能提升了14%。
2.3 成本優勢
同規格的擠壓絲錐的單價一般明顯高于切削絲錐。由于部分擠壓絲錐的壽命顯著高于切削絲錐,核算單件成本后,擠壓絲錐的單件成本相對切削絲錐下降≥50%。當然,應用場合不同,成本優勢也不一樣。
在易加工的工況上,切削絲錐可以將成本下降到很低的級數,擠壓絲錐在這種情況下無法做到。但是,在難加工工況下,比如深孔螺紋、盲孔螺紋或者高黏性材料的加工,擠壓絲錐的成本優勢比較明顯。
2.4 加工質量優勢
擠壓螺紋的強度高,據相關刀具廠家提供的數據,相對切削螺紋強度≥20%。強度提升是由于材料擠壓后產生塑性變形而形成螺紋,螺紋的材質更加致密,螺紋表面在擠壓過程中出現冷作硬化,表面強度提升。目前各大主機廠也漸漸認識到擠壓螺紋的強度優勢,在新產品要求上也推薦選擇擠壓螺紋。
擠壓螺紋為無屑加工,杜絕了切削深孔、盲孔螺紋后,殘留切屑,導致裝配過程中螺栓與螺紋咬合,對螺紋造成破壞的問題。另外,加工過程中,擠壓絲錐出現崩牙后,不會造成工件爛牙。
3 局限性
3.1 設備精度要求高,轉矩要求大
擠壓絲錐只能使用剛性夾持刀柄,如果設備精度差,絲錐與底孔不同心,會造成一側螺紋牙頂高過大,一側牙頂高不足,導致螺栓與牙頂高不足的一側干涉,無法裝配。
從目前觀察設備轉矩監控數據來看,M12×1.25mm擠壓絲錐的轉矩相對切削絲錐要>50%,但要明顯小于鉆孔的轉矩,一般設備即可滿足該擠壓絲錐的轉矩要求。但是,對螺距較大的擠壓絲錐,如M16×1.5mm的擠壓絲錐,就出現過主軸電動機過載報警的問題。所以,在嘗試擠壓絲錐之前,首先要對設備的轉矩是否符合要求進行驗證。
3.2 無法返工
擠壓絲錐未完全加工的螺紋,如深度不夠,中途斷絲錐,后續無法通過人工手動返工。通過設備返工,存在機床重復裝夾定位,螺紋軌跡不重合造成絲錐擠壓量過大,絲錐斷裂、螺紋孔爛牙等一系列的問題。一旦出現螺紋深度不夠,工件只能報廢。所以,擠壓絲錐加工完成的首件必須要仔細測量,防止出現批量報廢。
3.3 不能加工脆性材料
擠壓絲錐的原理是利用材料的塑性變形形成螺紋,脆性材料無法加工。
3.4 只適合加工螺距<3mm的螺紋
材料的變形量有限,如果加工螺距>3mm的螺紋,首先可能造成材料內部撕裂,其次擠壓大螺距的螺紋,需要的轉矩一般設備難以提供。
3.5 對底孔鉆頭的選擇比較嚴格
目前很多刀具廠家推薦用擠壓絲錐加工鋼件時,底孔鉆頭直徑見公式(1):

式中,d0為螺紋公稱直徑(m m);P為螺距(mm)。
根據試驗驗證,這個公式并不完全適用,公司在48MnV鍛鋼材料上,計算的底孔直徑見公式(2),在擠壓螺紋形成后,最接近切削絲錐加工后的幾何尺寸。因此,底孔直徑的選擇要根據工件的材料來適當的進行調整。

式中,d0為螺紋公稱直徑(m m);P為螺距(mm)。
在加工過程中,發現加工的底孔直徑公差范圍不能超過±0.05mm,否則會造成牙高不符合要求。底孔過大會導致牙頂高不夠,底孔過小會導致牙頂高過高,牙頂的月牙形態形成反包趨勢如圖4所示,甚至完全封閉。相對而言,底孔過大的危害要較小,對加工質量的影響僅僅是牙頂高不夠;底孔過小的危害較大,會造成絲錐與工件的摩擦力劇增,甚至干涉,最終造成絲錐斷裂,且牙頂高過高,會造成工件在檢測時,螺紋塞規無法通過。

圖4 牙頂出現反包趨勢
4 結束語
擠壓絲錐作為新發展起來的一種絲錐類型,在深孔、盲孔及高黏性材料的小螺距螺紋加工中具有明顯的成本、質量優勢。通過對擠壓絲錐應用的分析和試驗,總結出擠壓絲錐的優勢和局限性,給制造業選用擠壓絲錐提供了參考,也為擠壓絲錐的廣泛應用提供了依據。
猜你喜歡
我愛學·笑話與口才(2025年3期)2025-02-24 00:00:00
華人時刊(2020年13期)2020-09-25 08:21:30
趣味(語文)(2020年3期)2020-07-27 01:42:46
意林·全彩Color(2019年8期)2019-09-23 02:12:36
作文與考試·初中版(2017年12期)2017-04-19 20:26:27
中國衛生(2015年2期)2015-11-12 13:13:54
中國火炬(2014年11期)2014-07-25 10:31:58
中國體育(2004年3期)2004-11-11 08:53:02
棋藝(2001年19期)2001-11-25 19:55:34
棋藝(2001年23期)2001-01-06 19:08:36