軸套三組合件的加工
2021-03-01 07:15:54
金屬加工(冷加工) 2021年2期
關鍵詞:工藝
株洲九方裝備股份有限公司 湖南株洲 412001
1 序言
軸套組合件是由螺紋配合、圓錐配合、圓柱配合和偏心配合等組成的零件,在技能競賽和考試中常常會遇到。在數控車床上對組合件進行加工時,要求操作者必須具備某些特殊的技術以及扎實的基本功,因此是一種加工難度較大的技術。圖1所示軸套三組合件是由心軸、偏心錐軸和連接錐套3個零件裝配組合而成的,為了保證各零件能夠順利組裝,在加工過程中必須符合圖樣尺寸精度和組合技術要求。當工藝和工序設計得不合理時,一是將直接影響零件的尺寸精度和裝配效果,甚至造成一些零件無法加工;二是會增加輔助時間,導致無法在規定時間內完成加工組合工作。因此,在組合件加工前,不僅要考慮單個零件尺寸精度和幾何公差達到圖樣要求,而且應保證滿足組裝技術要求以及工藝路線的連貫性。所以,加工前的工藝分析和對各零件之間的配合關系進行分析是關鍵,只有充分分析影響加工和精度的各種因素,并采取相應措施,設計出合理的加工工藝,才能確保該組合件的順利加工和組裝。

圖1 軸套三組合件
2 軸套三組合件加工工藝分析
首先快速讀圖,分析圖樣,根據毛坯尺寸檢查和分配好坯料;根據圖樣分析組合件各零件的配合類型和技術要求,通過工藝分析,判斷此組合件的加工難點和關鍵技術,確定配合基準;擬定各零件的加工順序,設計出一條最優的加工工藝路線。具體分析如下。
1)首先看組裝圖(見圖2),此組合套由心軸、偏心錐軸和連接錐套3件組成,根據毛坯材料尺寸進行分析,心軸使用φ65mm×150mm坯料,偏心錐軸使用φ85mm×95mm坯料,連接錐套使用φ85mm×105mm坯料。
連接錐套右端與心軸、偏心錐軸左端配合后總長188mm,且偏心錐軸與連接錐套左端配合間隙為0.05mm,該組合件的尺寸精度要求高,且所有尺寸精度和幾何公差要求嚴格,各組成部件如圖3~圖5所示,共有5項形位要求。
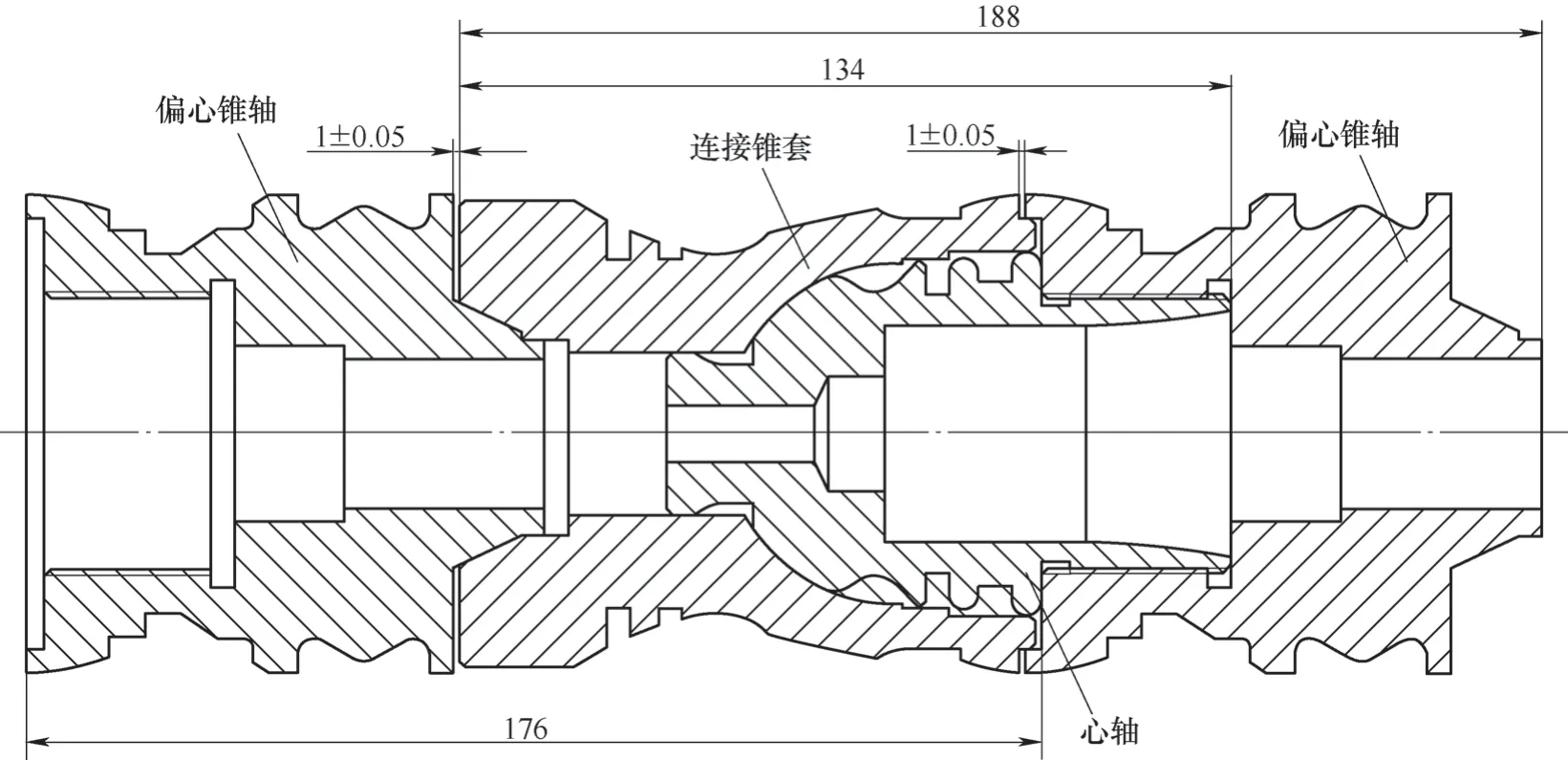
圖2 軸套三組合組裝圖
3)根據以上技術要求及先外后內的加工原則,確定心軸的外輪廓各面為連接錐套內圓弧配合基準,心軸的外螺紋為偏心錐軸內螺紋的配合基準。確定了偏心錐軸的外錐及偏心為連接錐套的錐度和偏心的配合基準。
加工工藝路線為:車削心軸全部尺寸切斷→加工偏心錐軸左端及內螺紋→心軸切斷處倒角→車偏心錐軸右部分→車連接錐套右端→車連接錐套左端→檢驗。實踐證明,此加工順序比較合理。
3 組合件加工難點及應對措施
3.1 心軸
如圖3所示,左端外圓柱中心軸線與右端內圓基準A同軸度誤差≤0.03mm。針對該零件幾何公差的要求,采用一次裝夾,以工件左端為夾持位置,“一刀車出”外輪廓及各個配合尺寸至圖樣和裝配要求。

圖3 心軸
3.2 偏心錐軸
如圖4所示,對于偏心錐軸有較高的尺寸精度要求,有偏心配合要求,左端內圓止口軸線與外圓軸線基準B要求同軸度誤差≤0.03mm,其右端面相對外圓軸線基準B垂直度誤差≤0.04mm。解決夾持位置和幾何公差要求問題是關鍵,故先加工左端止口、內螺紋及外輪廓,采用一次裝夾,完成外輪廓全部尺寸,預留右端外錐面及偏心的余量。然后調頭,借助心軸多余的料頭,做1個外螺紋輔助接頭與左端內螺紋配合定心,定長度、車外圓錐與偏心,這樣既保證了幾何公差,又解決了偏心不好裝夾的難題。
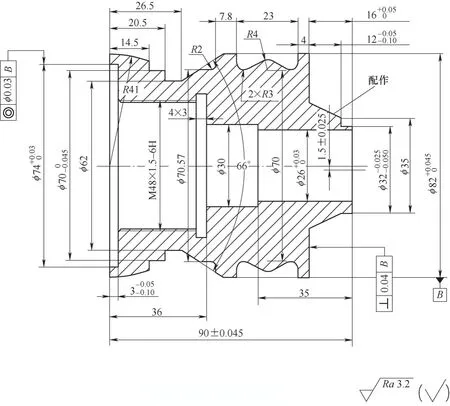
圖4 偏心錐軸
3.3 連接錐套
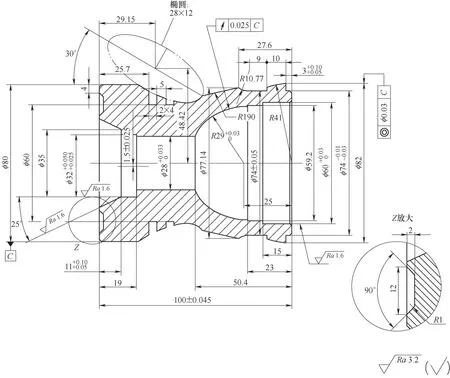
圖5 連接錐套
平均顏色變化率(AWCD)反映了微生物的代謝活性,是土壤微生物群落利用單一碳源能力的一個重要指標,AWCD值的高低反映土壤微生物密度的高低,可代表土壤微生物活性的高低。計算不同植被恢復模式土壤AWCD平均值,并繪制AWCD值隨培養時間的動態變化曲線(圖1)。
4 零件的加工工序設計
通過分析裝配圖與加工圖樣,擬定軸套三組合件加工工序如下。
(1)心軸 坯料尺寸φ65mm×150mm,包括輔助料頭。加工工藝流程:平端面→鉆φ10mm孔、深11 0 mm →鉆φ20 mm 孔、深70mm →鉆φ24mm孔、深60mm→粗、精車外圓輪廓→粗、精車外螺紋→粗、精車內孔→定總長、切斷(全部尺寸車好后)→檢驗。
(2)偏心錐軸 坯料尺寸φ85mm×95mm。加工工藝流程:平端面→鉆φ24mm通孔→粗、精車左端外輪廓→切外圓槽→粗、精車內輪廓→切內螺紋退刀槽→粗、精車內螺紋→車輔助外螺紋連接頭→與偏心錐軸左端內螺紋配作→定總長→粗、精車右端外圓錐→粗、精車內孔→車偏心→檢驗。
(3)連接錐套 坯料尺寸φ85mm×105mm。加工工藝流程:平端面→鉆φ24mm通孔→粗、精車右端外輪廓及外圓基準C→切外圓槽→車端面止口→粗、精車內輪廓→調頭、定總長→車右端端面槽→車偏心→總組裝→檢驗。
5 軸套三組合件的工藝實施
為了使組合件的加工在規定時間內得以順利完成,需通過工藝分析、擬定合理的加工方法以及設計切實可行的工序、工步,達到減少機床調整次數、提高刀具壽命以及便于檢測配合等目的。
為了提高加工效率和組裝質量,在考慮幾何公差和夾持位置的情況下,靈活運用“一刀車出”和利用輔助料頭螺紋配合,可直接減少裝夾次數,從而保證各環節高效、順利完成。下面以軸套三組合件中偏心錐軸為例,介紹其工藝實施過程。
1)三爪自定心卡盤裝夾φ85m m×95m m坯料,夾持長度10mm左右,平端面。
2)用φ24mm中心鉆鉆通孔。
3)粗、精車左端外輪廓尺寸,裝夾如圖6所示,采用“一刀車出”的方法。利用正、反兩把外圓偏刀完成粗、精車左端至右端外輪廓的加工,保證外圓尺寸φ、φ70.57mm,長度尺寸7.8mm、23mm和4mm以及圓弧尺寸R2mm、R3mm兩處、R4mm和R41mm。
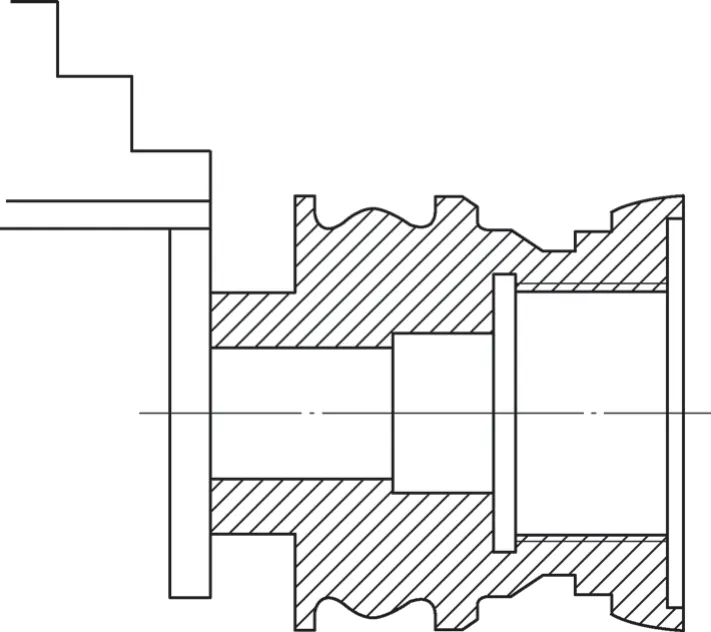
圖6 偏心錐軸的裝夾
4)切外圓槽。用3mm寬外圓切槽刀切左端外圓槽,保證長度尺寸14.5mm、20.5mm、26.5mm及其外圓尺寸φ、φ62mm。
6)用3m m寬內孔切槽刀切左端內螺紋退刀槽,保證槽寬尺寸4mm×3mm。
7)粗、精車內螺紋,用M48×1.5mm的內螺紋環規檢驗。此時可以用心軸外螺紋配合檢驗。
8)利用心軸多余的坯料車M48×1.5mm外螺紋輔助接頭,保證螺紋長度>36mm。
9)與偏心錐軸內螺紋調頭配作,如圖7所示。用百分表檢驗φmm外圓,使其徑向圓跳動<0.01mm,軸向圓跳動<0.02mm。粗、精車端面,保證總長度尺寸(90±0.045)mm。
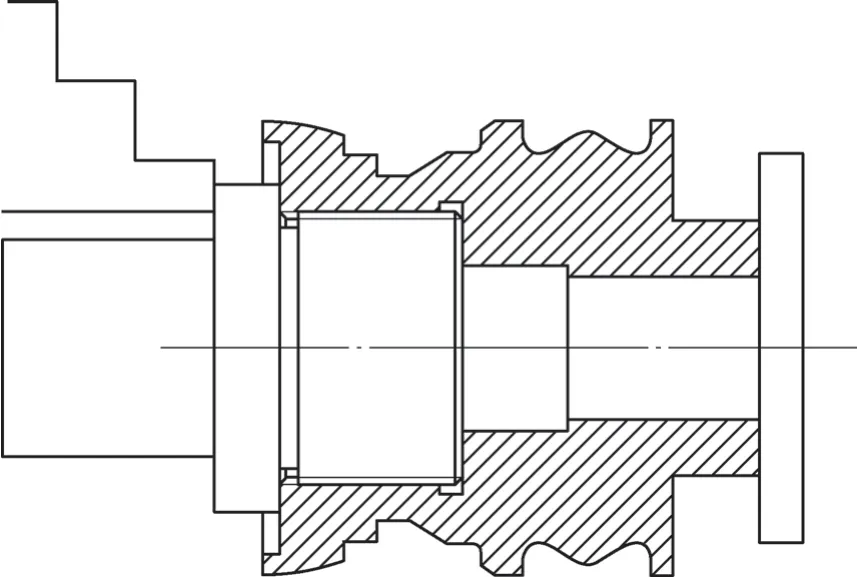
圖7 偏心錐軸調頭配作
6 結束語
通過工藝分析、擬定合理的加工方法以及設計切實可行的工藝流程,使整個加工工藝路線具有連貫性,整個加工過程井然有序,軸套三組合件的加工在規定時間內順利完成,滿足了圖樣技術要求。
專家點評
本例中的軸套三組合件由心軸、偏心錐軸和連接錐套3個零件組合而成。加工過程中既要滿足單個零件的尺寸精度和幾何公差要求,又要兼顧誤差積累與組合技術要求。各零件需要在基準統一的情況下,靈活運用“一刀車出”的方法,減少裝夾次數和幾何誤差,從而保證組合件的裝配效果。
文章內容完整、思路清晰,真實再現了數控車工技能大賽的技術難點和加工要領,作者通過工藝分析,擬定合理的加工方法并保證工藝路線的連貫性,在規定時間內完成組合件的加工和裝配,在技能大賽中鍛煉了技術,總結了經驗。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52