基于S7-1200PLC的多功能智能埋弧焊接輔助控制系統(tǒng)研究
2021-03-01 02:22:14
無(wú)線互聯(lián)科技 2021年2期
(江蘇航運(yùn)職業(yè)技術(shù)學(xué)院,江蘇 南通 226010)
1 窄間隙埋弧焊機(jī)焊接過程
在焊接前,將厚鋼板對(duì)接形成間隙約15mm的焊道,調(diào)節(jié)焊道引導(dǎo)器上下導(dǎo)輪,使預(yù)熱電極不能接觸到窄間隙側(cè)壁,引起電流短路。將預(yù)熱器的預(yù)熱鎢針電極調(diào)整好與側(cè)壁的距離,一般保持1~2mm,調(diào)整埋弧焊劑導(dǎo)管與焊道底部的高度,以保證焊劑厚度能有效地保護(hù)焊接熔池。調(diào)整焊槍電極的高度,以確保有合適的焊絲干伸長(zhǎng)。調(diào)整前后焊槍電極與兩側(cè)壁之間的距離,以保證在焊接過程中兩側(cè)壁的熔合質(zhì)量。
焊接時(shí),按照焊接的方向及焊接工藝要求控制焊接預(yù)熱、焊劑覆蓋、焊接點(diǎn)火之間的關(guān)系,由于焊接設(shè)備是按雙向焊接功能設(shè)計(jì),故在焊接時(shí),只有焊槍前部的預(yù)熱器、焊劑導(dǎo)管工作,后部的預(yù)熱器及焊劑導(dǎo)管不工作。焊接過程中,焊接小車會(huì)向前運(yùn)動(dòng),在此過程中,啟動(dòng)預(yù)熱器對(duì)焊道中的兩側(cè)壁用鎢針電極進(jìn)行預(yù)熱,以減小溫度梯度,同時(shí)打開焊劑導(dǎo)管的電磁閥,向焊道內(nèi)鋪焊劑。同時(shí)進(jìn)行焊槍點(diǎn)火,使兩焊接電極中的焊絲分別對(duì)焊道與側(cè)壁進(jìn)行熔合焊接,使用雙絲分別對(duì)窄間隙兩側(cè)壁進(jìn)行熔合焊接,很好地解決了窄間隙焊接過程中側(cè)壁熔合難的工藝問題[1]。埋弧焊設(shè)備模型如圖1所示。
2 控制系統(tǒng)硬件設(shè)計(jì)
2.1 設(shè)計(jì)思路
觸摸屏是控制系統(tǒng)的監(jiān)控機(jī)構(gòu),通過觸摸屏輸入焊接相關(guān)參數(shù),包括焊接電流、電壓、預(yù)熱槍電流、預(yù)熱溫度、埋弧焊劑流量閥開度、小車行走方向等。
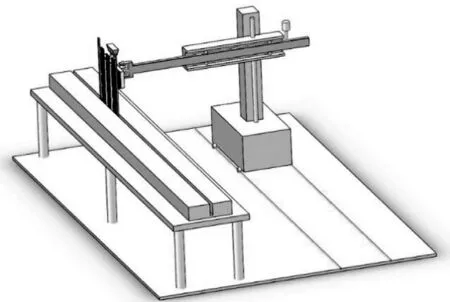
圖1 埋弧焊設(shè)備模型
PLC是整個(gè)控制系統(tǒng)的核心機(jī)構(gòu),通過輸入端接收控制指令,CPU運(yùn)行系統(tǒng)控制程序,然后通過輸出端執(zhí)行系統(tǒng)的各項(xiàng)控制。另外,PLC還起到連接觸摸屏、計(jì)算機(jī)等的聯(lián)網(wǎng)和通信功能。
伺服電機(jī)、步進(jìn)電機(jī)和變頻器等作為控制系統(tǒng)的執(zhí)行者,根據(jù)PLC的運(yùn)行指令完成埋弧焊的焊接任務(wù)。本項(xiàng)目中,根據(jù)控制要求,各電機(jī)的選用情況如表1所示。
2.2 元件選型
考慮控制對(duì)象包括伺服電機(jī)、步進(jìn)電機(jī)以及變頻,并考慮組網(wǎng)要求,選用一臺(tái)西門子1500PLC作為主站,兩臺(tái)西門子1200PLC分別作為從站,主站CPU類型為CPU 1511-1 PN,用于與觸摸屏和從站之間的數(shù)據(jù)交換以及部分外接輸入/輸出信號(hào);兩臺(tái)從站CPU類型為1212C DC/DC/DC,用于控制伺服電機(jī)、步進(jìn)電機(jī)和變頻電機(jī)。控制系統(tǒng)采用工業(yè)以太網(wǎng)進(jìn)行通信。
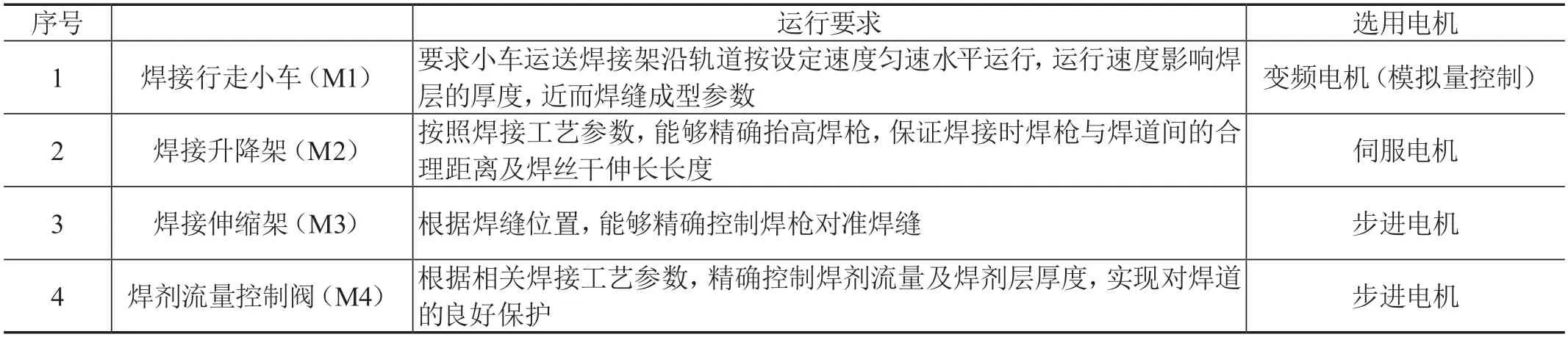
表1 各電機(jī)選用情況
其他設(shè)備選型包括:昆侖通態(tài)TPC7062Ti嵌入式一體化觸摸屏、西門子MICROMASTER420變頻器、臺(tái)達(dá)伺服電機(jī)以及步科步進(jìn)電機(jī)。
3 控制系統(tǒng)軟件設(shè)計(jì)
3.1 設(shè)計(jì)思路
控制要求:系統(tǒng)開啟后,先在人機(jī)界面上輸入焊接參數(shù),包括焊接電流、電壓、預(yù)熱槍電流、預(yù)熱溫度、埋弧焊劑流量閥開度、小車行走方向等。按下啟動(dòng)按鈕,焊接開始,根據(jù)小車行走方向判斷焊接方向,當(dāng)檢測(cè)小車進(jìn)入焊道的微動(dòng)開關(guān)接通后,按照設(shè)定的參數(shù),打開相應(yīng)的預(yù)熱槍和焊劑流量閥,同時(shí)焊接電源以預(yù)定的電流、電壓接通,開始焊接。當(dāng)微動(dòng)開關(guān)檢測(cè)到小車行走完成一個(gè)方向的行程,關(guān)閉焊接電源及預(yù)熱槍和焊劑流量閥,開始進(jìn)行小車反向運(yùn)行,并按前述次序依次開啟下一輪的焊接,直到達(dá)到焊接要求,結(jié)束焊接。根據(jù)控制要求繪制控制流程,如圖2所示。
3.2 觸摸屏設(shè)計(jì)
3.2.1 界面設(shè)計(jì)
觸摸屏的初始界面是用戶登錄界面,包括技術(shù)工程師登錄和操作人員登錄。其中,技術(shù)工程師可以登錄調(diào)試界面,用于各電機(jī)運(yùn)行中的位置和狀態(tài)初始化以及運(yùn)行故障調(diào)試。操作人員登錄運(yùn)行界面,用于焊接操作[2]。

圖2 控制流程
調(diào)試界面包括通過下拉菜單選擇調(diào)試電機(jī),以及各個(gè)電機(jī)調(diào)試中需要的按鈕、輸入框、顯示框、指示燈等功能。運(yùn)行界面的功能是用于進(jìn)行焊接工作操作的用戶界面,主要包括控制按鈕、輸入焊接所需要的參數(shù)等功能,焊接開始后,可以通過人機(jī)界面監(jiān)控焊接電壓、電流參數(shù),達(dá)到對(duì)焊接電流和電壓監(jiān)控的目的,保證焊接質(zhì)量。
3.2.2 實(shí)時(shí)數(shù)據(jù)庫(kù)和設(shè)備組態(tài)
結(jié)合界面設(shè)計(jì)和控制要求,建立變量與界元件對(duì)應(yīng)的觸摸屏的實(shí)時(shí)數(shù)據(jù)庫(kù)。在此基礎(chǔ)上,進(jìn)行設(shè)備組態(tài)以建立觸摸屏與PLC數(shù)據(jù)通信通道,觸摸屏(192.168.0.5)與1500PLC(192.168.0.1)通信,然后通過1500PLC與兩臺(tái)1200PLC組網(wǎng)通信。
3.3 PLC程序
控制程序通過博途V15軟件設(shè)計(jì)[3]。
3.3.1 設(shè)備組態(tài)
本控制系統(tǒng)由3臺(tái)西門子PLC組網(wǎng)控制,其中1臺(tái)S7-1500作為主站,2臺(tái)S7-1200作為從站,用以太網(wǎng)通信,建立控制網(wǎng)絡(luò)。
各設(shè)備間的以太網(wǎng)通信通過交換機(jī)連接,觸摸屏直接與1500PLC進(jìn)行通信。另外,1500PLC作為主站,還與兩臺(tái)從站1200PLC進(jìn)行通信,1200PLC與觸摸屏之間的通信也通過1500PLC中轉(zhuǎn)。
3.3.2 程序設(shè)計(jì)
PLC的程序包括主程序和子程序以及相應(yīng)的數(shù)據(jù)塊。主程序是PLC正常運(yùn)行就不受其他程序段影響(除非有中斷程序?qū)⑵渲袛啵碢LC正常運(yùn)行時(shí)就是一直執(zhí)行掃描的。子程序是受主程序調(diào)用的程序,只有主程序里的邏輯允許子程序運(yùn)行時(shí),子程序才能運(yùn)行。
本項(xiàng)目中,1500PLC作為主站,主程序OB1是整個(gè)控制系統(tǒng)的“總調(diào)控中心”,用于調(diào)用通信子程序塊,2個(gè)從站1200PLC的OB1作為各自控制電機(jī)的“分調(diào)控中心”,用于該P(yáng)LC控制的電機(jī)相關(guān)子程序的調(diào)用。
3.4 相關(guān)參數(shù)
伺服電機(jī)主要參數(shù)設(shè)置為:P1-44(電子齒輪比分子)=1 600 ;P1-45(電子齒輪比分母)=40。
步進(jìn)電機(jī)兩臺(tái)的細(xì)分設(shè)置均為:DIP1-DIP8(“01110000”)。
本項(xiàng)目變頻電機(jī)為模擬量控制,主要參數(shù)設(shè)置值:P1000=2;P0700=2;P0701=1;P0702=12。
4 結(jié)語(yǔ)
文章結(jié)合埋弧焊機(jī)的工作原理及其工作流程,設(shè)計(jì)了埋弧焊機(jī)的簡(jiǎn)易模型及對(duì)其監(jiān)測(cè)和控制的系統(tǒng),對(duì)系統(tǒng)中的PLC、測(cè)量?jī)x器、觸摸屏等硬件進(jìn)行了選型;通過軟件TIA15對(duì)焊機(jī)的控制系統(tǒng)進(jìn)行了設(shè)計(jì)。利用工控組態(tài)軟件MCGS,設(shè)計(jì)焊機(jī)控制平臺(tái)。通過以太網(wǎng)將PLC、觸摸屏和計(jì)算機(jī)進(jìn)行連接,控制程序?qū)崿F(xiàn)了基本功能。
- 無(wú)線互聯(lián)科技的其它文章
- 電氣工程專業(yè)綜合改革研究與探索
——以塔里木大學(xué)為例 - 參與式教學(xué)在“數(shù)學(xué)規(guī)劃算法”課程中的應(yīng)用研究
- “雙高”背景下城市軌道交通通信信號(hào)技術(shù)專業(yè)實(shí)訓(xùn)教學(xué)體系建設(shè)的創(chuàng)新與實(shí)踐
- ARCS模型視角下教師微課技能培訓(xùn)措施研究
- “互聯(lián)網(wǎng)+”教學(xué)背景下本科建筑學(xué)專業(yè)教學(xué)模式改革研究
- 新時(shí)代產(chǎn)品3D展示教學(xué)中的創(chuàng)新與反思