道岔鋼軌件的自動全長熱處理及監控系統研究
2021-02-25 10:35:44詹新偉王樹青杜吉康
鐵道建筑 2021年1期
關鍵詞:工藝
詹新偉 王樹青 杜吉康
(中國鐵道科學研究院集團有限公司金屬及化學研究所,北京 100081)
道岔因數量多、構造復雜、使用壽命短、限制列車速度、行車安全性低、養護維護投入大的特點,被稱為鐵路軌道的三大薄弱環節之一[1]。因此,提高道岔安全性和使用壽命意義非常重大。提高道岔重要組成部分中道岔鋼軌件的強度、熱處理質量穩定性[2-6]是提高道岔使用安全和使用壽命的主要方式之一。
1 道岔鋼軌件的全長熱處理介紹
國外道岔鋼軌件的制造過程為:鋼廠利用余熱對道岔鋼軌進行熱處理提高強度,道岔生產企業對熱處理道岔鋼軌進行機械加工成道岔鋼軌件。
國內道岔鋼軌件目前的主要制造過程為:鋼廠提供未熱處理的熱軋道岔鋼軌,道岔制造企業先把熱軋態的道岔鋼軌加工成道岔鋼軌件,然后對道岔鋼軌件進行全長熱處理提高其強度。
國內道岔鋼軌件的全長熱處理過程是從鋼軌件的一端走行到另一端,經歷感應加熱和噴風或噴霧冷卻的連續熱處理過程[7]。典型的道岔鋼軌件熱處理設備見圖1。道岔鋼軌件放置在走行小車上,隨著小車的走行帶動鋼軌件經歷感應加熱和冷卻的熱處理過程。加熱的方式為感應熱處理,冷卻為噴風或噴霧冷卻。冷卻的方式經歷了從最初的噴霧冷卻改進到目前的先噴風后噴霧方式。
全長熱處理的特點是僅對需要跟車輪接觸的工作邊區域進行強化。圖2為典型的經全長熱處理后的道岔鋼軌件不同橫斷面的硬化層形貌。圖中的黑色部位為經熱處理強化的區域。。
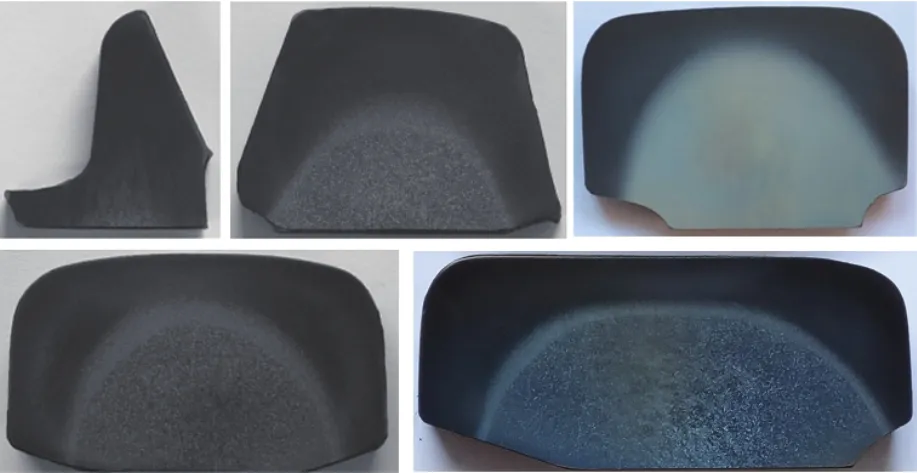
圖2 道岔鋼軌件經熱處理強化后的硬化層形貌
2 現存問題
目前,道岔鋼軌件全長熱處理主要存在以下問題:
1)熱處理硬度偏低
先噴風后噴霧目的是在噴風階段完成從奧氏體到珠光體的轉變,噴霧階段只是起到控制變形和防止返熱退火的目的。目前先風后霧冷卻工藝在道岔廠的全長熱處理中獲得了廣泛的應用。
先風后霧冷卻工藝存在的最大問題是噴風階段能否保證完全完成從奧氏體到珠光體的轉變。若由于噴風器冷卻能力下降等原因未完全發生轉變,將導致后續的噴霧冷卻參與從奧氏體到珠光體的轉變而出現異常的馬氏體組織的風險。
為規避先風后霧冷卻工藝出現馬氏體等異常組織導致道岔軌的提前下道甚至影響到道岔使用安全的風險,多個道岔鋼軌件生產企業以TB/T 1779—1993《道岔鋼軌件淬火技術條件》中的硬度下限為生產標準,致使道岔鋼軌件熱處理的整體行業質量水平低下,未能完全實現通過全長熱處理工藝提高道岔鋼軌件硬度進而提高其耐磨性的目的。
2)手動變速導致的質量不穩定及質量安全事故
勻速走行熱處理工藝是指熱處理過程中小車的走行是勻速的,即道岔鋼軌件經歷勻速感應加熱的過程,小斷面和大斷面經歷相同的連續走行加熱速度。
勻速走行加熱的優點是感應加熱的控制非常簡單,從道岔鋼軌件的一端到另一端的熱處理工程小車走行的速度相同,不需要進行調整。缺點是熱處理后小斷面的硬度偏低。這是因為小斷面軌頭漏磁大,導致感應加熱溫度偏低。
針對上述問題,提出了變速走行熱處理工藝,即小斷面走行速度慢,大斷面走行速度快,從小斷面到大斷面走行速度均勻增加。
進行手動變速走行熱處理時,由于變速走行的控制是操作員手動調節走行速度,人為影響因素眾多,完全依賴操作員的個人經驗。同一個操作員也不能保證所操作的每根道岔鋼軌件完全相同,重現性差。操作人員走行速度過快會導致硬化層深度偏低的風險。
由于操作不當影響了成品質量,某全長熱處理的道岔翼軌出現了軌頭半邊掉落的惡性事故(圖3),該道岔鋼軌件的熱處理硬化層形貌如圖4所示。由于道岔翼軌全長熱處理的硬化層深度過淺,踏面和側面的硬化層深度完全沒達到TB/T 1779—1993的要求。很可能是道岔件熱處理生產過程中走行速度太快導致的。可見,操作人員手動控制走行速度會帶來很大的質量風險。

圖3 出事故的道岔鋼軌件

圖4 出事故道岔鋼軌件的熱處理硬化層形貌
3)熱處理數據手工記錄導致的熱處理過程無法追溯
長期以來,道岔件熱處理過程中的參數都是由操作人員根據實際的熱處理情況進行手寫記錄,如圖5所示。記錄內容包括鋼軌件編號、鋼軌件類型及長度、小車變頻器頻率(Hz)、水量、風壓以及操作者和工班長的姓名。
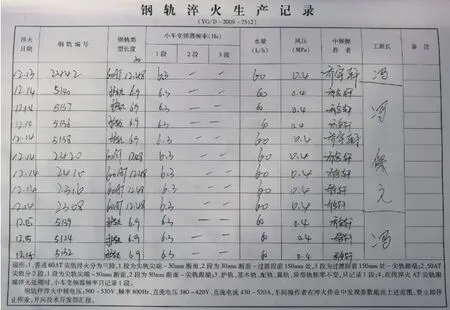
圖5 道岔鋼軌件熱處理生產手工記錄
人工記錄的熱處理過程數據主要存在全面性和真實性兩方面問題。
①目前人工記錄的數據不全面,沒有記錄全部熱處理過程中的參數。比如缺少感應加熱電參數的記錄(中頻電壓、電流、功率等)、噴霧冷卻的風壓參數。變速運行階段的記錄不全面,只記錄每一段的小車變頻器頻率,無法記錄從每段之間頻率變化的情況。
②目前人工記錄的熱處理過程數據完全無法看出同類型的道岔鋼軌件的實際熱處理工藝數據,不能還原真實的熱處理數據,僅可根據道岔鋼軌件的編號查到熱處理日期、操作員和工班長。
3 新型道岔鋼軌件的熱處理方式及監控系統
3.1 全噴風熱處理工藝及裝備
1)全噴風冷卻器
為全噴風冷卻工藝設計的全噴風冷卻器如圖6所示。與先風后霧工藝用噴風冷卻器相比,做了如下改進:①加長了噴風器的長度,起到了先風后霧工藝中風和霧的雙重冷卻效果。②導入壓縮空氣的進口位置發生了變化,從側面進口改成了頂面進口,避免了噴風器冷卻器傾斜的情況。③優化了噴風管的壓縮空氣入口連接結構。原來的噴風冷卻器采用的橡皮膠管綁鐵絲或喉箍的方式,拆卸非常困難,而且經常導致接口處的膠管破損。新改進的結構采用螺母擰緊的密封圈結構,不但拆卸方便,而且可以多次使用。④增加的側噴風器結構是考慮到護軌對側面冷卻的需求。有單獨的閥門,可以在需要時開關。
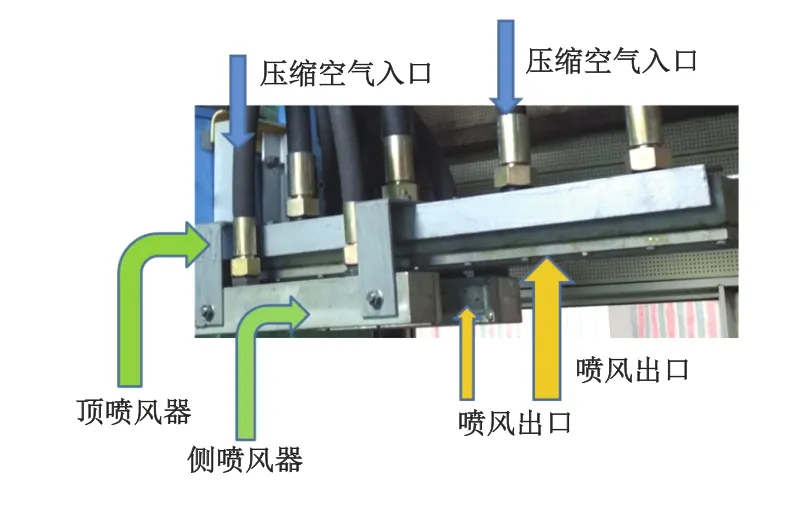
圖6 (全噴風工藝)噴風冷卻器
2)風壓調節與控制系統
傳統的風壓調節和控制采用人工調節減壓閥的方式,存在風壓偏離后失察的風險。
新型的風壓調節方式是采用電動調壓閥,可以根據控制系統中輸入的風壓數值自動調節風壓,在風壓偏離的情況下自動進行調整。既實現了自動控制,又避免了風壓偏離的風險。
3.2 熱處理過程自動變速運行
針對手動變速走行熱處理工藝中暴露出來的問題,設計了自動變速走行熱處理工藝,可實現小斷面慢速、大斷面快速、小斷面到大斷面速度均勻過渡的熱處理工藝。設計方案如圖7所示。根據道岔鋼軌件的型號以及各斷面距離軌端的距離,確定各位置的走行速度,存儲在存儲器中,操作人員根據調用的參數進行熱處理。小車根據鋼軌的型號和調用的參數通過PLC(Programmable Logic Controller,可編程邏輯控制器)自動執行變速走行的熱處理過程,操作人員無法干預小車走行的速度。熱處理過程自動變速運行保障了每根道岔鋼軌件走行的重復性和穩定性,降低了質量事故風險。
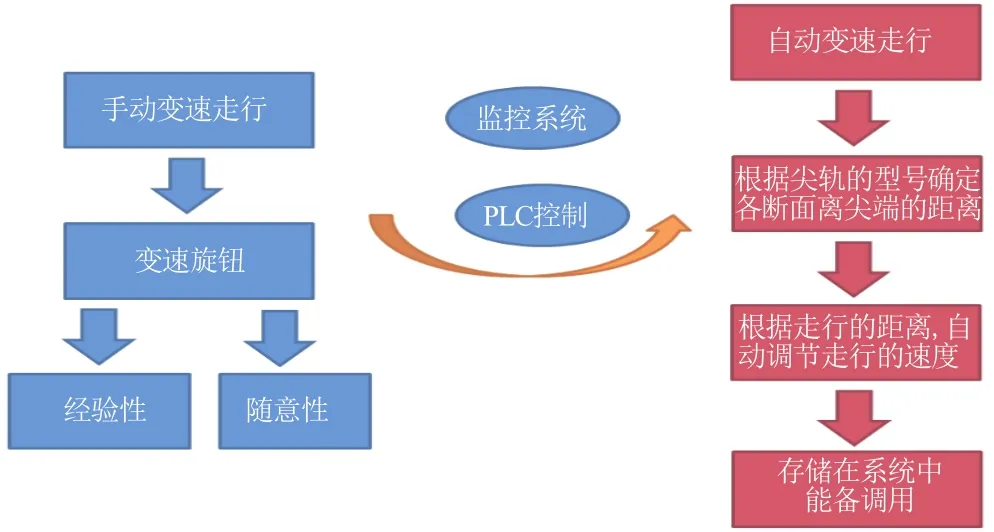
圖7 自動變速走行熱處理軟件設計方案
3.3 熱處理過程參數數據自動記錄和存儲
數據記錄的軟件平臺與自動變速運行系統都集成到數控操作臺的道岔尖軌監控系統中。
只要啟動道岔鋼軌件的熱處理,就開始自動進行數據記錄和存儲。每1秒記錄一輪數據,數據記錄的內容包括風壓、中頻電參數、小車走行速度等,每個數據包都可以真實地還原熱處理的全過程。
從道岔鋼軌件熱處理監控系統主界面點擊菜單進入監控系統軟件功能菜單,選擇數據查詢,輸入查詢道岔鋼軌件編號就能查詢該道岔鋼軌編號的熱處理數據,包括熱處理的所有動態即時數據。也可以點擊全部數據,查詢道岔鋼軌鍛壓段熱處理所有生產即時動態數據,如圖8所示。該系統實現了對熱處理過程的監督和管理。
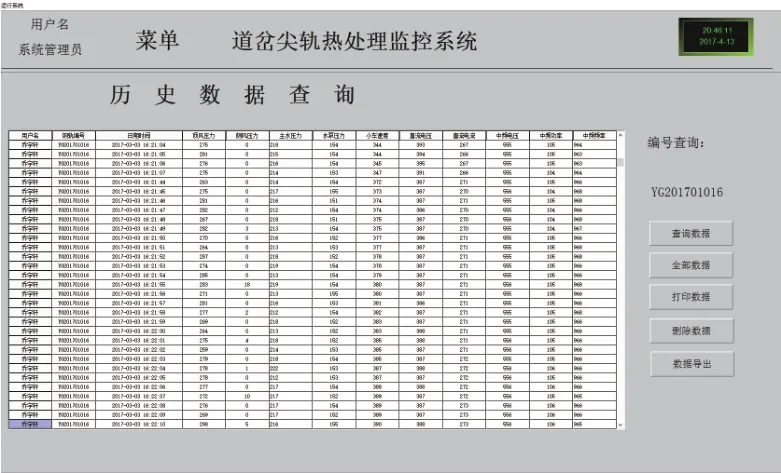
圖8 數據顯示界面
4 新型道岔鋼軌件的熱處理過程
在新型道岔鋼軌件熱處理的數控操作臺(圖9)上可以實現熱處理過程的所有控制,如圖10所示。工作過程為:

圖9 數控操作臺
1)被加熱道岔鋼軌件由上一個工位機械移動到淬火小車上,道岔鋼軌件一端插入小車端頭定位結構,升起液壓缸支撐道岔鋼軌。
2)移動小車至道岔鋼軌件開始淬火位置,落下線圈。
3)打開道岔鋼軌件熱處理監控系統監控界面,點擊用戶登錄,進入操作者監控系統界面。點擊參數設置,選擇已存的要淬火工件的熱處理工藝參數,點擊參數下載,返回監控系統主界面,輸入被加熱道岔鋼軌件編號。
4)按自動開始按鈕,中頻電源調至工藝設定的加熱功率范圍。
5)按設定的走行速度開始加熱,噴風冷卻按設定的噴風壓力自動啟動開始冷卻。
6)當加熱線圈脫離被加熱道岔鋼軌尾端,關閉中頻電源。當噴風冷卻器脫離被冷卻道岔鋼軌尾端,停止自動按鈕,升起線圈,機械移至道岔鋼軌件至存放臺,對于下一根產品重復上面的操作過程。
5 結語
針對目前的道岔鋼軌件熱處理由于自動化程度低導致的質量穩定性和一致性差,以及熱處理數據人工記錄導致的無法監督和追溯熱處理過程的問題,改進了熱處理設備,設計了新型熱處理工藝。通過采用全噴風的冷卻裝置,消除了產生馬氏體組織的風險,可以大幅度提高道岔鋼軌件的整體熱處理質量水平;實現了自動變速走行的自動熱處理過程,提高了質量的穩定性和一致性,避免了走行速度過快帶來的質量風險;通過調用存儲在監控系統中工藝參數的方式實現了全自動化的道岔尖軌熱處理;實現了熱處理過程中工藝參數的即時記錄和存儲,真實地反應了熱處理的過程,便于查詢數據和對熱處理過程的追溯和監督。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
