W公司壓縮機總裝一線生產線平衡優化與改善
2021-02-21 08:19:18吳振博
科技風 2021年4期

摘?要:本文針對W公司壓縮機總裝一線裝配線平衡率不高的問題,通過對企業總裝線現狀分析,找出了影響企業總裝線平衡率的瓶頸工位。另外,論文通過裝配線工位作業分析和后期現場改善兩大方面的內容對瓶頸工序進行優化改善,提高了公司總裝生產線平衡率,同時提升了企業的單日產能。
關鍵詞:生產線平衡;MOD法;雙手作業分析
在制造業競爭越來越激烈的今天,如果企業擁有一套優良的生產系統,這對于降低企業的生產成本,提高企業市場競爭力來說至關重要[1]。然而幾乎每個企業都存在生產線不平衡的問題。導致這一問題的原因有多個方面:員工素質不達標、設備維護不到位、現場6S管理不到位、未能達到準時化生產、缺乏相應的SOP標準等。導致企業效益降低。因而為了提高生產線的產出率,提高產出品的品質,必須要解決生產線平衡問題。
1 現狀分析
W集團有限公司擁有廣州人和、從化、番禺及青島、合肥、海寧、河南民權等七大生產基地,主要產品包括冰箱、冷柜、空調、太陽能及熱泵熱水器、壓縮機及配套產品等,形成了中國最完整的制冷設備產業鏈及家電系列產品集群,是中國大型的現代化企業之一。
1.1 總裝一線產線圖
總裝一線由一條主線和三條支線構成,三條支線分別是氣缸閥蓋版組裝上線、定子上線以及轉子充磁。共有31個工位,其中機器工位14個。總裝一線生產線如圖1所示。
1.2 標準時間測定
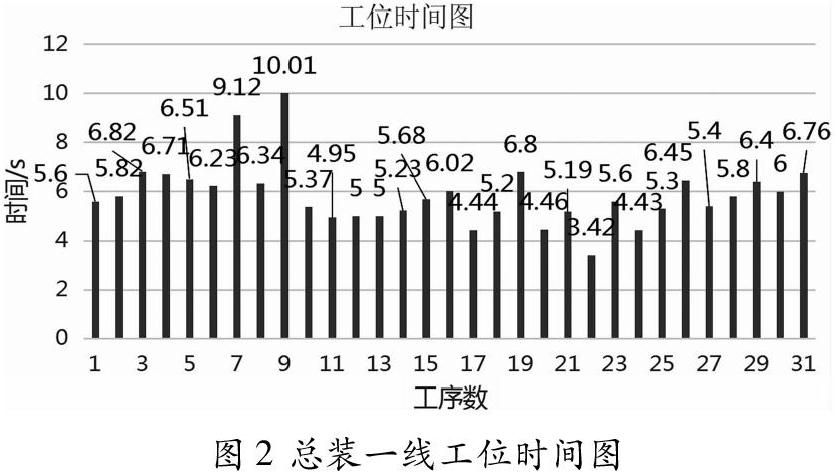
測定總裝線工位作業時間,瓶頸工位時間為10.01s,繪制總裝線工位標準時間柱狀圖,可以更加直觀的看出各個工作作業時間分布情況。見下圖2。
1.3 產線平衡指標評價
對產線平衡的評估指標生產節拍、平衡率與平滑性指數進行計算。
1.3.1生產節拍
所謂節拍就是指同一條生產線上先后出產兩個相同產品的時間差額[2]。節拍的計算是必要的,一般情況下企業每天都有生產的產量指標,這種指標或是根據客戶訂單而確定,或是企業根據企業的任務指標而確定的,只有確定每個固定的時間段的產量才能知道在有限的時間內如何安排生產,才能達到指標要求。總裝一線生產節拍計算結果如下:
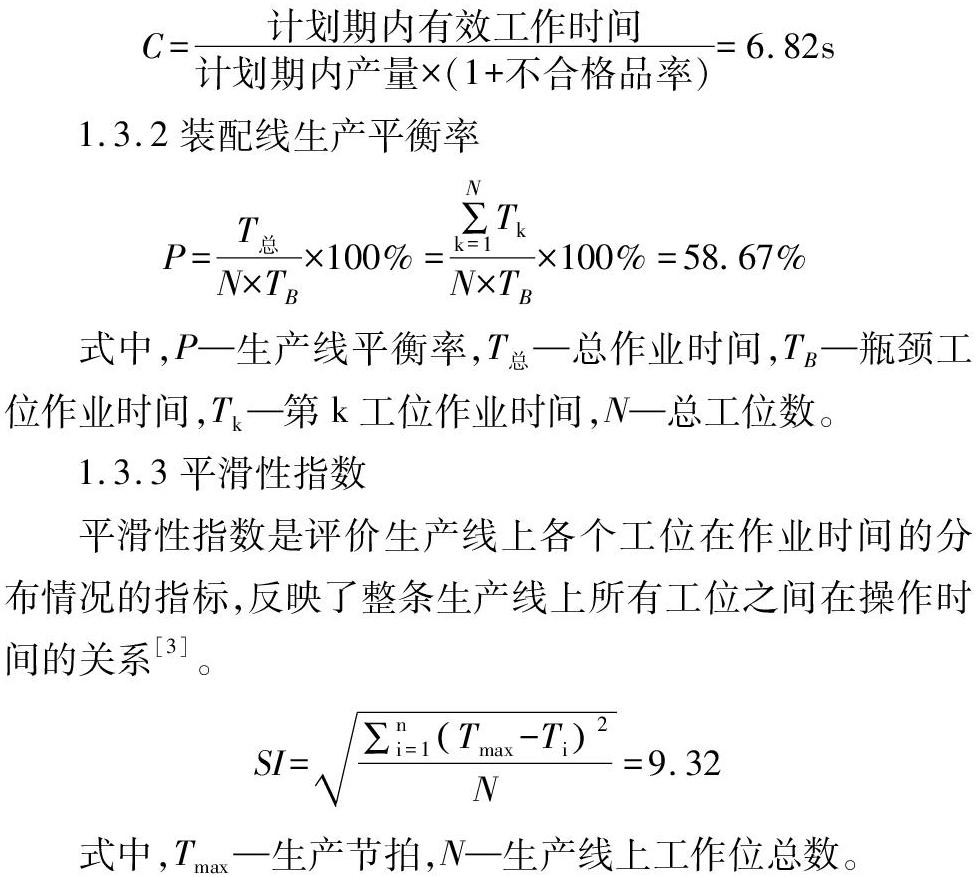
C=計劃期內有效工作時間計劃期內產量×(1+不合格品率)=6.82s
1.3.2裝配線生產平衡率
式中,P—生產線平衡率,T總—總作業時間,TB—瓶頸工位作業時間,Tk—第k工位作業時間,N—總工位數。
1.3.3平滑性指數
平滑性指數是評價生產線上各個工位在作業時間的分布情況的指標,反映了整條生產線上所有工位之間在操作時間的關系[3]。
式中,Tmax—生產節拍,N—生產線上工作位總數。
通過上述計算,可以看出平衡率較低,平滑性指數較大。
2 產線平衡優化
2.1 瓶頸工位改善
針對瓶頸工位,即氣缸閥蓋板組裝及上線工位,氣缸閥蓋板組裝及上線工位由兩個小工序組成,每個工序由一人操作,分別是氣缸閥蓋板支架螺釘裝配以及墊圈的裝配。第一個工序即操作員1取出工件并安裝四個螺釘,然后交至操作員二安裝四個墊圈完成第二道工序,并移至機器,最后上線。
改善后將工序一安裝螺釘與工序二安裝墊圈合并,工位由1個人完成。雙手同時作業,安裝螺釘與安裝墊圈同時進行,分別循環四次,完成本工序。改善后的雙手作業MOD分析如下表所示。
經過MOD分析,得出此工序總MOD值為47,計算改善后的標準時間:T=47×0.129×1.1=6.61s。比改善之前節省3.4s。
2.2 改善效果評價
改善后,生產線平衡率為83.41%。較之改善前,生產線平衡率提高了14.74%。另外,單日最大產能為5806臺,較之改善前提高了237臺。生產線平滑性指數也由9.32降低至4.43。生產線平衡率改善前后對比圖如圖3所示:
2.3 后期改善建議
即使一個生產企業擁有世界上最先進的生產設備,如果把它安放在工作場地一片混亂,物料、廢料、在制品、半成品混亂不堪的生產現場,其結果不僅影響生產線的產出效率及產品質量,而且不利于員工的生產主動性以及整個生產現場的氛圍,這樣的企業只會源源不斷地出現各種問題,最后影響到企業的生產效益和企業的形象。所以對生產現場進行改善成為后期改善的重點。
總裝線改善從以下幾個方面入手:
(1)建立車間標準化作業,對員工進行SOP培訓,嚴格按照相應標準執行。
(2)推行TPM制度,構建良好的設備維護體系,減少因設備故障引起的生產中斷。
(3)實施精益提案改善,發揮全員智慧,消除浪費,提高效率,創造效益。
(4)加強6S管理,構造精簡、安全的現場作業環境。
(5)實行看板管理,保證物料及時供應。
(6)制定相應的管理考核措施,對履行或者違反規定的員工進行適當地獎懲。
(7)管理人員應當實施監督,保證生產工作有序進行。
3 總結與展望
生產線平衡的改善是一個持續的改善過程[4],雖然在改善過程中,針對生產線上的“瓶頸”工位,本文依據MOD分析方法,對瓶頸工位進行了簡化與合并,提出了可行的建議,改善后該工位的時間由10.01s下降至4.43s,生產效率得到大幅提升。但瓶頸不會消除,會轉移到其他工序,所以生產線上總會有瓶頸的出現,因此,企業要根據實際情況,找到合適的方法,持續改善,精益求精,盡可能地消除瓶頸,從而達到一個流生產。
參考文獻:
[1]顧濤.壓縮機缸體生產線平衡改善[D].上海交通大學,2009.
[2]張瀟予.基于IE的汽車混流生產線平衡與精益管理改善研究[J].經濟師,2020,(08),229-230.
[3]陳維余.DYC公司生產線問題平衡研究[D].山東大學,2012.
[4]宋小雙.基于IE理論的LY公司生產線平衡改善研究[D].西南交通大學,2010.
作者簡介:吳振博(1994—?),男,漢族,山東臨沂人,碩士研究生,研究方向:精益生產。
