電機定轉子級進模料帶撓曲懸弧控制
2021-02-15 12:56:58王錦波金愛民趙海波王冬艷王成勇
模具工業 2021年12期
關鍵詞:設置
王錦波,金愛民,趙海波,王冬艷,吳 進,王成勇
(1.安徽飛翔電器有限公司,安徽 宣城 242600;2.合肥工業大學 材料科學與工程學院,安徽 合肥 230009)
0 引言
電機的能效等級依賴于電機零部件的精密制造,其中電機定、轉子的精密制造是其關鍵技術之一。電機鐵芯是由幾十片至數百片沖片經疊鉚而成,沖片屬于精密沖裁制件,采用磁性能優異的冷軋無取向硅鋼帶卷,經開卷、展平、沖片等多道工序獲得。硅鋼沖片的制造精度影響疊鉚后鐵芯的精度和電磁性能。
電機硅鋼沖片制造經歷了4個階段:①單工序模定、轉子獨立沖片階段;②復合模定、轉子套沖階段;③無模伺服分度旋轉沖槽階段;④級進模連續自動套沖階段。上述4個階段的技術應用在實際生產中,滿足不同產品精度與成本控制要求。
多工位級進模定、轉子沖片連續自動套沖是指在1副模具中,硅鋼料帶沿直線按步距逐級送進,在多個等距工位上,且在一次沖壓行程中,完成定、轉子沖片沖孔、切槽、落料、翻邊(片間鉚扣凸柱)等多道沖壓工序[1]。該生產工藝的工序集成度高、沖片精度高、生產效率高、模具使用壽命長,易實現自動化生產[1-3]。
綜合參考文獻可知,多工位級進模定、轉子沖片連續自動套沖工藝目前已經從單排連續沖壓向多排連續沖壓發展,在排樣上已經從多排并列向多排錯距緊縮排樣升級,如圖1所示[4-8]。
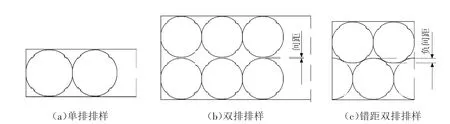
圖1 不同排樣方式
某定、轉子沖片在2種排樣方式下材料利用率對比如圖2所示。選取厚度0.5 mm的硅鋼片,硅鋼材料密度為 7.75×103kg/m3,經測算,圖 2(a)中單片耗料:0.178×0.173×0.5×7.75=0.119 3 kg,其中φ175 mm成品耗料為0.093 1 kg,廢料為0.026 2 kg,每噸可沖成品約 8 382片;圖 2(b)中單片耗料:0.346×0.33×0.5×7.75=0.442 kg,0.442 kg/4=0.110 6 kg,其中φ175 mm成品耗料為0.093 1 kg,廢料為0.017 5 kg,每噸可沖成品約9 042片,2種排樣每噸硅鋼相差660沖片。經調研,某中等規模電機鐵芯制造企業采用圖2(b)的排樣方案,每年可節約硅鋼材料成本近千萬元。
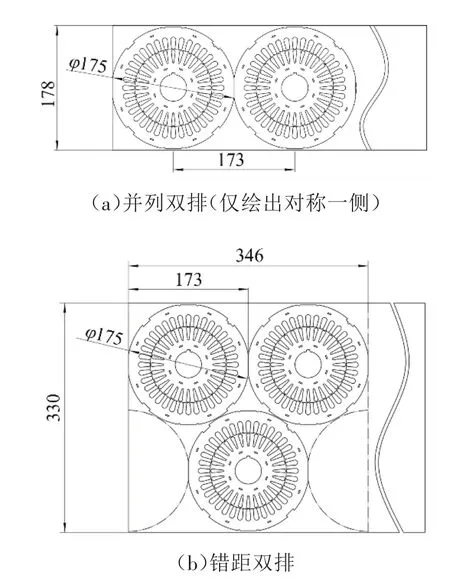
圖2 2種排樣材料利用率對比
鐵芯制造企業不斷優化排樣,提出了“負搭邊”的沖片間距的排樣方案,在排樣優化和提高材料利用率的同時出現了料帶剛度不足導致撓曲懸弧,隨著電機鐵芯制造進入無人值守的自動化生產階段,自動送料不暢導致生產線反復停機,需研究解決方案保證自動化生產的連續性。
1 影響料帶平直的原因分析
1.1 沖裁力不均導致局部翹曲
目前常用的硅鋼冷軋板存在力學性能各向異性,沖切斷面分布不規則導致沖裁力在鋼板平面內分布不均衡。另一方面,沖切刃、刀塊、定位銷等在回程時,其側邊與料帶斷面毛刺的摩擦不均勻也會使料帶局部受到與沖壓方向相反的作用力,使孔邊和沖切線邊緣出現局部微變形,如圖3所示。
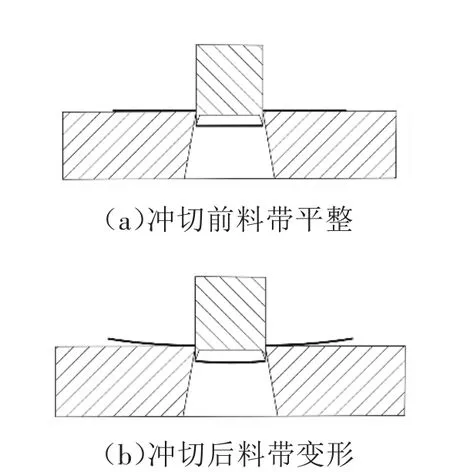
圖3 料帶平整與撓曲時沖壓對比
雖然在每1沖次(1個沖壓行程)過程中,硅鋼板料都會被上、下模板壓平,但是無法徹底消除殘余應力和局部變形,當上、下模板分離后,料帶會出現局部翹曲變形,嚴重影響料帶的平面度,導致級進模自動連續生產過程中送料不暢。
1.2 料帶剛度不足導致整體撓曲懸弧
對于圖2(b)所示大直徑沖片錯距緊湊型雙排方案,由于搭邊值小(可小至1.5 mm),沖片間距可能為零,其級進模料帶在最后幾個工位比較單薄,落料后料帶整體剛度不足。
由于板料在寬度方向上跨度較大,在自重作用下易發生撓曲而影響送進過程中的料帶平面度,最終影響產品質量,同時加劇模具零件磨損。
生產實際中一般通過設計浮頂裝置和導料機構緩解料帶送進過程中的較大撓曲,但對于追求材料利用率的電機定、轉子沖片排樣,僅依賴經驗進行非定量的設計無法獲得精確的料帶平穩步進控制效果。以下將有限元技術引入級進模料帶變形控制設計中,嘗試精確量化設計彈性浮動式頂料裝置的合理布局,提高電機鐵芯的精密制造水平,降低試修模成本[4,5]。
2 排樣方式對料帶撓曲的影響
2.1 原料帶在導料銷支撐下的撓曲
為了保證級進模各工序都能依次準確實現,需要在級進模上設計定位裝置用于控制工序件位置準確。其中圖4所示的導料銷是常見的定位裝置,導料銷是頭部帶溝槽的圓柱形結構,主要功能是導料及沿寬度方向的定位,同時下槽面對板料有一定的支撐作用。
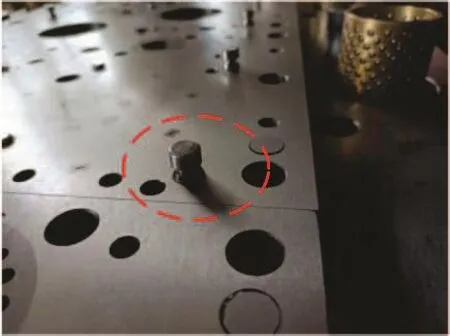
圖4 導料銷
排樣方式決定了料帶的寬度,也決定了材料的利用率和料帶鏤空狀態。為了考察在極限材料利用率下料帶的撓曲懸弧情況,先暫不考慮鏤空,對比3種排樣方式下原完整料帶的撓曲情況。
采用Abaqus建立有限元模型,考察在重力狀態下不同排樣方式的完整料帶僅在兩側導料銷支撐下的撓曲情況。以某定子沖片(φ175 mm)為例,考察單排、并列雙排、錯位雙排3種排樣形式下的料帶,原坯料寬度分別為178、356、332 mm,截取200 mm長的坯料,料厚為0.5 mm,硅鋼牌號選為50WW470,材料參數如表1所示,利用Abaqus模擬料帶重力狀態下自然撓曲,每塊料帶兩側沿長度方向各設置3個導料銷,間距為80 mm。

表1 材料參數
圖5所示為不同排樣方式料帶的撓曲程度對比,從圖5可以看出,單排排樣原料帶最大撓曲量為0.222 6 mm,并列雙排排樣原料帶最大撓曲量為3.661 mm,錯位雙排原料帶最大撓曲量為2.994 mm。可見料帶寬度對其撓曲影響較大,一方面在長度一定的情況下料帶越寬則受到的總重力越大,另一方面料帶質心距離兩側支點越遠,料帶受到的彎矩越大,料帶自支撐能力較弱,導致出現較大的撓曲。

圖5 不同排樣方式完整料帶的撓曲情況
進一步模擬得到了多組不同寬度料帶的最大撓曲度,并繪制樣條曲線,如圖6所示,隨著料帶寬度增加,最大撓曲度增加,曲線的斜率也在不斷增大。
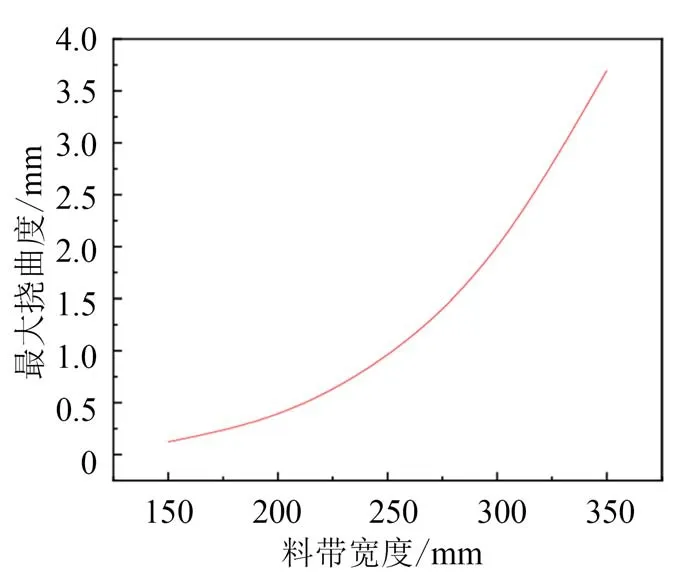
圖6 料帶寬度與最大撓曲度的關系
2.2 鏤空料帶的撓曲對比
從料帶撓曲的角度出發,單排排樣時撓曲最小,但使用級進模的目的是為了提高生產效率,單排排樣無法發揮級進模的優勢。在普通的并列雙排排樣方式下,料帶寬度方向跨度較大,導致料帶撓曲程度大。錯位雙排排樣利用圓與圓外切的方法實現工序件沿送進方向“零間距”,如圖2(b)所示;在寬度方向上,采用“負間距”,即料帶寬度小于2個沖片直徑之和,如圖1(c)所示。對于大直徑鐵芯,錯位雙排排樣的原料帶寬度比普通雙排排樣小,但是鏤空料帶的自支撐剛度會較弱,料帶撓曲需要嚴格控制。
隨著料帶送進,材料被不斷沖裁,料帶質量在不斷減輕的同時連接部分也在不斷減少,但剩余材料連接部位越來越薄弱,會形成孤立無支撐狀態,此時料帶撓曲會有增大的趨勢。
生產定、轉子沖片的級進模有多個工位,一般為先沖出中心的轉子沖片,再沖出外圍的定子沖片。為方便對比分析,可分2個階段分別分析料帶撓曲懸弧。
在有限元模型的基礎上,選擇寬度為255 mm的料帶進一步考察鏤空料帶的撓曲懸弧狀態。如圖7所示,原料帶最大撓曲度為1.091 mm,當轉子沖片被完全沖出后,料帶最大撓曲為1.168 mm,當定子沖片被完全沖出后,料帶最大撓曲為10.42 mm。隨著料帶不斷沖裁,料帶的自支撐能力減弱,導致撓曲不斷變大,同時當外圈定子沖片被沖出后,料帶寬度方向中線部分剩余材料連接處異常薄弱,僅靠兩側導料銷的支撐,難以形成剛性自支撐,因此產生較大的撓曲。從模擬結果可以看出,不論哪個階段,僅在導料銷支撐下,撓曲程度都太大,會影響料帶順暢送進以及產品精度,因此需要研究彈性浮動頂料銷的合理布局,以最大限度減小撓曲。
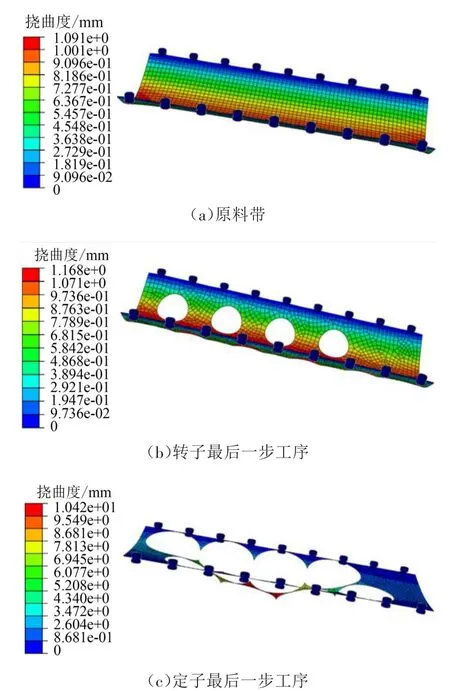
圖7 不同工序料帶撓曲程度
3 料帶撓曲控制與浮頂布局優化
根據參考文獻及生產實際可知,加密設置更多的側邊導料銷對減小料帶中線撓曲效果有限,且增加生產成本[9],為了進一步減小撓曲,在料帶平面內合適的位置設計多個彈性浮動頂料銷,形成多點支撐。浮動頂料銷在給料帶提供足夠支撐的同時不能與模具現有結構發生干涉。由于不同工序模具結構不同,材料去除率不同,浮動頂料銷的位置需要靈活設置。最后一步工序料帶已非常單薄,支撐強度不足,撓曲程度大且嚴重影響廢料送出,因此需要綜合分析全工序料帶的撓曲情況,以確認浮動頂料銷的布局及位置。
在轉子成形工序部分,由圖8(a)可知,料帶經過4個工序后,中間部位撓曲程度較大,不滿足級進模的精度要求。定子部分的撓曲與轉子部分相似,主要集中在中線部位,由于定子成形工序結束后要將廢料送出,要結合圖7(c)具體分析浮動頂料銷的位置。
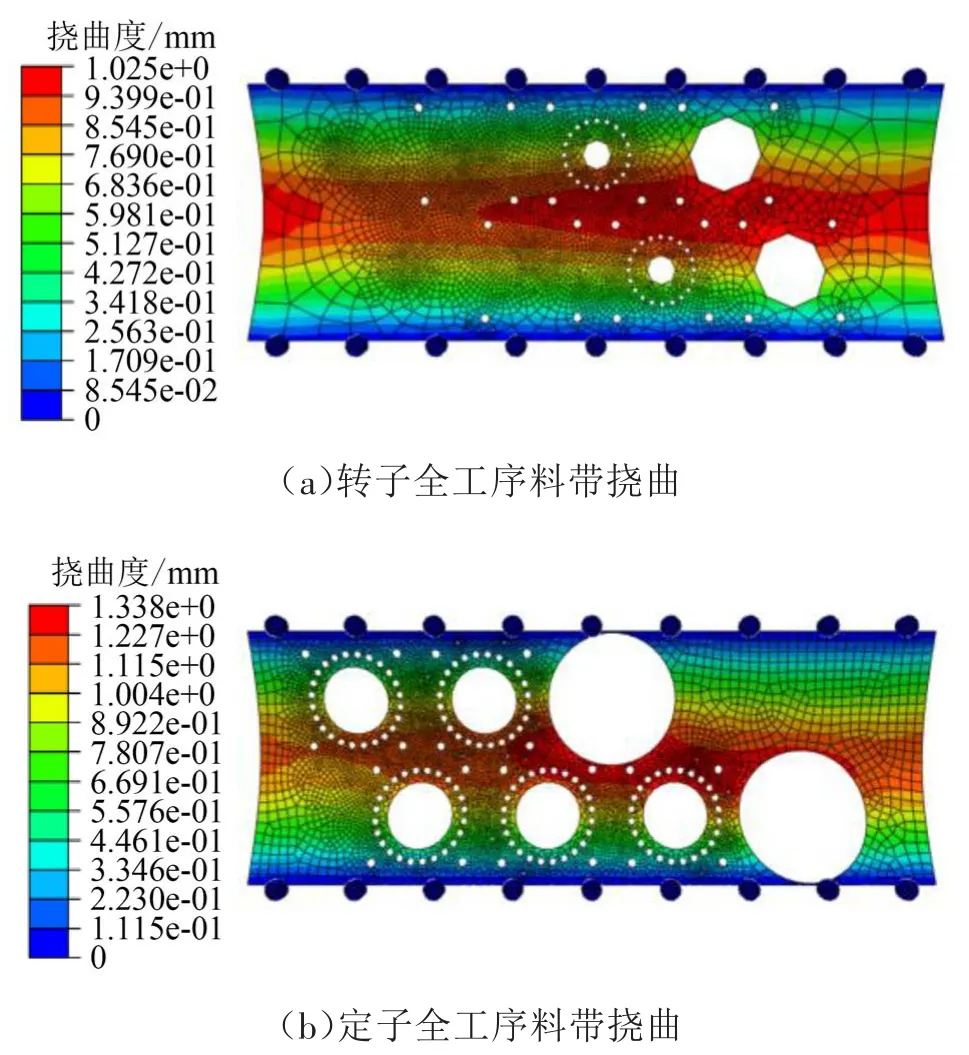
圖8 定子與轉子復合沖裁全工序料帶撓曲
結合模擬結果分析和現場試模情況,浮動頂料銷位置首選撓曲程度最大的中線附近,如果浮動頂料銷與其他機構發生干涉或該處料帶過于薄弱,可選擇在中線兩側設置2個浮動頂料銷支撐。2個浮動頂料銷距離與支撐效果有關。在寬度255 mm的料帶上分別等距設置2、3、4個支撐點。當設置2個浮動頂料銷時,與圖7(a)效果一樣,撓曲較為嚴重;如圖9(a)所示,當設置3個支撐點時,撓曲度只有0.002 mm,此時浮動頂料銷支撐點間距約為122.5 mm;如圖9(b)所示,當設置4個支撐點時,浮頂支撐點間距約為81 mm,撓曲度可忽略不計。結合圖10所示的料帶撓曲度與浮頂數量的關系可知,在設置3個浮動頂料銷后,撓曲度減小趨勢已減緩且不斷趨于零,所以無需設置更密集的浮動頂料銷,減少生產成本。后續設置浮動頂料銷時,浮動頂料銷間距可控制在80~120 mm。
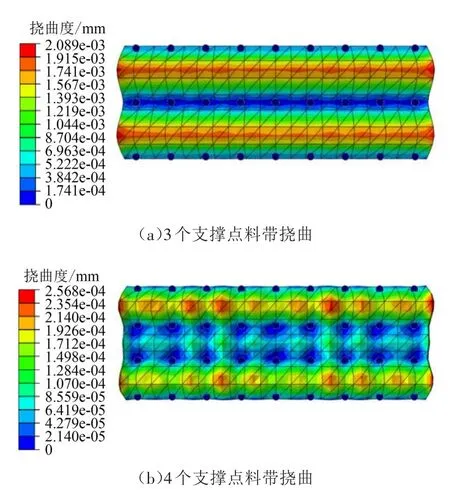
圖9 寬度方向設置不同數量浮動頂料銷時料帶撓曲程度
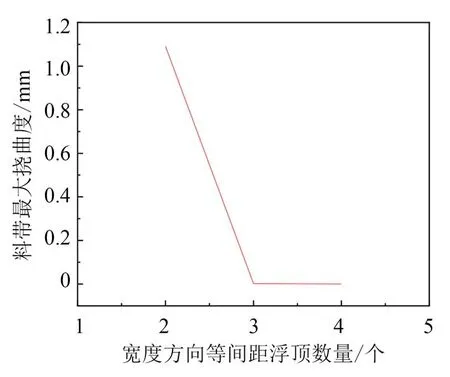
圖10 料帶撓曲度與浮頂設置數量的關系
對全工序料帶設置浮動頂料銷,如圖11所示,畫“×”標記處為浮動頂料銷設置的位置。從模擬結果可以看出,料帶撓曲程度減小,部分位置由于模具結構的影響不適合設置浮動頂料銷,有一定的撓曲產生但撓曲度都較小。再對最后的廢料設置合適的浮動頂料銷后,嚴重的撓曲已被消除,料帶平穩送進。
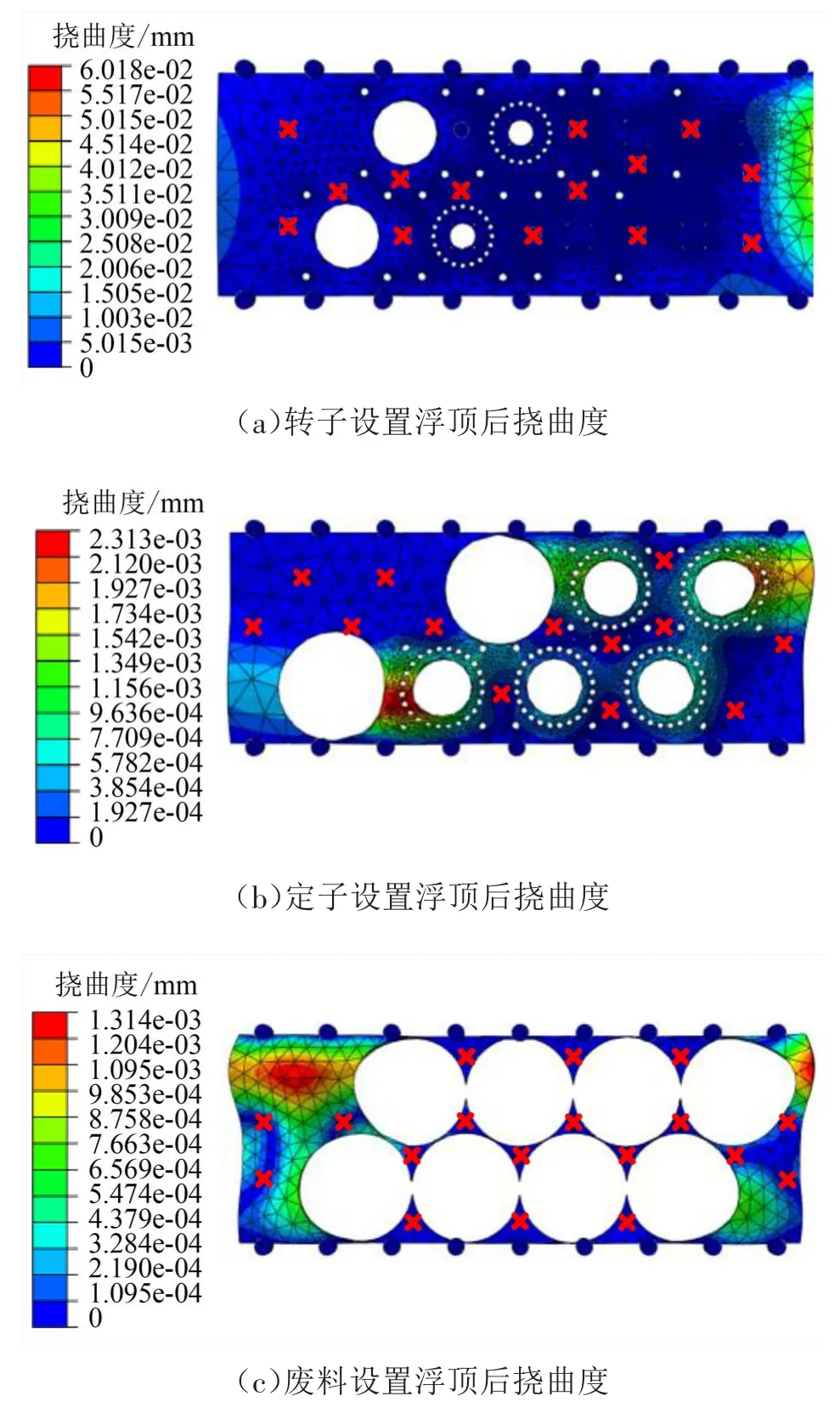
圖11 設置浮頂優化后的料帶撓曲度
4 結束語
基于Abaqus有限元研究了級進模料帶的撓曲問題并提出解決方案。
(1)料帶排樣方式對于料帶撓曲有影響,主要體現在排樣方式對料帶寬度的決定作用,料帶越寬撓曲越嚴重,采用多排錯距緊縮排樣可在保證生產效率的同時減小撓曲。
(2)料帶在不同工序成形時的撓曲程度不一樣,由于材料隨著工序的增加而減少,料帶的自支撐能力隨之減弱。當大部分材料被沖裁,料帶中部形成孤島導致撓曲增大,影響廢料送出。
(3)采用浮動頂料銷支撐料帶可解決撓曲問題,經模擬后確定浮動頂料銷設置間距控制在80~120 mm,可為料帶提供足夠的支撐,最終實現級進模無人值守自動化生產。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
