淺談五軸加工在模具零件加工中的優勢及應用
2021-02-15 12:57:04蔣金良晉明昌張旺杰
模具工業 2021年12期
蔣金良,晉明昌,吳 丹,張旺杰
(寧波合力科技股份有限公司,浙江 寧波 315700)
0 引言
機械工業發展迅猛,產品多樣化、復雜化、高精密化已成為常態,這些變化對制造企業提出了更高的要求,尤其是在模具行業。模具行業作為工業之母,模具零件的加工成型及精度要求對加工工藝及工裝設備提出了更高的期望,因此從傳統的三軸CNC機床到四軸機床、再到五軸甚至六軸CNC設備的應用,成為行業的發展趨勢。
1 概述
五軸加工設備根據結構可分為3種類型,分別是 HEAD-HEAD(雙擺頭結構)、TABLE-HEAD(單擺頭單轉臺結構)、TABLE-TABLE(雙轉臺結構)。5個自由度如圖1所示,分別是X、Y、Z三個軸、一個旋轉軸和一個擺動軸。旋轉軸可以360°旋轉,擺動軸則只能在一定的角度內進行擺動。
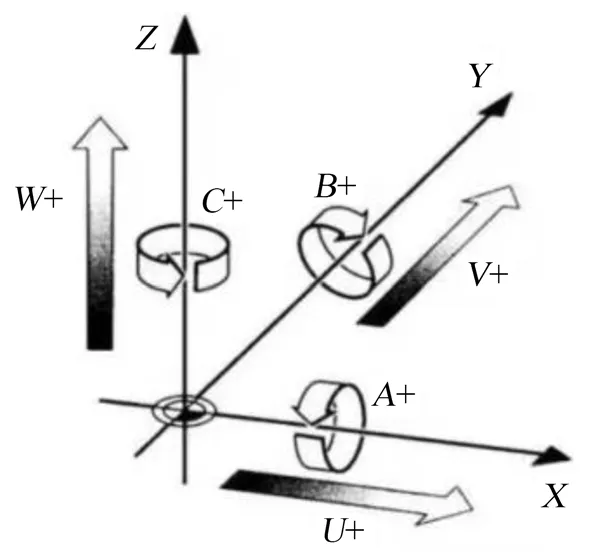
圖1 五軸坐標系
在實際應用中,有五軸定位加工和五軸聯動加工2種模式。
在五軸聯動加工過程中,引入旋轉刀具中心(rotational tool center point,RTCP)編程功能,如圖2所示。該功能實現了旋轉軸與刀具整體中心點的互補功能,也被稱為刀尖跟隨功能。
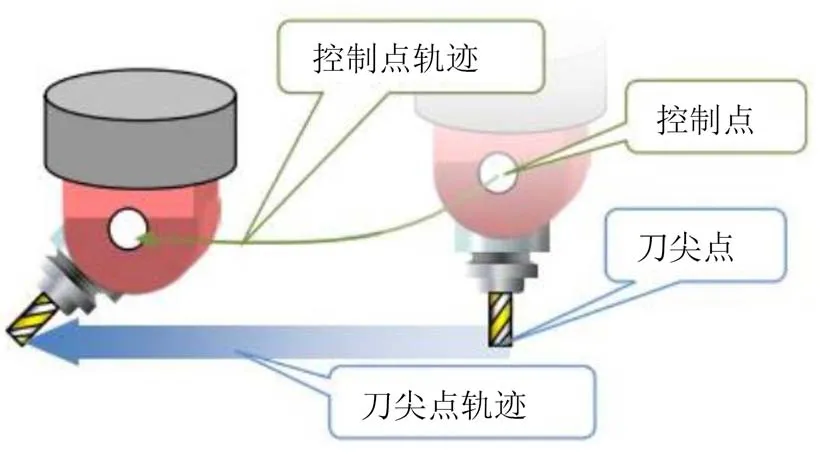
圖2 RTCP插點圖解
2 五軸加工技術在模具零件加工中的特點及優勢
2.1 改善刀具切削狀態
當切削刀具向加工面頂端或零件邊緣移動時,刀具的切削狀態會逐漸變差。為了讓刀具保持最佳的切削狀態,需要用到旋轉工作臺或刀軸,如果需要完整地加工不規則平面零件,則需將工作臺或刀軸以不同方向多次旋轉。
五軸加工中心偏轉刀具可以避免球頭刀具中心點切削速度為0的情況,在加工斜平面時,五軸加工可利用擺軸實現平底端銑刀的端面與加工表面始終保持垂直狀態的加工策略,如圖3所示,在延長刀具使用壽命和提高加工效率的同時,可獲得更佳的零件加工表面質量。

圖3 銑刀切削位置對比
2.2 提升加工效率
針對深型腔部位的加工,五軸加工中心可以通過刀軸空間姿態角控制實現短刀具切削,有效提升刀具加工剛性及延長刀具使用壽命,減少刀具數量,盡可能避免使用專用刀具,提高常用刀具的通用性,最終到達降低生產成本的目的。
2.3 縮短加工周期
在加工零件時,一般利用五軸設備完成精加工工序。使用五軸設備可減少裝夾次數,有效提升零件裝夾效率,減少定位誤差,提高加工精度,節約了設備周轉損耗的時間,提高了生產效率。
3 典型案例分析
3.1 五軸加工及仿真控制實例應用
選取除模塊底部外的5個加工面,針對三軸機床無法滿足加工要求的部分區域,采用五軸加工技術進行加工,并分析五軸加工的優勢。以汽車前輪罩壓鑄模加工中典型刀路程序為例進行說明。
輪罩壓鑄模為1模2腔結構,分別成型左右件。型腔模塊為進口H13等級材質,熱處理工藝為淬火加3次高溫回火,硬度約45 HRC。模塊尺寸900 mm×508 mm×546 mm,型面特征高低起伏,加工難度較大,模塊加工工序如圖4所示。

圖4 模塊加工工序
模塊熱處理后的加工工藝如表1所示。

表1 模塊熱處理后的加工工藝
(1)經過粗加工、熱處理后的模塊,仍保留2 mm的加工余量,先安排半精加工。此工序選用三軸加工中心,采用大徑圓角端銑刀對模塊型面進行切削,以去除余量。
(2)型面完成大徑刀具的半精加工后,在五軸加工中心進行半精加工,部分區域為避免刀柄干涉采用五軸加工,如圖5所示,保留余量0.05~0.15 mm,確保精加工刀路在切削過程中余量的均勻性。部分五軸半精加工工藝如表2所示。
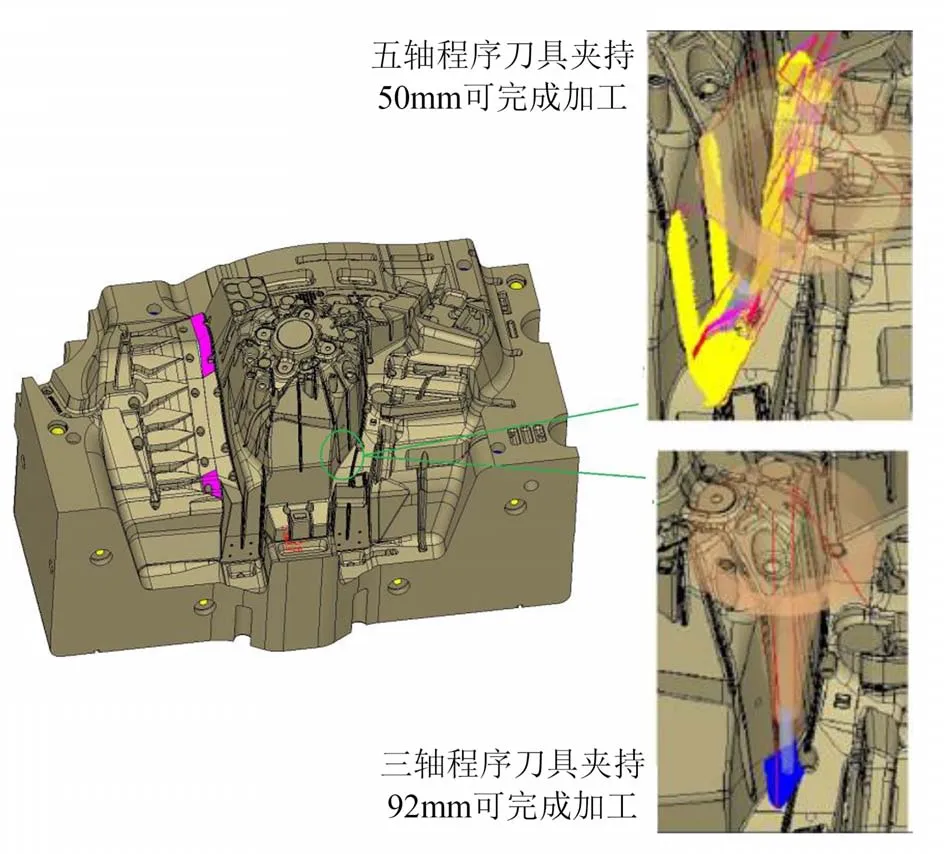
圖5 五軸與三軸同位置加工程序刀具夾持長度對比(D10R1半精加工刀路)

表2 部分五軸半精加工工藝
(3)模塊曲面采用硬質合金R5球刀精加工方案。鑒于零件較高,為避免刀柄與零件干涉,縮短刀具裝夾長度,達到理想的加工效果,部分區域需采取3+2五軸定位精加工。五軸精加工工藝如表3所示。
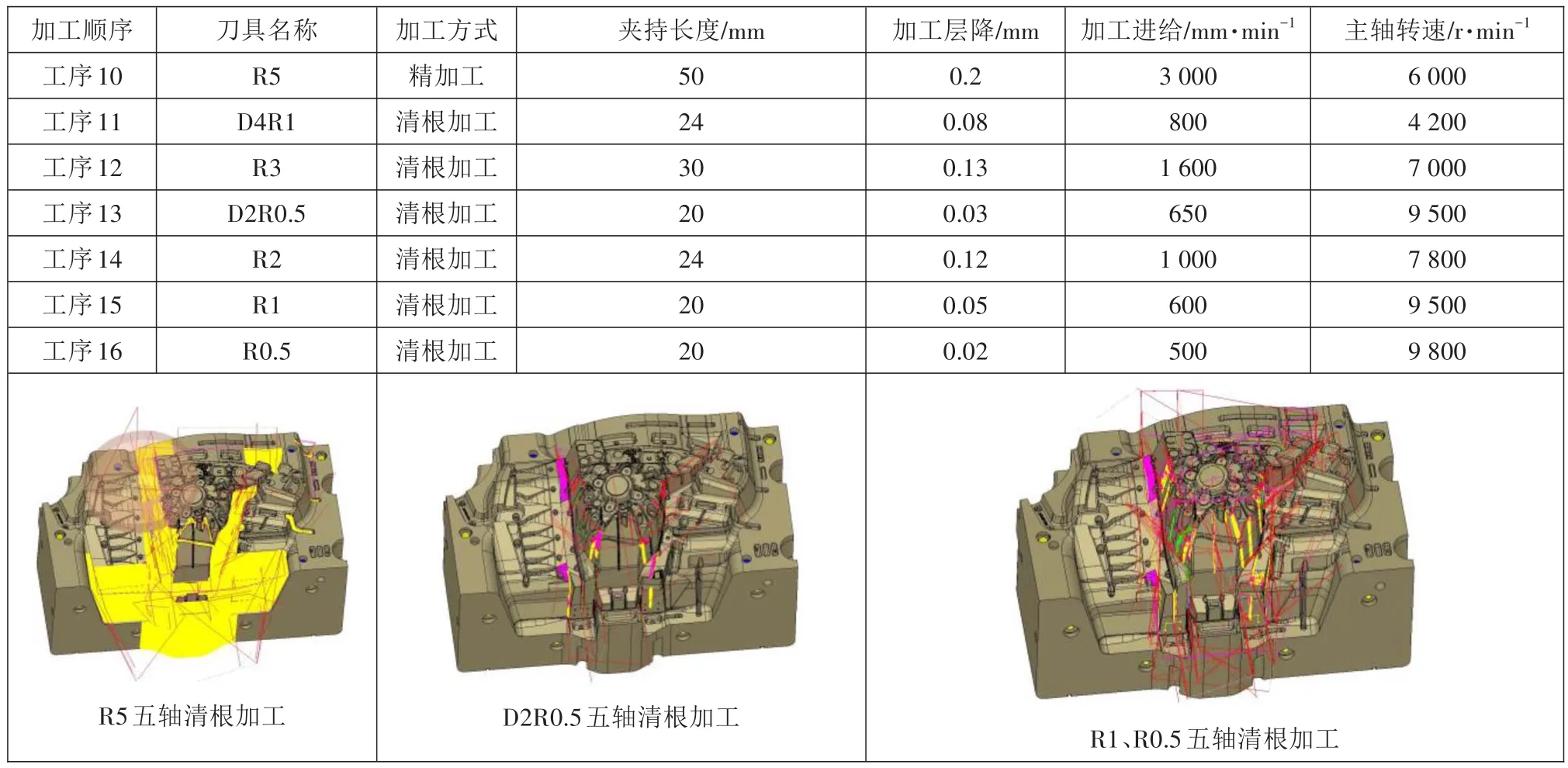
表3 五軸精加工工藝(一)
在精加工結束后由于所選精加工刀具并不能將所有區域尺寸加工到位,尤其是一些圓角夾縫區域,這時需選用尺寸較小的刀具進行區域加工,即清根加工。小徑類刀具剛性差,在加工過程中容易出現斷刀、彈刀的現象,利用CAM軟件的五軸加工盡量減少刀具的夾持長度可降低加工風險確保零件加工質量。
(4)零件外形加工采用機床B軸擺動180°,C軸旋轉至0、90°、180°及360°四個角度,用大徑圓角端銑刀D63R6進行平面精銑。此加工策略將加工效率及零件表面質量達到最優化,加工工藝如表4所示。

表4 五軸精加工工藝(二)
3.2 CAM軟件五軸機床仿真模擬功能
如圖6所示,對程序刀路在機床加工中的安全性進行仿真模擬查驗及后期優化,結合五軸機床完成加工,加工的零件精度優良,如圖7所示。
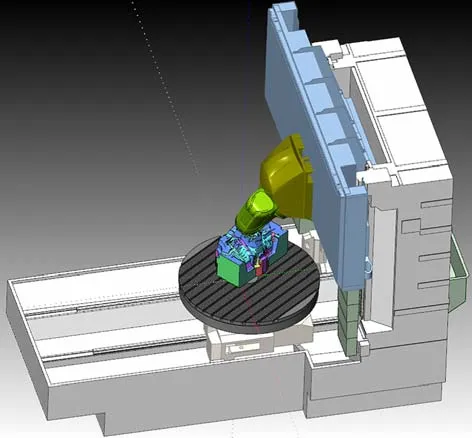
圖6 五軸加工機床模擬檢查

圖7 模塊掃描數據
4 五軸加工應用對電加工工作量的影響
如圖8所示,深色部位是需要電加工的區域,五軸與三軸加工后電加工工作量對比如下。
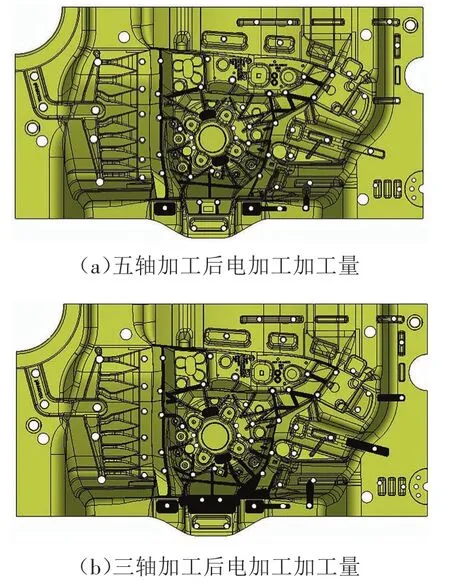
圖8 五軸與三軸加工后電加工工作量對比
(1)五軸加工后的電加工實際工作量為20個電極。通過軟件模擬,三軸加工(包含三軸臥式加工)后的電加工工作量為30個電極。
(2)五軸可加工區域比三軸加工更多,即五軸加工后的殘余量比三軸加工的少。電加工部位的殘余量直接影響電加工效率,殘余量越少,電加工效率越高。
五軸加工技術應用在減少電加工工作量、提高電加工效率方面優于三軸加工。電加工通常作為模塊制造過程中的末道加工工序,減少電加工、提高電加工效率意味著零件質量的提升和生產周期的縮短,對機械加工具有重大意義。
5 五軸與三軸典型加工策略數據對比分析
合理應用五軸定位、五軸聯動加工技術,通過刀軸擺動優化加工刀路使模塊表面質量較三軸設備加工的表面質量大幅提升,加工時長也大幅縮短,并通過粗糙度儀測得準確數據。采用五軸與三軸常規加工相同區域的數據對比如表5所示。
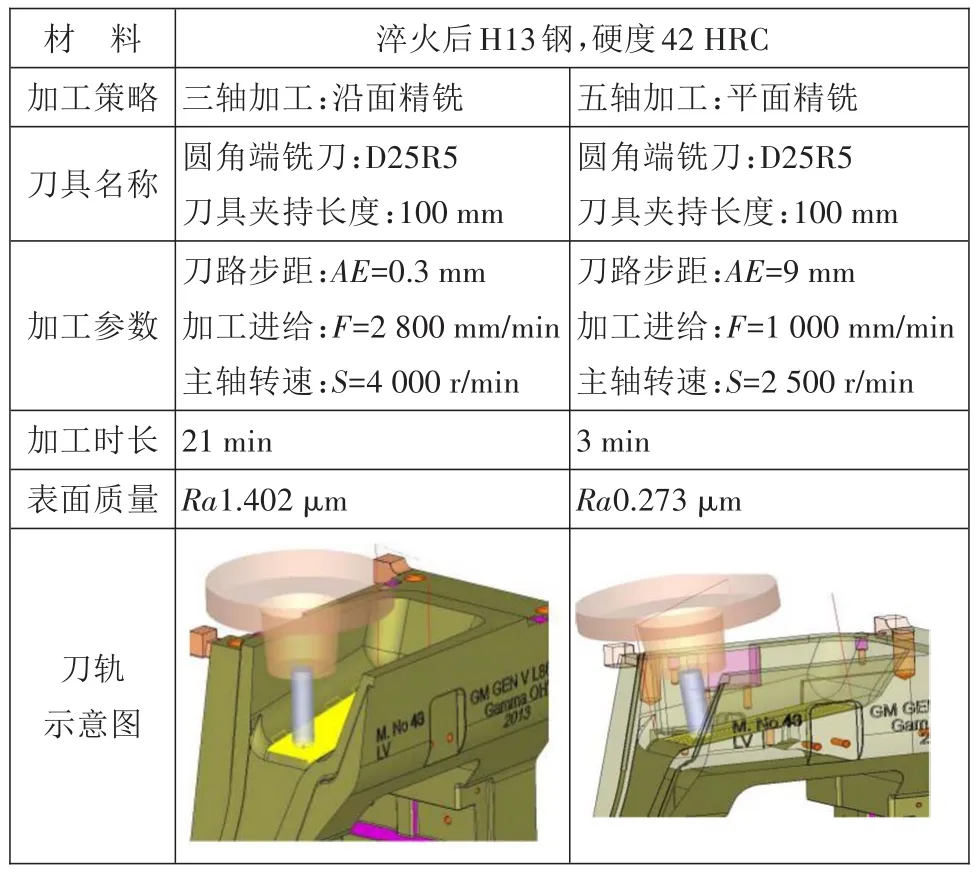
表5 五軸與三軸典型加工策略數據對比
6 結束語
采用五軸加工技術可以有效地提高加工效率和零件表面質量,降低刀具成本,減少電加工工作量,縮短模具生產周期。以生產的模塊為例,在刀具長度控制、刀具切削狀態優化、單次裝夾多面加工等多方面驗證了五軸加工技術在模塊加工中具有的優勢。隨著科技的發展,制造加工技術的不斷進步,五軸加工技術在模具生產中的應用將日益廣泛。
猜你喜歡
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
商周刊(2017年9期)2017-08-22 02:57:49
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
石油化工應用(2014年8期)2014-03-11 17:40:03
