基于Inspire Extrude的鋁型材穩態模擬及生產驗證
2021-02-15 12:56:56黃征昊于泉有鮑星毅
模具工業 2021年12期
王 旭,黃征昊,李 璞,于泉有,鮑星毅
(江陰金屬材料創新研究院有限公司,江蘇 無錫 214400)
0 引言
鋁合金型材廣泛應用于建筑、船舶、交通運輸、航空航天、醫療等領域。鋁型材種類繁多、結構復雜、應用場景多,輕量化替代等工業需求旺盛,使其擠壓模設計及制造的要求越來越高[1]。模具結構設計是否合理將影響型材的形狀、尺寸以及模具的使用壽命。傳統的模具設計依靠生產經驗進行,需要多次試模、修模,消耗大量的人力物力,模具開發成本高、生產效率低[2-4]。在當前模具結構越來越復雜的背景下,傳統設計模式受到很大制約。利用計算機數值仿真技術模擬型材流動情況,針對性地對擠壓模進行優化設計,減少或避免鋁型材的擠壓缺陷,將縮短模具開發時間,節省開發成本。
國內外學者在鋁型材擠壓成形仿真模擬領域進行了大量研究,常用的仿真模擬軟件有Deform-3D、Surper Forge和Inspire Extrude,這3種模擬軟件是拉格朗日(Lagrange)描述法、歐拉(Euler)描述法、任意拉格朗日-歐拉(ALE)描述法的典型代表。拉格朗日描述法和歐拉描述法均有各自的優點,但缺點也明顯,前者當區域變形較大時,網格畸變嚴重,重劃分網格占用大量的時間,且造成體積損失;后者計算效率低,耗費大量的計算資源;而基于ALE算法的Inspire Extrude軟件采用自適應網格劃分技術,集合了2種算法的優點,避免了焊合區網格重劃分導致的網格畸變和體積損失,可在較短時間內獲得高精度的仿真結果[5-8]。
型材橫截面速度均勻性將影響型材成型質量,其截面金屬流動速度差越小,則型材變形量越小,平面度也越好;速度差越大,則可能產生扭擰、波浪、彎曲等缺陷,同時可能縮短模具使用壽命。針對某汽車用多孔空心型材及初始模具設計,基于Inspire Extrude仿真軟件,分析穩態擠壓過程中型材速度分布。針對初始模擬結果,有針對性地對模具結構進行優化設計,直到獲得金屬流速較均勻的模具,最后進行生產驗證。
1 型材結構說明及模具設計
如圖1所示,研究的型材為多孔復雜型材,其長度為131 mm,寬度為25 mm,型腔形狀大小不一,壁厚最厚為12 mm,最薄為3 mm,截面積為1 522 mm2。該型材使用某型材廠1.8×105kN正向擠壓機進行生產,擠壓筒直徑為φ210 mm,坯料直徑為φ203 mm,擠壓比為22.7。

圖1 型材結構
根據型材結構特點,采用分流組合模,如圖2所示,芯模設置5個分流孔,每個分流孔對應產品上筋條的位置,以增加進料;芯頭部位與分流橋平滑連接,盡量避免產生尖角。凹模采用蝶形焊合室,焊合室的深度為18 mm。根據實際擠壓機模架及模套的尺寸要求,芯模、凹模直徑均為φ278 mm,芯模厚度設置為105 mm,凹模厚度設置為93 mm。
2 模擬前處理
2.1 擠壓參數設置
模擬前處理設置中,采用與實際生產相同的工藝參數,如表1所示。其中,結合該型材定尺1 560 mm、擠壓比22.7的要求,棒料長度設置為350 mm。
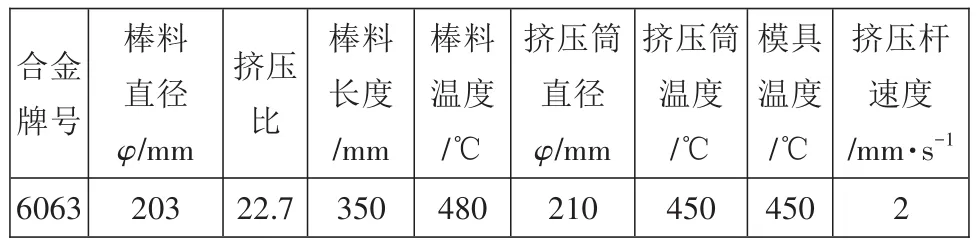
表1 擠壓工藝參數設置
2.2 網格劃分
將分流孔、焊合室進行區域劃分為3個部分,分別為分流孔(portholes)、焊合室(weldchamber)、接觸腔(pocket),軟件根據名稱自動識別進行網格劃分并進行網格細化。本模型共劃分網格989 116個,擠壓模型設置如圖3所示。

圖3 模型網格劃分
3 模擬結果及模具結構優化
3.1 初始模擬結果
將模型導入Inspire Extrude軟件中,并按照表1設置擠壓參數,迭代次數設置為25次,回歸精度為0.01 mm,進行穩態模擬運算。型材擠出整體位移云圖如圖4所示,型材截面速度及相對出口速度差異如圖5所示。由圖4可看出初始模擬中,型材出口變形不均勻,其左上角部位變形量最大,右下角變形量次之。由圖5可以看出,左上角矩形部位流速最大,速度約為95.68 mm/s,相對出口差異為110.80%;中間斜筋部位速度最小,約為14.48 mm/s,相對出口差異為-67.78%。型材截面流速最大值與最小值相差84.87%,為使型材流速均勻,需要對模具結構進行優化。

圖4 型材擠出整體位移云圖

圖5 型材截面速度及相對出口速度差異
3.2 模具結構優化及模擬結果分析
根據初始模擬結果對模具結構進行優化,如圖6所示。其中,結合模具整修經驗,對型材流速較快的部位增加3段阻流塊,其尺寸分別為12 mm×5 mm×5 mm、8mm×3 mm×3 mm、10 mm×2 mm×2 mm,對中間直筋和斜筋部位增設引流槽,引流槽與分流橋之間倒角過渡。
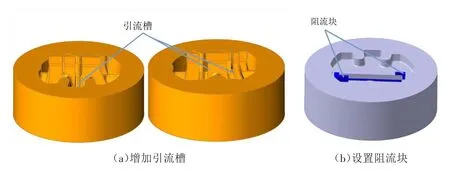
圖6 模具結構優化
將優化后的擠壓模導入Inspire Extrude軟件中進行擠壓模擬,型材擠出整體位移云圖如圖7所示,型材截面速度及相對出口速度差異如圖8所示。由圖7可以看出,型材擠出變形量差異較圖4有較大改善。由圖8可以看出,與模具結構優化前相比,型材出口流動速度均勻性有較大改善,型材壁厚流速最大為54.71 mm/s,相對出口速度差異為22.46%;型材截面流速最小的位置是中間斜筋部位流速,為35.59 mm/s,相對出口速度差異為-20.62%;截面最大流速和最小流速相差33.94%。

圖7 模具結構優化后型材擠出整體位移云圖
3.3 調整工作帶長度及模擬結果分析
模具工作帶長度初始設置均為7 mm,對優化后的模具進行工作帶優化模擬,將工作帶進行分組設置,每一個特征邊設置4~6個特征點(見圖9)。將特征點輸入Inspire Extrude軟件中,使用該軟件自動優化工作帶功能進行分析。優化后的型材擠出整體位移云圖如圖10所示,型材截面速度及相對出口速度差異如圖11所示,所獲得的優化后的工作帶長度如圖12所示。可以看出型材截面形狀較為平整,流速較為均勻,出口速度最大值為45.73 mm/s,相對出口差異為2.72%;速度最小值為41.94 mm/s,相對出口差異為-5.88%,速度差為8.04%。

圖8 模具結構優化后型材截面速度及相對出口速度差異

圖9 工作帶設置特征點
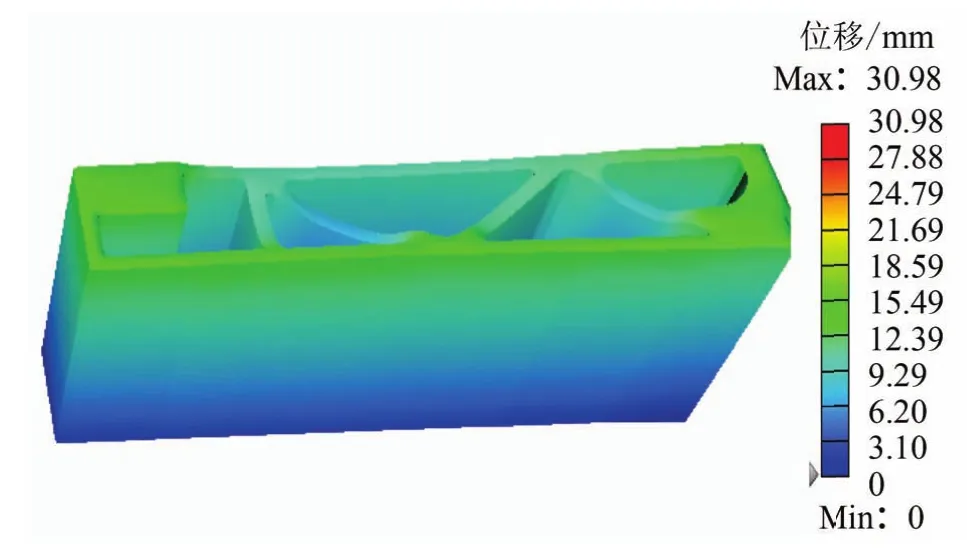
圖10 工作帶優化后型材擠出整體位移云圖

圖11 工作帶優化后型材截面速度及相對出口速度差異

圖12 優化后工作帶
3.4 生產驗證
根據工作帶優化后的模具結構設計圖制作模具,經過實際上機試模生產,型材料頭平整,整體平直,未出現扭擰、波浪、彎曲等缺陷,對型材進行相關檢測分析,其性能指標符合技術要求。
4 結束語
對某復雜型材先進行初始模具設計,按照實際技術參數使用Inspire Extrude進行擠壓模擬,根據模擬結果對模具結構及工作帶進行優化改進,并經生產驗證,實際生產情況與模擬效果基本一致。通過該案例的分析得出如下結論。
(1)針對某特定型材,根據其結構特點,可以先進行模具設計,然后導入模擬軟件中進行仿真分析,并根據仿真模擬結果針對性地改進模擬設計。
(2)模具優化過程中,根據模擬擠壓效果,可以綜合引流槽、阻流塊、工作帶長度等進行改進,該過程可能需要往復多次改進,直到截面流速均勻為止。經優化,型材出口截面最大出口差異由110.80%降至-5.53%,最大速度與最小速度差由84.87%降至8.04%。
(3)通過計算機仿真模擬型材擠壓過程代替傳統的試模、改進、再試模等過程,可以直觀地觀測擠壓流速、位移、溫度等擠壓效果,降低生產成本及縮短模具設計周期。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
音樂探索(2022年2期)2022-05-30 21:01:37
少先隊活動(2021年4期)2021-07-23 01:46:22
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
小天使·一年級語數英綜合(2019年8期)2019-08-27 02:23:00
小學科學(學生版)(2018年7期)2018-08-13 09:33:04
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
