TKY管節點焊縫的超聲檢測分析
2021-02-11 05:57:14顏春華
中國新技術新產品 2021年22期
顏春華
(健研檢測集團有限公司,福建 漳州 361004)
0 引言
通過社會調查發現鋼管結構在建筑行業的應用愈發廣泛,通過研究鋼管在體育館、庫房、商場等建筑的使用位置發現,鋼管結構更多被使用在空間網絡結構中。而鋼管之所以能夠被廣泛運用到上述場所中,主要是因為鋼管自身所具備的性能效用值高、體積輕、零件簡單、安裝便捷等優勢。與此同時,T、K、Y 管節點是鋼管結構主要常用焊接節點,但T、K、Y 管節點相較于管對接焊接節點、管板焊接節點與球管焊接節點而言,其出現與被投入使用的時間較短、經驗較少,無損探傷技術不完善,該情況存在的原因主要是 T、K、Y 管節點焊縫位置具有復雜性,現有無損探傷技術還無法支持該復雜結構。基于此,為進一步發揮T、K、Y 管性能與使用價值,應對T、K、Y 管節點焊縫超聲波無損探傷檢測技術進行探索,從而提高T、K、Y 管節點焊縫檢測質量與工作效率,進而促使T、K、Y 管結構適用于社會各領域。
1 簡述傳統無損探傷的含義
超聲波檢測(UT)、磁粉檢測(MT)與射線檢測(RT)是T、K、Y 管節點焊縫檢測中常用的三種傳統無損探傷檢測形式(圖1 為 TYK 管節點焊縫結構示意圖),主要檢測內容是查看主管與各支管之間的焊接處是否焊接完整以及點位焊縫部位存在的不連續[1]。此外,在T、K、Y 管節點焊縫檢測過程中,由于T、K、Y 管節點焊縫主要以相貫線形式展現并且焊縫結構常被使用于高空位置。因此,基于一系列外在因素影響,使射線檢測在實際T、K、Y 管節點焊縫檢測過程中有很多限制,導致射線檢測無法發揮其全部效果。基于此,在T、K、Y 管節點焊縫檢測過程中射線檢測技術使用較少,多以超聲波檢測技術與磁粉檢測技術為主,同時,在二者實際運用中主要以超聲波檢測技術為主,磁粉檢測技術為輔。
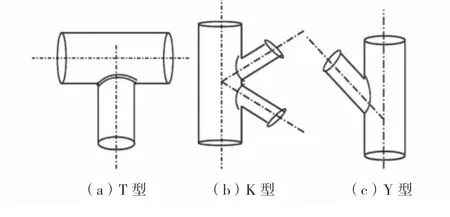
圖1 TYK 管節點焊縫結構示意圖
超聲波檢測技術在T、K、Y 管節點焊縫檢測過程中的主要方式是采取脈沖反射法,檢測原理為 “由于超聲波遇到缺陷時會出現發射和散射的情況,所以可以將探頭向被檢測管件中發射脈沖超聲波,然后根據發射回來的超聲波評判被檢測管件質量。”雖然超聲波檢測技術可以對T、K、Y 管節點焊縫進行無損探傷檢測并且效果良好,但由于T、K、Y 管節點焊縫結構的復雜性導致超聲波檢測技術在實際檢測中依舊存在很多難點,例如工作效率低、發射波識別困難與反射回波定位困難等。
基于超聲波檢測技術利用超聲脈沖波在T、K、Y 管節點焊縫檢測過程中遇到的難點問題,程志虎專家在某講座中就該系列問題進行了較為詳細的講解和談論。與此同時,程志虎專家還表明了超聲波檢測技術在T、K、Y 管節點焊縫檢測中的未來研究方向,如:將計算機技術融入檢測中與研制新型專用超聲檢測設備等。
2 當前TKY 管節點焊縫檢測中存在的問題
2.1 檢測方法過于單一
為避免T、K、Y 管節點焊縫損傷程度加重,因此,對其進行質量檢測時技能選擇無損探傷技術,而由于T、K、Y 管節點焊縫存在的復雜性,導致現階段T、K、Y 管節點焊縫檢測方法過于單一,而常規超聲波檢測技術為其主要技術,參考美國石油協會標準“API RP2X-2004,采用45°、60°、70°三種角度探頭對T、K、Y 管節點焊縫區域存在的不連續進行檢測”[2]。
2.2 實際檢測效率低下
超聲波檢測技術在T、K、Y 管節點焊縫實際檢測過程中的工作效率調查表明,一個熟練掌握聲波檢測技術的工作人員在對被檢測管件進行檢測時往往需要一個上午的時間,而一個不熟練的工作人員所需的時間則更長。由此可見,超聲波檢測技術在T、K、Y 管節點焊縫實際檢測中工作效率較低,使超聲波檢測技術無法發揮其實際效用價值。
3 TKY 管節點焊縫的超聲檢測技術應用分析
在TKY 管節點焊接過程中往往會發生一系列有關焊縫質量等問題,這將直接影響TKY 管整體性能,基于此,為避免該問題以及最大程度確保TKY 管焊接質量,采用超聲檢測技術嚴格分析問題發生的原因以及焊接過程中焊接機械手工藝參數,通過超聲檢測結果發現TKY 管節焊縫主要存在兩個方面問題,一是焊縫開裂問題,TKY 管節點焊縫焊縫存在很大的拘束應力,當采用雙絲快速打底的方法進行焊接時,焊縫無法自由收縮,從而導致焊縫開裂。二是采用超探檢測方法對側梁焊縫個別位置焊縫進行檢測時發現有效熔深深度較淺,而導致該問題的原因是焊接速度低于標準速度,導致待焊接頭上的熱量不達標,進而導致大量電弧熱量僅加持在了熔池上。針對前一問題,應從調整焊接工藝參數角度入手,并通過調整焊接速度、焊接方法、焊縫冷卻時間等,保證焊縫在拘束應力下也能進行有效收縮,進而防止焊縫開裂。針對后一問題應根據實際情況,提高焊接速度。由此可見,超聲檢測技術在TKY 管節點焊縫檢測中的應用尤為重要,是檢測焊縫質量的關鍵性技術,該文對TKY 管節點焊縫的超聲檢測過程總結如下。
3.1 TKY 管節點相貫焊縫的超聲波探傷聲程修正
3.1.1 相關參數
以Y 型主管與支管中心線相交叉為例,明晰相關參數:D1,D2為管外徑;t1,t2為管壁厚;θ為軸線夾角;Φ為相貫角;Ψ為局部二面角;θB為偏角。
3.1.2 修正系數
根據圖1 管節點相貫焊縫圖建立數學模型與推導可得,管節點焊縫上探傷面(任意)的曲率半徑ρ=D/2sin2θB。基于此,可以通過公式K=(ρ/t-1)[sin(β+sin-1(ρ/ρ-t×sinβ))/tanβ],m=[π-β-sin-1(ρ/ρ-t×sinβ)]ρ/t×cotβ
式中:K為系數;β為臨界角;m為修正系數;D為管直徑;θB為偏角;t為管壁厚;θ為軸線夾角。
3.1.3 幾何臨界角
已知公式:βmax=sin-1(1-t/ρ),基于此為進一步確定幾何臨界角,應將數學模型、數學推導與Visual Basic 語言編寫相結合,從而借助計算機繪制出TKY 管節點相貫焊縫各參數之間的關系曲線。
3.1.4 TKY 管節點焊縫缺陷定位
在TKY 管節點焊縫缺陷定位中超聲相控陣技術的應用,可以基于計算機輔助面向對象成立VISUAL++環境,并計算焊縫截面與缺陷的特征參數再由繪圖模塊根據計算結果畫出完整的焊縫剖面圖,從而在對焊縫缺陷與深度進行有效定位。或者采用數學公式已知Y為探頭至缺陷的距離Y1為一次波水平距離,D為深度,W為波聲程,W1為一次波聲程,T為壁厚,當W 去年12月1日,一期1232平方米的網套加工車間建成,陳建輝立馬運來自己之前預定好的彈花機、電腦衍縫機、無網棉揉棉機、全自動棉胎生產流水線等先進的棉被加工機器,并開工運營。 當斜探頭在支管上垂直于橢圓焊縫掃查時會面臨一種特殊情況,即支管的彎曲率與探頭探測面接觸面積成反比,前者大后者則小,甚至出現線或點接觸,而在此情況下不僅會導致波幅下降。此外,參考聲反射原理,當聲波透射到底面,而底面呈凸面,則會使反射聲束發散聲壓下降,進而也會導致回波幅度下降。為準確進行TKY管節點焊縫超聲檢測,確保TKY 管節點焊縫超聲檢測質量,應盡量采用小尺寸探頭,與此同時,在調整靈敏度時,應做好因曲率及、材質、厚度、耦合劑等不同差異所引起的補償。該文對操作修正補償定量法超聲檢測過程總結如下。 3.2.1 操作修正補償定量法準備 操作修正補償定量法準備如下:1)根據TKY 管節點焊縫超聲檢測具體要求確定聲程范圍與雙探頭檔。2)采用兩個實測折射角接近的探頭。3)兩個實測折射角誤差必須在0.5°之內。4)對比試塊厚度小于1/3 工件厚度尺。5)對比試塊采用機油,工件采用甘油。 3.2.2 操作修正的點數 T 管焊縫的補償值為2 個點的平均值,2 個點應位于支管圓周不同曲率位置。K、Y 管焊縫的補償值為4 個點的平均值,而這4 個點應位于支管圓周不同曲率位置。按管徑、厚度的不同分別做操作修正,填寫操作修正報告備案。 3.2.3 DAC 曲線的制作 在DAC 曲線制作環節主要側重4 個要點,分別是儀器測定范圍的調整、對比試塊厚度的選擇、制作方法、對DAC 曲線的基本要求,根據規范要求進行檢測,會極大程度提高TKY 管節點焊縫超聲檢測質量。此外,還應該側重探頭掃查順序,具體制作 DAC 曲線時的探頭掃查順序如圖2 所示。 圖2 制作DAC 曲線時的探頭掃查順序 第一要點強調T、K、Y 管狀焊縫:全跨距的1.5 倍。第二要點強調對比試塊厚度需要等于或接近探測母材厚度。第三要點須根據實際情況具體畫圖分析。第四要點強調每條DAC 曲線最少測定4 個點,包括100%、50%及200%在內的三條曲線、一個探頭角度一條DAC 曲線,探傷前須重新校核DAC 曲線。 相貫線焊縫數學模型的發展在我國T、K、Y 管節點焊縫超聲波檢測發展中取得了一系列成效,如劉興亞專家基于計算機與數學推導成功繪制出了T、K、Y 管的“幾何臨界角、相貫角、生成修正系數以及水平距離修正系數與相貫角和偏角的關系曲線”[4]。劉興亞專家探索研發出來的關系曲線成功為超聲波檢測在T、K、Y 管節點焊縫檢測中的應用提供了理論支撐。 超聲相控陣技術在國外發展較為迅速,成果顯著,因此,我國為進一步推廣與優化超聲波檢測技術在T、K、Y管節點焊縫檢測中的應用效果,充分發揮超聲波無損探傷技術優勢,于2001 年從加拿大成功引進了超聲相控陣技術,并在某油田項目工程中將超聲相控陣技術運用到了海底管線鋪設中,并取得了成功。該超聲相控陣技術在海底管線鋪設中的成功應用,促使超聲相控陣技術正式被使用到我國T、K、Y 管節點焊縫檢測中,并在管道類工件檢測中應用廣泛。 計算機輔助設計(Computer Aided Design,CAD)是隨著超聲波檢測技術不斷深入發展而基于計算機技術應運而生的一種具有強大計算能力和超強圖像分析處理能力的計算機新技術[5]。該技術借助大數據技術進一步提高了T、K、Y 管節點焊縫缺陷的檢測準確性,在實際運用中主要是借助CAD 技術,建立T、K、Y 管節點焊縫截面的二維圖,從而更加直觀地定位缺陷位置。 隨著超聲波檢測技術不斷深入發展,一種基于計算機技術、信號采集技術與圖像處理技術為一體的超聲成像技術應運而生。超聲成像技術以其超高的先進性與實用性在T、K、Y 管節點焊縫無損傷檢測中脫穎而出,成為當時引領時代超聲波技術的存在。超聲成像技術基于其具備的自動化、信息化、智能化等優勢有效保證了檢測數據的真實性、精準性、可靠性,與此同時,超聲成像技術還能夠對采集到的所有信息進行動態數據處理,從而對工件缺陷做動態檢測。 專家系統是指將不同領域的大量專業化知識與經驗成果進行匯總從而構建成一種程序的系統。專家系統具有智能化、信息化、自動化等優勢,可以在實際T、K、Y 管節點焊縫無損傷檢測中模擬專家思維解決問題,而具有大量專業化知識與實踐經驗成果下的專家系統功能效用在一定程度上超過專家水平。 而在海洋工程領域內從事T、K、Y 管節點焊縫無損傷檢測技術研究的專家往往具有豐富的實踐經驗與專業系統化知識結構。因此,為進一步推動T、K、Y 管節點焊縫超聲波無損傷檢測技術發展,可以將海洋工程領域的專家經驗、問題解決思維、專業化知識體系集中起來,通過計算機技術匯總形成專家系統,該系統可以自動運用系統內存在的大量知識對T、K、Y 管節點焊縫存在的缺陷進行自主、自動、智能化檢測。 綜上所述,由于T、K、Y 管性能優勢較強,因此,隨著我國社會發展,其逐漸被使用到社會各領域行業中,但由于T、K、Y 管節點焊縫具有復雜性,導致其在實際質量檢測中的安全性能成為一大難題,雖然常規超聲波技術可以在一定程度上解決該問題,但成效較低。該文研究顯示,采用相貫線焊縫模型與超聲相控陣等檢測技術可以進一步優化超聲波無損探傷技術在T、K、Y 管節點焊縫中檢測成效。3.2 操作修正補償定量法

4 TKY 管節點焊縫的超聲檢測技術分析
4.1 做好相貫線焊縫的模型,便于精準檢測
4.2 應用超聲相控陣技術,提高檢測效率
4.3 借助大數據計算機,提高檢測準確性
4.4 應用自動化成像檢測技術,實現動態檢測
4.5 應用專家系統,降低檢測誤差出現
5 結語
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13