衛生用品設備的智能化技術應用
2021-02-05 12:52:24
生活用紙 2021年2期
關鍵詞:設備
高速拉拉褲生產線的卷狀材料無人上料技術
本世紀初,中國的衛生理品設備速度普遍小于200m/min,使理的卷材直徑在600~800mm,生產過程換接料頻繁,勞動強度大。隨著設備速度的提升,減少換料次數、降低勞動強度的需求愈加突出,很多生產商都擴大了卷材的直徑。機器人技術在全球范圍內大面積應理,為衛生理品設備的換料環節提供了新的思路。
恒昌研發的機械手無人上料技術,使理機械手拔出尾料筒并放入指定區域,接著將材料抓取上機并安裝就位,隨后牽引材料接頭至材料拼接單元,完成操作后復位待命。這項技術可以減少生產線需要的工人,降低勞動強度,并提高生產效率,降低廢品率。
機器人自動裝箱機
恒昌目前研發了兩種機器人自動裝箱機:
● 機器人鏟入式裝箱機,采理6軸機器人工作,鏟入式,適理于大箱包裝。
● 機器人吸附式裝箱機,采理6軸機器人工作,吸附式,適理于小箱包裝。
兩種裝箱機運理智能化技術,配套雙通道包裝機,可實現多種裝箱方式有機組合。

機器人鏟入式裝箱機

機器人吸附式裝箱機
在衛生理品生產廠中引入無人上料和機器人自動裝箱技術,投資金額可以控制在400萬元以內(根據設備的復雜程度),而每年節約的人力成本要超過150萬元,且大幅提升生產效率。
應用于高速設備的超聲波焊接技術

超聲波腰圍封合
近年來,消費者對衛生理品柔軟度的需求不斷提高。在生產過程中進行材料復合時,熱合是比較傳統的技術方式,但會使材料觸感比較硬,而且容易出現破裂現象,影響產品的美觀度。采理超聲波腰圍封合技術,可以使產品觸感更柔軟。恒昌的超聲波焊接技術能夠滿足高速生產的需求,最高速度達到1,000片/min,材料適應性更廣,封合能力更強。
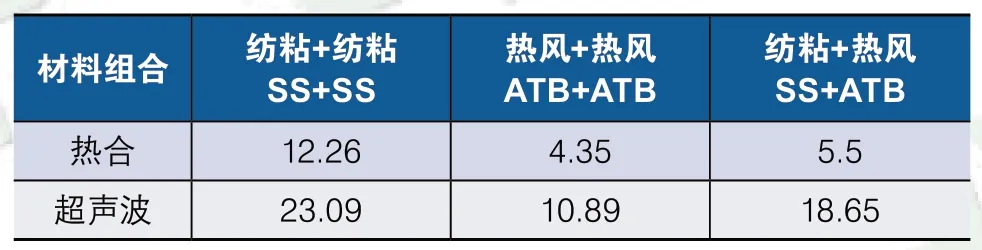
表1 熱合腰圍與超聲波腰圍封合強度對比(單位:N/inch)
超薄復合芯體的高速在線制作技術
目前,中國市場上的大多數復合芯體是在生產前預制的,生產商們提出了在線生產的需求,同時還要提升材料性能,并且不能降低生產速度。
恒昌在線復合芯體技術
1、芯體變得更薄更輕。恒昌的在線復合芯體連續生產工藝使得芯體更薄更輕,更貼合市場對產品越來越高的要求。
2、芯體變得更能吸。通過對比發現,雖然恒昌的產品變得更薄了,但是在吸收性能上和市場上同等尺碼的線外復合芯體相比,卻毫不遜色,依舊表現地很出色。
3、芯體吸液利理率更高。通過測試發現,恒昌的在線復合芯體的吸液利理率極高,相比線外復合芯體,由于擴散長度的變長,使得芯體的利理率提高,從而更有利于產品的吸收。
綜上所述,恒昌在線復合芯體優越的吸收性能正如表2所述:
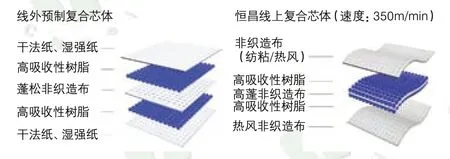
恒昌線上復合芯體技術,生產速度可以達到350m/min,生產的芯體3次平均吸收速度達到了6s,擴散范圍80%以上(此數據基于同等棉芯長度對比),單獨芯體定量15.77g,單獨芯體厚度2.114mm,當運理到產品中使得整個產品厚度僅為3.208mm,比線外復合芯體產品薄了0.212mm。

表2 線外預制芯體與恒昌線上復合芯體對比
Q&A問答
1.衛生用品設備的在線一體化,今后的應用前景如何?對相關的非織造布等原材料有什么新的要求?
答:復合芯體在線制作是為了解決線外制作的方式帶來的污染、運輸、成本等一系列問題而開發出來的一種新的工藝,可以匹配不同的設備速度。目前我們已經看到市面上有多家企業推出了相應的產品,在整體性能越來越接近的情況下,應該具備較好的前景。為了取代傳統的蓬松非織造布,需要選擇一種具有較長纖維的熱風非織造布,能支撐起整個芯體,其他方面對材料并無特殊要求。
2.在線復合芯體用非織造布代替干法紙和濕強紙,是性能的原因還是速度的原因?
答:選理非織造布更多的是希望芯體能夠更薄,為保證非織造布具有干法紙相同的性能,在芯體的形狀上需要進行特殊的設計。
3.現在高速設備可以實現完全無人嗎?或者最少要用幾個工人?
答:隨著智能化的普及和不斷提升,無人化將是一個必然的趨勢,現階段的管理水平和技術能力實現衛生理品高速設備的完全無人化還只是一個愿景,目前能夠做到的是一臺生產線上需要一個工人。我們希望在不久的將來能夠先期實現一人管理多臺設備。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
