鋼管管端尺寸綜合測量裝置設計與應用
2021-01-29 08:01:00黃繼慶馮偉華孟凡佳
焊管 2020年10期
關鍵詞:測量
黃繼慶, 馮偉華, 孟凡佳, 劉 濤
(1. 渤海裝備研究院, 河北 青縣062658; 2. 渤海裝備巨龍鋼管公司, 河北 青縣062658)
焊管生產線成品鋼管管端尺寸通常采用手工測量方式, 測量數據的準確性和客觀性難以得到保證。 在中俄東線工程試驗段施工過程中, 由于環焊縫焊接采用自動焊工藝, 出現了Φ1 422 mm直縫埋弧焊管管端尺寸數據測量精度不能完全滿足環焊自動焊機組需求的情況, 給施工帶來了極大不便。 業主要求在隨后的鋼管生產中必須采用自動測量, 以避免手工測量帶來的測量偏差; 同時在國際詢單中, 大都要求鋼管管端尺寸自動測量。 為了滿足用戶的需求, 需要研制鋼管綜合測量裝置, 實現成品鋼管管端數據自動測量, 保證測量數據的客觀性和準確性。
1 測量裝置設計方案
綜合測量裝置安裝在成品檢驗區稱重測長工位, 采用專機測量的形式, 與現有稱重測長裝置整合為一體。 綜合測量裝置(一端) 如圖1 所示。
在稱重測長工位兩端的行走小車上配置一級滑臺、 轉臺和二級滑臺, 在二級滑臺上安裝檢測傳感器及支架, 工作流程如圖2 所示。 轉臺帶動二級滑臺上的測量傳感器沿鋼管管壁旋轉一周, 獲得鋼管管端原始輪廓數據, 通過計算解析得出鋼管周長、 橢圓度、 壁厚和切斜等數據。

圖1 鋼管管端尺寸綜合測量裝置布置圖(一端)
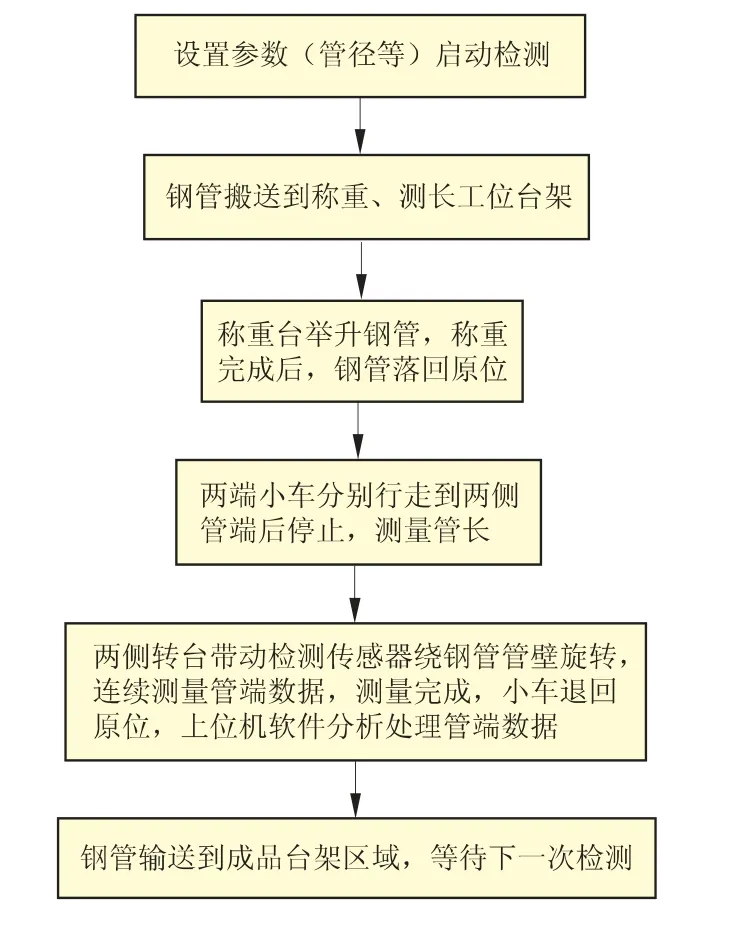
圖2 測量裝置工作流程
2 測量方法改進及管端尺寸測量原理
2.1 稱重、 測長方法改進
2.1.1 稱重
目前鋼管稱重方式采用4 個稱重傳感器兩兩布置到兩側的稱重臺, 并把4 個傳感器輸出信號并聯到一個接線盒中, 調整角差、 信號調理后輸出到稱重管理器。 實際稱重時, 由于鋼管擺放不正, 兩側稱重傳感器受力不一致, 輸出信號不同, 并聯后有誤差, 因此稱重誤差較大。
為避免測量傳感器受力不均勻導致的稱重誤差, 稱重臺采用浮動結構, 每側稱重臺四角各布置1 個傳感器, 4 個傳感器輸出信號并聯到1 個接線盒后再連接到本側的稱重控制器; 另一側稱臺配置相同, 鋼管質量為兩側的稱重質量之和。稱重控制器就近布置在每側的稱臺附近, 減少因接線盒到管理器的導線過長, 造成信號易被干擾的問題。
2.1.2 測長
現有的測長方式為接觸式測量, 由高速計數器記錄編碼器脈沖數, 轉換為長度數據, 由于小車行走時打滑, 導致測量長度誤差。
綜合測量裝置采用非接觸激光測量鋼管長度, 通過管端測量時檢測到管端的位置數據, 綜合得到管長, 管長=檢測到管端時激光測量長度數據-檢測管端傳感器到激光傳感器的固定距離。
2.2 管端尺寸測量原理
管端尺寸包括周長 (內、 外周長)、 不圓度(長、 短軸)、 壁厚(最大、 最小、 平均) 和切斜等。 為了獲得以上數據, 關鍵是應用鋼管管端的實際輪廓數據(xi, yi) (i∈(1, 2, 3, …n)),擬合得到管端輪廓方程。
2.2.1 管端輪廓方程
鋼管管端近似為一圓形, 圓的標準方程為

其中
由圓的標準方程式(1) 可以得出矩陣表示,即


其最小二乘解為

求出a、 b、 c 后, 再由式 (2) 得到圓心坐標(A, B) 和半徑r。2.2.2 管端數據求解
(1) 管端周長

(2) 橢圓度
利用公式 (6) 求出長短軸lmax、 lmin及對應的位置, 其中 (xi+180°, yi+180°)、 (xi, yi) 為i 角和i+180°角的管端輪廓數據, 橢圓度=lmax-lmin。

(3) 壁厚
為了測量壁厚, 利用測量支架上、 下兩個傳感器分別測量鋼管同一截面的內外壁輪廓數據(xin, yin)、 (xout, yout), 最小二乘圓擬合, 得到內、 外半徑分別為Rin和Rout, 平均壁厚Tav=Rout-Rin。
利用公式(7) 求出管端不同位置處的壁厚T, 其最大和最小壁厚分別為Tmax和Tmin。


(4) 切斜
利用一組由發射端和接收端組成的測微儀測量管端切斜, 由傳感器支架帶動測微儀沿管端轉動一圈, 管邊緣變動的范圍即為管端切斜。由于鋼管在臺架上擺放不正, 轉動中心線和鋼管軸線不平行, 按以上方法測量切斜誤差很大,需要修正, 原理示意如圖3 所示。 傳感器1 和傳感器2 分別測量鋼管不同截面的輪廓數據,并利用公式 (4) 和公式 (2) 分別得到兩個截面的圓心坐標 (A1, B1)、 (A2, B2), 求出鋼管軸線與轉動中心線的夾角α (垂直方向) 和β(水平方向)。

圖3 管端切斜測量原理示意圖
垂直方向切斜修正

式中: Δ1——管端0°和180°角測量的切斜;
D——鋼管內直徑。
同理可得水平方向切斜修正
式中: Δ2——管端90°和270°角測量的切斜。
取兩者的最大值作為鋼管水平和垂直位置的一組切斜值。 對于其他角度, 可通過坐標變換,按上述方法得到多組切斜值, 并取最大值作為最終的管端切斜值。
3 綜合測量裝置軟件界面
綜合測量裝置軟件界面顯示測量結果, 可人工設置各個參數的報警閾值, 對不合格鋼管進行報警, 提示崗位人員進行進一步處理, 人工處理后的管端尺寸數據可手動錄入, 綜合測量界面如圖4 所示。 采用SQL Server 數據庫與MES 系統匹配。 可從MES 系統獲得鋼管信息 (管號、 班次等), 將其與測量數據進行自動匹配, 存儲至MES 系統, 操作人員亦可在交互界面錄入管號進行數據綁定, MES 系統鋼管綜合信息如圖5所示。

圖4 鋼管管端尺寸綜合測量系統界面

圖5 MES 系統鋼管綜合信息
4 應用效果
綜合測量裝置在焊管生產線應用測試, 隨機抽取直徑1 219 mm、 1 422 mm 鋼管各2 根進行測量, 每根鋼管重復測量2 次, 并與人工測量進行對比, 對比結果見表1。
從表1 可以看出, 鋼管長度測量重復精度≤±1 mm, 橢圓度測量重復精度≤±0.1 mm,周長測量重復精度≤±0.1 mm, 切斜測量重復精度≤±0.1 mm; 長度測量與人工測量值誤差≤±2 mm, 橢圓度測量值與人工測量值誤差≤±0.2 mm, 切斜測量值與人工測量值誤差≤0.3 mm, 并且都是正偏差, 分析原因是人工測量只是測量了管端有限的幾個直徑, 不能準確找到最大和最小直徑, 導致測量的橢圓度較小。

表1 設備測量與人工測量結果對比
5 結束語
研制的鋼管管端綜合測量裝置已在焊管生產線成功應用, 實現了成品鋼管質量、 長度、管端周長、 橢圓度、 壁厚、 切斜等數據的自動測量, 并可根據設置值對管端周長自動分類及判斷鋼管管端尺寸是否合格。 設備運行平穩,測量精度、 工作效率、 運行的穩定性均達到了預期的效果。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
