鈦合金平面磁粒研磨軌跡的均勻性實驗研究
2021-01-26 12:57:28陳宇輝崔維啟
電鍍與精飾 2021年1期
陳宇輝,韓 冰,齊 琦,趙 楊,崔維啟
(遼寧科技大學機械工程與自動化學院,鞍山114051)
高精度、低損傷的表面質量是磨粒加工領域發展的重要方向。平面研磨加工是獲取光學元件、藍寶石襯底、單晶硅襯底等高精度表面的重要手段之一,在電子、計算機、航空航天等技術領域有著廣泛的應用[1]。研磨是一種重要的精密機械加工工藝,目前在我國量具、儀器、機床、航空以及動力機械等各行業的制造、裝配和修理工作中應用非常廣泛。在研磨時,工件和研具之間的相對運動,實現切削作用的磨料的運動方式和軌跡直接影響工件的質量和效率。例如,在量塊生產中,由于改進研磨運動軌跡,使量塊的表面光潔度提高了一級,而且效率得到提高[2]。平面磁力研磨技術屬于精密機械加工工藝,具有加工品質高、柔性好、自適應性強等優勢,以磁場束縛磁性磨粒對工件表面進行光整的方法結構簡單、成本低廉。本文針對其優勢,搭建實驗平臺對鈦合金平面進行研磨拋光[3-5]。通過ADAMS 模擬單個磨粒運動軌跡,并實驗探究磨具加工平面的均勻效果及質量變化情況[6]。
1 平面磁粒研磨加工原理
平面磁粒研磨加工原理如圖1 所示,將圓柱軸向磁極裝夾于銑床主軸上,磁性研磨粒子含有鐵磁相,可吸附在磁極上,在磁極磁場力作用下沿著磁力線方向形成“磁粒刷”,調整銑床主軸,使其靠近工件表面,留有1~2 mm 加工間隙,磁粒刷可仿形壓附在工件表面,隨著機床主軸旋轉及工作臺的運動,磁性研磨粒子的研磨相與工件之間產生劃擦、磨削作用,微量去除工件表面的材料,去除毛刺、淡化凹坑劃痕,提高表面粗糙度,完成加工。
磁粒研磨加工中,磁性研磨粒子對工件表面的研磨壓力P由公式(1)所示。

式中:B為磁通密度;μ0為真空導磁率;μm為磨粒相對導磁率。
當磁極旋轉運動時,磁性磨粒受到離心力的作用,當離心力過大時,磁性粒子擺脫磁場力的束縛,部分磨粒會飛出加工區域,因此,適當增大磁場力以束縛磁性研磨粒子是必要的。
在研磨過程中,實現均勻研磨最直觀的形式即材料去除量相等,在實際的研磨過程中,材料的去除量是一個復雜的變量,很多不確定的因素都會對其造成影響。Preston 方程是廣泛應用在磨削加工中的經驗公式。此方程是由Preston 在1927 年提出的。在一定條件下,可以用Preston方程描述磨粒加工對工件表面的材料去除量與各種工藝參數及磨粒特性的關系。在方程中,將磨粒的速度和磨粒對壁面壓力之外的所有因素的作用都歸為一個比例常數kp,稱為Preston常數。

式中:Δz為磨削去除量;v為磨粒與工件表面的相對運動速度;p為磨粒的研磨壓力;kp包括:與磨粒本身相關的部分因素(磨粒的大小、形狀和硬度)、磨粒與表面發生作用時的因素(磨粒與表面的撞擊角度)以及被加工工件自身因素(如硬度)等。

圖1 平面磁粒研磨加工原理圖Fig.1 Schematic diagram of plane magnetic particle grinding
由公式(2)可知:材料去除量△z與相對運動速度v和研磨壓力p呈正比。所以增大磨粒與工件表面的相對運動速度和研磨壓力都會提高研磨效率。在實際平面磁粒研磨加工中,磁粒刷依靠磁場力吸附在磁極表面,過大的主軸轉速會增大磨粒所受的離心力,當離心力大于磁場力會甩出加工區域,導致大量研磨粒子不能參與研磨。但在保證加工均勻性理論的情況下適當增大工作臺的運動速度可提高相對運動速度,且適當縮小加工間隙可增大研磨壓力,從而提高材料的去除量,研磨效率得以提高。
2 實驗
2.1 實驗裝置及過程
實驗設備是在銑床的基礎上改進的,添加了旋轉移動工作臺。平面研磨裝置如圖2 所示。該研磨裝置中,機床主軸由電機驅動,以主軸旋轉運動為主運動,旋轉移動工作臺做自轉或往復移動。被磨、拋材料放于平整的工作臺上,同工作臺一起繞Z軸做自轉或水平移動運動。磁極裝夾在銑床主軸上并帶動其旋轉,且以一定壓力對工件表面施壓,獲得一定研磨壓力。等同于磁極外表面吸附的磁性磨料在加工間隙中形成彈性磁粒刷以一定壓力壓向工件表面,產生磨削作用。
同時,工件與磁極間作相對運動,起到切削、磨擦的效果,來達到研磨拋光目的。工作臺的轉速、移動距離及速度可根據計算機運動控制系統軟件連接PLC 控制器編寫程序控制滑臺的旋轉移動來實現。即工件與研磨盤的位置隨著聯動實時發生變化。根據工件的形狀尺寸及使用磁極的尺寸大小設計最佳運行方案,旋轉中的磁極外圈線速度最大,材料去除量最大,選取磁極外圈的一點模擬運動軌跡,評判軌跡的均勻度,以獲得更加平整、均勻的加工表面。

圖2 實驗裝置Fig.2 Experimental device
2.2 基于ADAMS的平面研磨均勻性
在預先進行了實驗分析后,實驗過程由銑床主軸的旋轉及工作臺的移動或旋轉同時進行。加工工件為直徑60 mm 的圓形鈦合金平面,采用Φ30 mm 的圓柱軸向磁極。為了達到均勻的加工效果,研究決定施加X方向30 mm 的往復運動和定偏心旋轉加工方法(工件隨工作臺自轉)進行對比,吸附在圓柱軸向磁極表面的磁粒刷內外線速度不同,在線速度最大的外圈選一點研究其運動軌跡,使用ADAMS軟件模擬仿真。
均勻性定量分析評價方法如下:對平面進行區域劃分,通過數值計算,統計平面內每一劃分區域內的研磨軌跡點密度記為xi;采用統計方法計算對角線上各區域內研磨軌跡密度的標準差值作為平面研磨軌跡均勻性的定量評價值。
采用極坐標的形式對工件表面進行劃分,將工件的半徑5 等分,再將圓周20 等分,一等分為18°,總共分割成100 個區域。由于軌跡點沿圓周均勻分布,為了減小計算量,選擇表面四分之一的區域進行統計計算,并由內向外將各個區域標上號,以便精確計算各個區域內軌跡點的個數(如圖3所示)。

圖3 工件網格劃分示意圖Fig.3 Schematic diagram of workpiece meshing
仿真步數為2000,時間為1 s。直線往復運動仿真結果的研磨軌跡及均勻性標準差階梯圖如圖4所示,定偏心旋轉運動轉速比(磁極轉速/工件轉速)為16 時,仿真結果的研磨軌跡及均勻性標準差階梯圖如圖5所示。
對兩種運動方式形成的研磨軌跡進行均勻性評價分析,并進行標準差的計算。階梯圖中,橫坐標是工件上劃分的25 個區域標號,縱坐標是每個區域中軌跡點的密度xi。從標準差數值上說明這兩種研磨方式所生成的研磨軌跡均勻性大致相同,從直線式軌跡圖看出,中間部位及四條邊線處有軌跡重疊,更加密集的軌跡線所對應的中間軌跡點密度要大于四周區域。定偏心式的軌跡密集僅體現在中心小部區域,其余大部區域軌跡的均勻性較好。以下采用此兩種運動方式進行實驗探究。

圖4 直線往復研磨軌跡及均勻性標準差階梯圖Fig.4 Linear reciprocating grinding trajectory and standard deviation ladder diagram of uniformity
2.3 實驗條件

圖5 定偏心研磨軌跡及均勻性標準差階梯圖Fig.5 Step diagram of fixed eccentric grinding track and uniformity standard deviation
影響磁力研磨效果的因素有很多,如有效研磨區域大小、磁極轉速、磁粒成分和粒徑、滑臺運動速度、研磨間隙、運動軌跡、研磨液種類和工件材質等。因此,在實驗之前要確定實驗條件,最終確定實驗條件如表1所示。
3 結果與分析
研磨完成后,分別對工件表面粗糙度、表面形貌進行檢測,具體檢測位置如圖6 所示。在平板上從左到右分別取3 個位置進行標記并檢測,通過測量ABC 三處的表面粗糙度值數據變化來判斷研磨的效果和均勻度。
3.1 粗糙度測量
使用JB-8E觸針式粗糙度測量儀進行粗糙度的測定,測量長度為3.2 mm,比較研磨前后的粗糙度變化規律。直線往復運動粗糙度變化規律如圖7所示,ABC 三處的表面粗糙度均隨著研磨加工時間的增加而減小,由于工件無自轉,直線研磨紋理較明顯。研磨30 min 后,A 處粗糙度值由原始0.87 μm 下降至 0.16 μm;B 處由原始 0.91 μm 降低到0.07 μm;C處由原始0.89 μm減小到0.15 μm。

表1 實驗條件Tab.1 Experimental condition
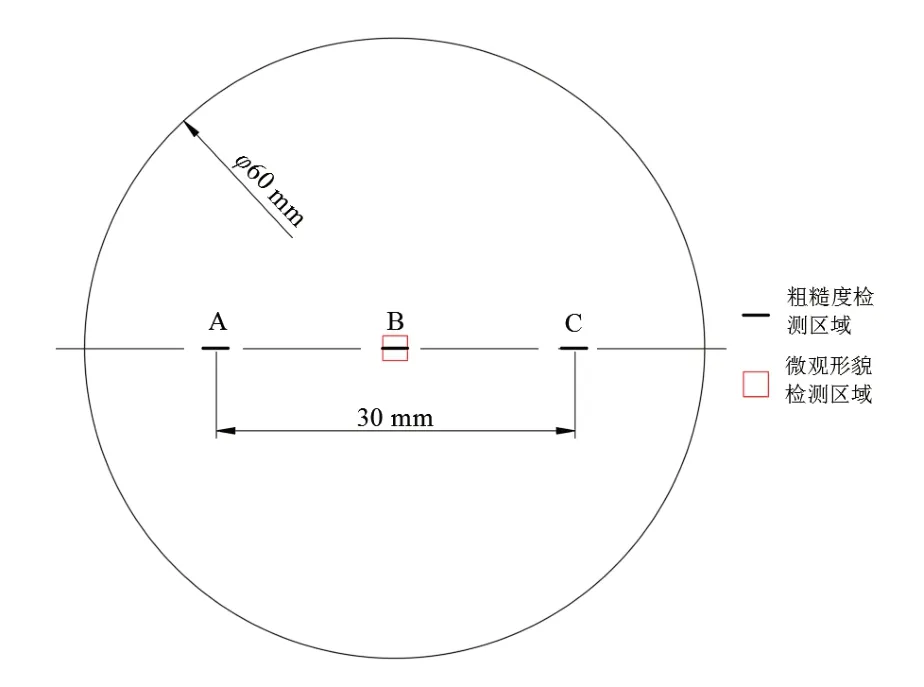
圖6 粗糙度與微觀形貌檢測位置Fig.6 Roughness and micro-morphology detection position
定偏心旋轉運動粗糙度變化規律如圖8 所示。ABC 三處加工較為均勻,研磨效率一致,且研磨效率高于直線式往復運動。經30 min 研磨加工,A 處粗糙度由0.88 μm 降為0.10 μm,B 處粗糙度由 0.92 μm 減小到 0.04 μm,C 處粗糙度由 0.89 μm 降低至為0.09 μm。
結果表明:采用直線往復和定偏心旋轉運動方式后,直線往復式加工后工件不同位置表面粗糙度值不一,從粗糙度可以明顯看到軌跡重疊處表面質量要好于其他區域,研磨均勻性較差;定偏心式加工后,除工件中心區域研磨次數略多粗糙度值較低外,其余部位獲得的表面粗糙度值相近,研磨均勻性較好。

圖7 直線式粗糙度Ra與研磨時間t的關系Fig.7 Relationship between linear roughness Ra and grinding time t

圖8 定偏心式粗糙度Ra與研磨時間t的關系Fig.8 Relationship between fixed eccentric roughness Ra and grinding time t
3.2 實驗結果
如圖9 所示,利用超景深3D 電子顯微鏡和JB-8E 觸針式粗糙度測量儀檢測工件表面B 處的微觀形貌及表面粗糙度,結果如圖9 所示。從9(a)可以看出,未經研磨的工件表面暗淡無光澤并且具有較深的加工紋理。如圖9(b)所示,直線往復運動研磨30 min 后,由于研磨軌跡較為單一,原始溝狀紋理得到有效去除但還有些許紋理殘留。如圖9(c)所示,定偏心旋轉運動研磨30 min 后,原始表面加工紋理基本去除,復雜、均勻的研磨軌跡,使得研磨的均勻性更好,研磨后的表面光澤度明顯提高,獲得了較好的表面質量。

圖9 工件研磨前后微觀形貌及表面粗糙度變化Fig.9 Changes of micro-morphology and surface rough-ness of workpiece before and after grinding
4 結論
(1)構建了平面磁力研磨實驗裝置,對不同加工方式下線速度最大的單顆磁粒運動軌跡進行模擬,并進行合理分析評價。
(2)采用直線往復運動軌跡對工件研磨加工,相對運動方式單一,研磨軌跡不均勻,無法保證平面加工的均勻性且研磨效率低。
(3)采用定偏心旋轉運動研磨,能夠促進磁性研磨粒子的翻滾更新,研磨軌跡復雜,研磨質量均勻。鈦合金板的生產加工紋理得以有效的去除,表面光澤度得到較大提升。