增材制造技術(shù)在井下工具中應(yīng)用及問題分析
2021-01-26 08:34:54樊春明段樹軍王德貴左永強(qiáng)惠坤亮
石油礦場(chǎng)機(jī)械 2021年1期
游 娜,樊春明,段樹軍,王德貴,左永強(qiáng),惠坤亮
(1.國(guó)家油氣鉆井裝備工程技術(shù)中心,陜西 寶雞 721002;2.寶雞石油機(jī)械有限責(zé)任公司,陜西 寶雞 721002;3.西南石油大學(xué) 機(jī)電工程學(xué)院,成都 610500)
增材制造(additive manufacturing,AM)技術(shù)是以三維模型數(shù)據(jù)為基礎(chǔ),采用材料堆積的方式制造實(shí)體零件的技術(shù)。與傳統(tǒng)的材料去除(切削加工)制造工藝不同,增材制造是一種“自下而上”材料累加的制造工藝[1-2]。當(dāng)前,許多發(fā)達(dá)國(guó)家非常重視增材制造技術(shù)的發(fā)展及應(yīng)用。在我國(guó)國(guó)家戰(zhàn)略《中國(guó)制造2025》中,亦圍繞制造業(yè)轉(zhuǎn)型升級(jí)及創(chuàng)新創(chuàng)業(yè)講到了增材制造技術(shù)。
增材制造技術(shù)通過多年的發(fā)展,目前已經(jīng)廣泛應(yīng)用于航空航天、汽車、醫(yī)療等行業(yè)。通過對(duì)其他行業(yè)增材制造技術(shù)應(yīng)用及研究成果的借鑒與行業(yè)特點(diǎn)的結(jié)合,一些國(guó)際知名石油公司、油服公司也對(duì)增材制造技術(shù)在石油天然氣行業(yè)的應(yīng)用進(jìn)行了積極的探索[3-6]。增材制造技術(shù)在石油井下工具的模具制造、關(guān)鍵零部件的再制造、金屬零件直接成型等方面的應(yīng)用也取得了一定進(jìn)展。
1 PDC鉆頭模具制造
1.1 結(jié)構(gòu)特點(diǎn)
胎體PDC鉆頭的模具制造是增材制造技術(shù)在石油井下工具產(chǎn)品制造過程中模具方面的典型應(yīng)用。PDC鉆頭的破巖機(jī)理不同于三牙輪鉆頭,結(jié)構(gòu)設(shè)計(jì)無需軸承,具有使用壽命長(zhǎng)、破巖效率高、生產(chǎn)制造周期短等特點(diǎn),而且可針對(duì)不同地層對(duì)PDC鉆頭進(jìn)行個(gè)性化設(shè)計(jì)。由于PDC鉆頭的結(jié)構(gòu)較為復(fù)雜,燒結(jié)成型是胎體PDC鉆頭的主要生產(chǎn)方法。在進(jìn)行胎體PDC鉆頭燒結(jié)時(shí),首先將制作好的模具裝入石墨殼體中,然后裝入碳化鎢顆粒或粉末,一起裝入真空電阻爐中進(jìn)行燒結(jié),模具的成型準(zhǔn)確度是實(shí)現(xiàn)PDC鉆頭設(shè)計(jì)的關(guān)鍵。寶雞石油機(jī)械有限責(zé)任公司(以下簡(jiǎn)稱寶石機(jī)械公司)作為我國(guó)主要鉆頭生產(chǎn)廠家,在胎體PDC鉆頭模具制作過程中探索應(yīng)用了不同的增材制造技術(shù)。
1.2 SLA及SLS增材制造技術(shù)
SLA (Stereo lithography apparatus)是立體光固化成型技術(shù),屬于最早出現(xiàn)的快速原型增材制造工藝,已在PDC鉆頭模具制造中應(yīng)用多年。SLA技術(shù)在PDC鉆頭模具制造過程中的應(yīng)用解決了復(fù)雜結(jié)構(gòu)PDC鉆頭生產(chǎn)制造的難題,提高了胎體PDC鉆頭的制造精度及生產(chǎn)效率。SLA是利用計(jì)算機(jī)控制激光固化液態(tài)光敏樹脂,從而得到樹脂模具,成型精度可以達(dá)到±0.1 mm,成型表面光滑,能夠滿足PDC鉆頭生產(chǎn)制造對(duì)原始模具的精度要求。使用SLA技術(shù)制作鉆頭模具的流程通常是先通過SLA技術(shù)制作樹脂母模,然后使用成型的母模翻制出PDC鉆頭橡膠軟模,再使用橡膠軟模翻制出PDC鉆頭燒結(jié)模具主體,將石墨替代塊鑲嵌在模具內(nèi)后使用此模具進(jìn)行胎體PDC鉆頭的燒結(jié)。圖1為使用SLA技術(shù)制作的PDC鉆頭模型。
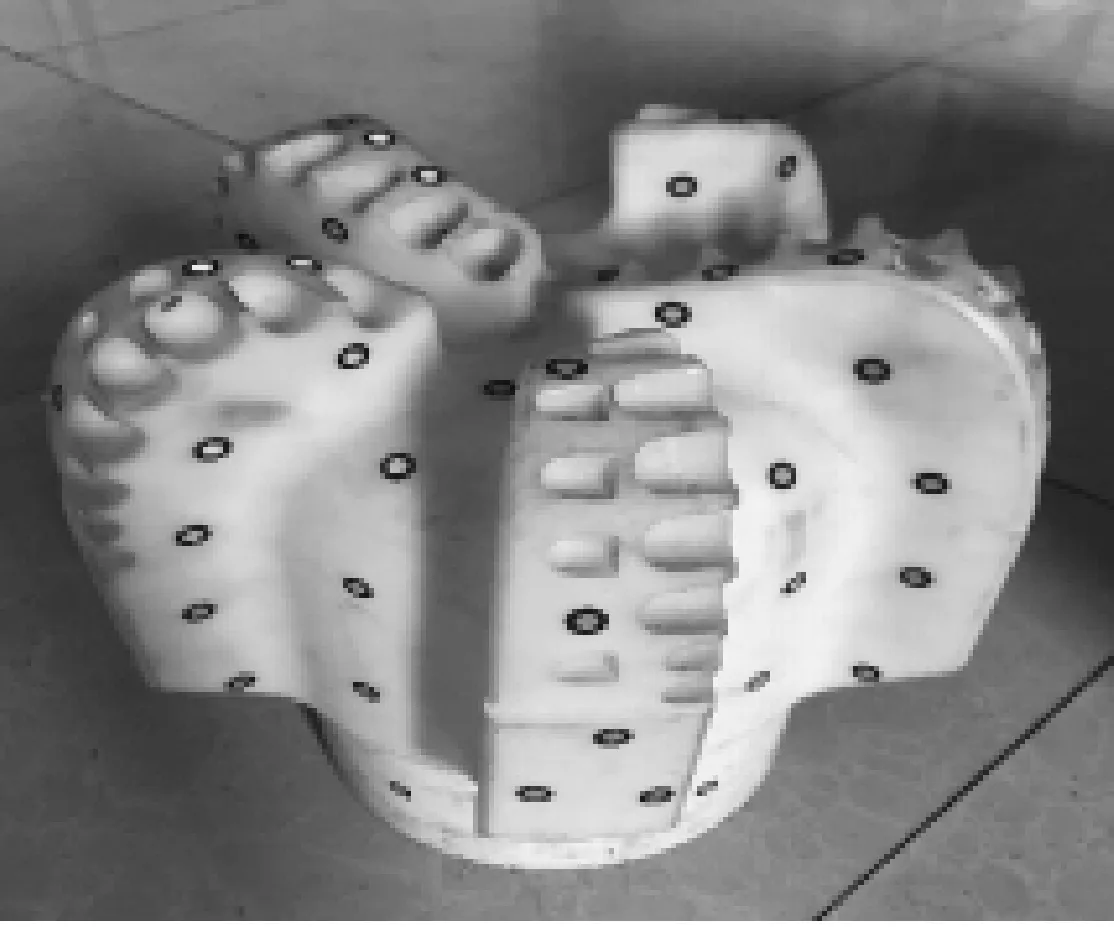
圖1 SLA技術(shù)成型的PDC鉆頭模型
SLS(Selective laser sintering)選擇性激光燒結(jié)技術(shù),常用于粉末狀材料成型,主要是利用粉末材料在激光照射下高溫?zé)Y(jié)的基本原理,通過計(jì)算機(jī)控制光源定位裝置實(shí)現(xiàn)精確定位,然后逐層燒結(jié)堆積成形[7]。SLS不僅支持樹脂粉末,還可用于金屬粉末、陶瓷粉末等材料的成型。在制作PDC鉆頭模具時(shí),選擇樹脂砂燒結(jié)成型,砂型燒結(jié)完成后,用軟毛刷清除未燒結(jié)的浮砂顆粒,然后加熱進(jìn)行二次固化,即可得到用于胎體PDC鉆頭燒結(jié)的砂型,如圖2所示。
在PDC鉆頭模具制造時(shí),使用SLA技術(shù)制作的模具還需要進(jìn)行2次翻制才能得到用于燒結(jié)的PDC鉆頭模型,且SLA技術(shù)中使用的光敏樹脂有輕微毒性,對(duì)環(huán)境有污染。使用SLS技術(shù)以樹脂砂為材料燒結(jié)成型的模具,可以直接裝入石墨殼體中用于PDC鉆頭的燒結(jié),如圖3所示。使用SLS技術(shù)有效地提高了生產(chǎn)效率,同時(shí)減少了模型翻制過程中人為不確定因素對(duì)模型質(zhì)量的影響,從而更好地保證燒制的PDC鉆頭本體與設(shè)計(jì)的一致性。

圖2 SLS技術(shù)成型得到的砂型

圖3 SLS技術(shù)成型的砂型直接用于PDC鉆頭燒結(jié)
1.3 其他增材制造技術(shù)
此外,梅筱琴[8]、賀子延[9]等人還對(duì)FDM工藝在PDC鉆頭基礎(chǔ)模具制作過程中的應(yīng)用進(jìn)行了研究。FDM(Fused deposition molding)熔融沉積制造技術(shù),一般使用材料為ABS線材,絲狀的材料通過噴頭加熱熔化,熔融狀態(tài)下的液狀材料從噴嘴擠出并快速凝固,通過逐層堆積形成最終成品。FDM技術(shù)無需層層鋪粉,設(shè)備成本及使用成本均相對(duì)較低,但是也存在成型表面較粗糙的缺點(diǎn),在進(jìn)行某些結(jié)構(gòu)成型時(shí)需要加支撐。
2 關(guān)鍵零部件再制造
2.1 再制造的基本概念
再制造工程是廢舊產(chǎn)品的高技術(shù)修復(fù)、改造的產(chǎn)業(yè)化,其重要特征是再制造產(chǎn)品的質(zhì)量和性能不低于新品,成本只有新品的50%,節(jié)能60%,節(jié)材70%[10],激光熔覆技術(shù)是一種金屬及其復(fù)合材料的增材制造技術(shù),是再制造工程的重要支撐技術(shù)。
激光熔覆技術(shù)利用激光束為熱源將合金粉末熔化,在基體合金表面形成一種冶金結(jié)合表面涂層,是一種復(fù)雜的物理、化學(xué)冶金過程[11]。作為材料表面改性技術(shù)的一種有效手段,基體熱影響區(qū)小的前提下,可以實(shí)現(xiàn)熔覆層與基體材料之間的冶金結(jié)合,且熔覆材料的稀釋率較低,可以顯著改善基體金屬材料表面的硬度、耐磨性、耐腐蝕等性能,從而延長(zhǎng)材料的使用壽命。
2.2 井下工具的再制造實(shí)例
在石油天然氣鉆井過程中,井下工具在整個(gè)鉆井周期中大部分時(shí)間都在環(huán)境苛刻,受力復(fù)雜的惡劣工況下工作,加之井下工具長(zhǎng)時(shí)間旋轉(zhuǎn)、頻繁起下,許多井下工具特別容易發(fā)生磨損破壞。提高井下工具的耐磨性從而提高工具的使用壽命是鉆井裝備行業(yè)一直在積極探索的問題,寶石機(jī)械公司在產(chǎn)品制造過程中利用激光熔覆技術(shù)來進(jìn)行某些井下工具無磁外筒及垂直鉆井工具執(zhí)行機(jī)構(gòu)推靠巴掌的修復(fù)等。
2.2.1 無磁外筒修復(fù)
隨著隨鉆測(cè)量技術(shù)廣泛應(yīng)用于定向井和水平井鉆井過程中,為保證磁性測(cè)量?jī)x器測(cè)量數(shù)據(jù)的準(zhǔn)確性,相對(duì)磁導(dǎo)率低的蒙乃爾合金、SMFI無磁鋼等無磁材料在井下鉆具中得到了普遍應(yīng)用。與普通鉆具相比,無磁鉆具硬度低、耐磨性差,無磁鉆具在鉆進(jìn)時(shí)受到地層巖石、泥漿、巖屑的摩擦、沖蝕作用,加之使用頻率較高,無磁鉆具的磨損速度遠(yuǎn)高于普通鉆具。然而,無磁鉆具的生產(chǎn)制造成本較高,為降低成本,對(duì)磨損后厚度不均的無磁鉆具進(jìn)行激光熔覆修復(fù),或在新的無磁鉆具表面激光熔覆一層耐磨無磁材料進(jìn)行強(qiáng)化。目前,激光熔覆已經(jīng)廣泛應(yīng)用在無磁鉆鋌、無磁加重鉆桿、無磁穩(wěn)定器等無磁鉆具中,圖4是激光熔覆的某井下工具產(chǎn)品無磁外筒表面。
2.2.2 垂直鉆井工具推靠巴掌修復(fù)
目前,旋轉(zhuǎn)導(dǎo)向工具及垂直鉆井工具在鉆井現(xiàn)場(chǎng)獲得了大規(guī)模商業(yè)化應(yīng)用,推靠式旋轉(zhuǎn)導(dǎo)向工具的工作原理是推靠巴掌在液壓力的作用下從工具本體中伸出,從而給鉆頭施加側(cè)向反作用力來實(shí)現(xiàn)導(dǎo)向。在井下工作時(shí),側(cè)向推靠力必須足夠大,實(shí)際鉆井時(shí)鉆柱又始終處于旋轉(zhuǎn)狀態(tài),因此,推靠巴掌長(zhǎng)時(shí)間在井下作業(yè)時(shí)產(chǎn)生較大的磨損,當(dāng)磨損量過大時(shí),旋轉(zhuǎn)導(dǎo)向工具的使用效果亦會(huì)受到影響。根據(jù)推靠巴掌的磨損情況,采用激光熔覆工藝熔覆一層Ni基合金粉末與WC的混合材料,從而提高推靠巴掌的表面硬度,增強(qiáng)耐磨性。再制造零件在耐磨、耐蝕、抗疲勞等性能方面能夠達(dá)到新品水平,推靠巴掌本體可以多次使用,降低了工具的使用及維護(hù)成本。

圖4 無磁外筒的修復(fù)表面
2.3 激光熔覆材料及工藝研究
在其他井下工具應(yīng)用方面,于繼斌[12]利用激光熔覆技術(shù)在牙輪鉆頭金屬密封環(huán)20CrNiMo基體表面熔覆鐵基合金,通過試驗(yàn)驗(yàn)證熔覆層的顯微硬度、耐磨性獲得了顯著提高。國(guó)內(nèi)部分鉆頭廠家與高校結(jié)合,開展了使用激光熔覆技術(shù)在鋼齒鉆頭表面熔覆WC的研究應(yīng)用,也取得了一定的進(jìn)展。
為更好地應(yīng)用激光熔覆技術(shù),以獲得良好的熔覆層性能,避免產(chǎn)生裂紋、脫落等缺陷,國(guó)內(nèi)外許多專家學(xué)者針對(duì)不同熔覆材料的工藝參數(shù)對(duì)組織性能的影響進(jìn)行了大量的研究。程偉[13]等人采用正交試驗(yàn)法開展了高強(qiáng)度合金結(jié)構(gòu)鋼激光熔覆工藝的研究,通過試驗(yàn)結(jié)果對(duì)比得出了最優(yōu)工藝參數(shù)。Cheng[14]等人研究了激光能量密度和掃描速度對(duì)42CrMo合金表面單道熔覆鐵基粉末涂層截面顯微組織和顯微硬度的影響。江吉彬[15]等人通過正交試驗(yàn)法開展了45鋼表面激光熔覆WC增強(qiáng)Ni基涂層性能的研究。激光熔覆技術(shù)目前已經(jīng)形成了比較完備的熔覆材料體系,激光熔覆工藝庫(kù)也在不斷完善之中,這些研究成果對(duì)激光熔覆技術(shù)在井下工具的拓展應(yīng)用具有重要的指導(dǎo)意義。
3 金屬零部件3D打印
金屬零部件的3D打印在石油天然氣領(lǐng)域的應(yīng)用正在不斷拓寬,已經(jīng)有多種技術(shù)可以用于金屬零部件3D打印,例如選擇性激光熔融(Selective laser melting, SLM)、電子束熔絲沉積(Electron beam formation, EBF)、電子束選區(qū)熔化成形(Electron beam melting, EBM)、電弧增材制造技術(shù)(Wire and arc additive manufacturing, WAAM)等。金屬零部件的3D打印在井下工具的應(yīng)用主要有以下幾個(gè)方面。
3.1 原型制造
井下工具產(chǎn)品在設(shè)計(jì)驗(yàn)證及改進(jìn)階段,通常進(jìn)行樣機(jī)試驗(yàn),反復(fù)測(cè)試驗(yàn)證其功能。使用金屬3D打印技術(shù)可以縮短新產(chǎn)品開發(fā)周期,快速迭代,從而加速新產(chǎn)品投入現(xiàn)場(chǎng)應(yīng)用。為解決裸眼封隔器在坐封壓力下膠筒的褶皺或流變而導(dǎo)致密封失效的問題,Baker Hughes設(shè)計(jì)了一種使用金屬3D打印的多層花瓣式支承環(huán)[16-17],如圖5所示。

a 裝配AM支承環(huán)的封隔器

b 3D打印完成的支承環(huán)
使用金屬3D打印方法制造該零件并組裝后,模擬井底高溫高壓環(huán)境進(jìn)行試驗(yàn)測(cè)試,該零件的功能及裸眼封隔器的密封效果得到了有效的驗(yàn)證。目前,使用金屬3D打印技術(shù)制造的該類零件已規(guī)模應(yīng)用于Baker Hughes系列超高壓封隔器產(chǎn)品。
3.2 復(fù)雜結(jié)構(gòu)制造
在油氣鉆完井過程中,為完成不同工況及地質(zhì)條件下的各類作業(yè),需要使用多種類型的井下工具。井下工具在工作時(shí),通常是靠壓差驅(qū)動(dòng),實(shí)現(xiàn)不同功能的關(guān)鍵在于受限空間內(nèi)的流道及結(jié)構(gòu)設(shè)計(jì),因此井下工具產(chǎn)品的內(nèi)部流道結(jié)構(gòu)復(fù)雜。圖6a為某井下工具產(chǎn)品中流道結(jié)構(gòu)零件的三維模型,如果采用熔模鑄造方法鑄造,小批量生產(chǎn)模式下鑄造模型成本較高,且中間3個(gè)流道直接鑄造較難實(shí)現(xiàn)。如果采用打工藝孔的常規(guī)方法加工流道,在高壓工況下,這些工藝孔又可能成為整個(gè)工具的薄弱環(huán)節(jié),可見此零件使用等材制造技術(shù)及減材制造技術(shù)不僅較難實(shí)現(xiàn),且成本高、質(zhì)量不穩(wěn)定。為了驗(yàn)證增材制造技術(shù)生產(chǎn)此類零件的可行性,首先使用FDM成型方法制作了如圖6b所示樣件。在使用金屬3D打印技術(shù)時(shí),使用不銹鋼粉末材料,零件打印時(shí)層厚設(shè)定為40 μm,打印完成后需進(jìn)行后處理,主要包括去支撐,打磨、拋光、噴砂等,然后還需對(duì)打印完成的零件進(jìn)行去應(yīng)力退火處理。圖6c是使用金屬3D打印方法最終成型的不銹鋼材質(zhì)的零件,成型零件的端面跳動(dòng)及圓跳動(dòng)僅0.01 mm。打印完成后,通過地面試驗(yàn)驗(yàn)證了零部件能夠滿足設(shè)計(jì)要求。通過使用金屬3D打印方法,整個(gè)打印過程只需要十幾小時(shí),零件再經(jīng)不同的熱處理工藝,不僅保證了增材制造零部件的質(zhì)量及性能,同時(shí)大幅縮短了零部件的生產(chǎn)周期。
圖7為Halliburton使用金屬3D打印制作的行星齒輪組件[6],對(duì)于這種整體式的結(jié)構(gòu)組件,通過常規(guī)生產(chǎn)制造方法根本沒有辦法實(shí)現(xiàn),而3D打印是唯一的實(shí)現(xiàn)手段,將多個(gè)零件組合為一個(gè)零件進(jìn)行制造亦是增材制造技術(shù)的優(yōu)勢(shì)。
4 問題分析
目前,增材制造技術(shù)及激光熔覆技術(shù)在模具制造行業(yè)應(yīng)用已經(jīng)比較成熟。金屬3D打印是未來增材制造技術(shù)發(fā)展的一個(gè)重點(diǎn)方向。雖然金屬3D打印技術(shù)已經(jīng)在井下工具制造中獲得一些應(yīng)用,但是仍存在一些制約大規(guī)模推廣應(yīng)用的因素。

a 零件三維模型

b FDM成型模型零件

c 金屬3D打印成型零件

a 行星齒輪組件半剖模型

b 3D打印成型的行星齒輪組件
1) 制造成本。雖然隨著各種增材制造技術(shù)的不斷發(fā)展及完善,使用成本已經(jīng)大幅降低,但是金屬3D打印零件的單位質(zhì)量成本仍高于常規(guī)制造方法。
2) 材料體系。金屬零件3D打印應(yīng)用最廣泛的行業(yè)依然是航空航天業(yè),針對(duì)油氣行業(yè)特定工況開發(fā)能夠用于金屬3D打印的材料亟待進(jìn)行。
3) 切片軟件。如果增材制造設(shè)備配套的切片軟件數(shù)據(jù)處理能力不足、誤差過大,成形件的質(zhì)量也就無法保證。
4) 標(biāo)準(zhǔn)。油氣行業(yè)是高度依賴標(biāo)準(zhǔn)降低風(fēng)險(xiǎn)的行業(yè),API標(biāo)準(zhǔn)涵蓋了油氣行業(yè)很多產(chǎn)品種類。目前ASTM、ISO,包括全國(guó)增材制造標(biāo)準(zhǔn)化技術(shù)委員會(huì)等對(duì)增材制造已經(jīng)制定了多項(xiàng)標(biāo)準(zhǔn)。但是,油氣行業(yè)作為此領(lǐng)域的追趕者,油氣行業(yè)增材制造標(biāo)準(zhǔn)基本處于空白階段,制定適合油氣行業(yè)增材制造方面的標(biāo)準(zhǔn)有助于增材制造技術(shù)在油氣行業(yè)的推廣應(yīng)用。
5) 設(shè)計(jì)思維。設(shè)計(jì)人員在進(jìn)行產(chǎn)品設(shè)計(jì)時(shí)首先要考慮產(chǎn)品是否可以實(shí)現(xiàn),這一定程度上束縛了設(shè)計(jì)人員的思維。隨著設(shè)計(jì)人員對(duì)增材制造技術(shù)理解的不斷深入,增材制造技術(shù)將在推動(dòng)油氣行業(yè)的創(chuàng)新中發(fā)揮重要作用。
5 結(jié)語
國(guó)際著名油服公司W(wǎng)eatherford、Baker Hughes、Schlumberger目前均已開展了對(duì)增材制造Innocel 718合金的研究工作[18-20],研究表明增材制造的Innocel 718合金零件的常規(guī)力學(xué)性能可以達(dá)到鍛件水平,成型方向?qū)υ霾闹圃炝慵阅苡幸欢ǖ挠绊懀铱梢酝ㄟ^合適的熱處理手段來改善。對(duì)增材制造零件的腐蝕特性的研究將對(duì)3D打印關(guān)鍵零部件在井下工況的長(zhǎng)期服役可靠性具有重要意義。此外,行業(yè)內(nèi)外某些專家學(xué)者已經(jīng)開展了增材制造零件疲勞裂紋擴(kuò)展特性的研究[21-22],這對(duì)增材制造技術(shù)在實(shí)際工程結(jié)構(gòu)的安全應(yīng)用具有非常重要的意義。
增材制造技術(shù)作為一種發(fā)展?jié)摿薮蟮闹圃旒夹g(shù),可以和等材制造及減材制造互補(bǔ),共同推進(jìn)制造業(yè)轉(zhuǎn)型升級(jí)。目前,以DMG為代表的國(guó)內(nèi)外多家機(jī)床制造廠商已經(jīng)研制成功了增減材復(fù)合機(jī)床,可以實(shí)現(xiàn)零部件從材料到成品的完整過程。增材制造技術(shù)在油氣行業(yè)具有巨大的應(yīng)用潛力,隨著增材制造材料及工藝體系的不斷完善和成熟,增材制造將會(huì)成為推動(dòng)產(chǎn)業(yè)變革升級(jí)的重要技術(shù),增材制造技術(shù)在油氣行業(yè)的應(yīng)用將會(huì)越來越廣。
