降低亞鈉法沉金后液含金量的工業試驗
2021-01-21 05:26:08張曉兵伍依愛
有色冶金節能 2020年6期
張曉兵 伍依愛
(大冶有色金屬有限公司,湖北 黃石 435005)
0 前言
電解精煉時,銅電解陽極泥的產率一般為粗銅陽極板重量的0.2%~1.0%[1],其主要成分有Au、Ag、Cu、Pb、Se、Te、As、Sb、Bi、Ni、Fe、S、Sn、SiO2、Al2O3、鉑族等。目前,銅陽極泥已經成為貴金屬(金、銀、鉑、鈀)以及稀散金屬(硒、碲)的主要來源。某冶煉廠的黃金生產主要是提取銅電解陽極泥中的金,年產黃金10 t(含金量為99.99%)。采用濕法工藝處理銅陽極泥,銅電解陽極泥焙燒后,焙砂(蒸硒渣)經過分銅后氯化分金;分金后液通過亞硫酸鈉還原沉金得到粗金粉;沉金后液通過調節pH 值后,生成鉑鈀精礦,鉑鈀精礦進入下一步工序再進行金、鉑、鈀、碲等金屬元素的分離,各工序的主要物料成分見表1。
目前,沉金工序在生產時,溶液中經常出現不易沉淀的絮凝狀顆粒,導致部分含金顆粒隨著沉金后液進入鉑鈀精礦中[2],延長了這部分金的生產工藝流程,進而造成金的生產成本上升。針對上述問題,通過一系列試驗方案對可能影響沉金后液含金量的各因素進行分析,并根據試驗結論對沉金后液的處理工藝進行優化,以期降低沉金后液中的金含量,進而降低黃金的生產成本。
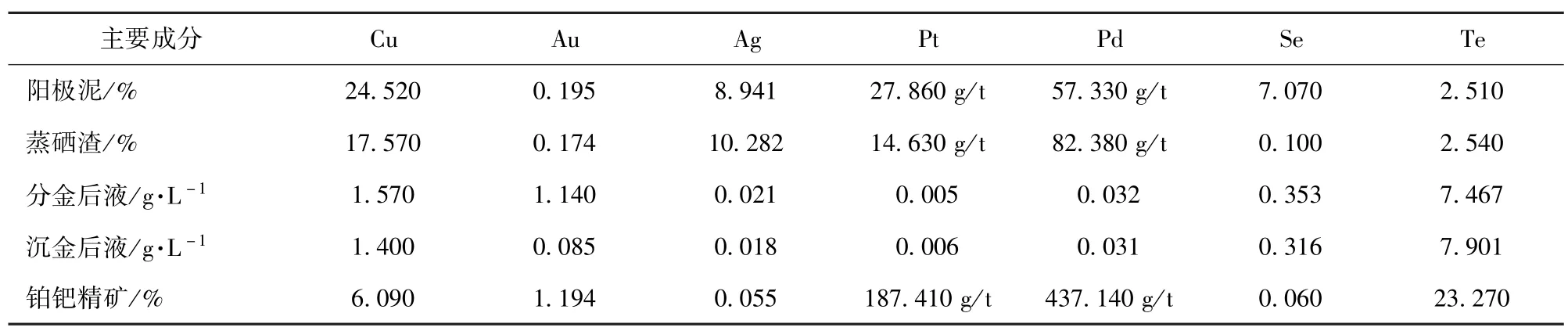
表1 某冶煉廠各工序主要物料成分
1 沉金試驗過程
1.1 試驗原料
某冶煉廠試驗用的原液為分金崗位正常生產時產出的分金后液,分金崗位的主要工藝參數和分金后液主要成分見表2。試驗試劑主要有亞硫酸鈉(Na2SO3)、焦亞硫酸鈉(Na2S2O5)、工業硫酸(H2SO4,98%)、氯酸鈉(NaClO3)等。

表2 分金崗位的主要工藝參數和分金后液的主要成分
1.2 試驗原理
沉金過程的原理是在分金后液中加入亞硫酸鈉使其發生如下氧化還原反應:

上述氧化還原反應的方向和趨勢大小可以用式(2)的電極電勢表示:

式中:φ——反應的電極電勢;
1.3 試驗方法及過程
在實驗室環境下和實際工業條件下,沉金過程既存在原理的相通性又存在結果的差異性。因此,在實驗室進行定性和可行性試驗的基礎上,進行實際生產運行中的工業級試驗是必要的。沉金工藝流程如圖1 所示。分金工藝采用的是目前主流的氯化法,氧化劑為氯酸鈉,分金后液的金還原采用的是SO2還原法,還原劑為亞硫酸鈉或焦亞硫酸鈉。沉金過程的工業生產在一個容積為20 m3的反應釜中進行,反應溶液體積控制在17 m3左右。反應完成后,澄清1~2 h,然后將上清液(約15.5 m3)通過旁通閥直接排放至沉金后液槽作為沉鉑鈀工序的原料。反應釜底部剩余的1.5 m3底液通過真空過濾桶過濾后,尾液排入沉金后液槽,濾餅部分即為該工序的產品——粗金粉。實驗室試驗時,用1 L 的燒杯作為反應容器,取適量溶液,加入一定量還原劑,反應一定時間后用抽濾瓶進行過濾。
2 試驗結果與討論
結合上文提到的試驗原理和實際生產中的經驗,影響沉金效果的因素主要有pH 值、溶液中氯離子的含量、還原劑的添加量、反應溫度等。
2.1 pH 值對沉金后液含金量的影響
為了判斷pH 值的降低對懸浮物的沉降是否有促進作用,首先在現場進行沉金過程加酸的小試。當加入98%的濃硫酸后,渾濁的溶液立刻變清亮,但未見金粉沉降。推測加酸并不能加速金粉沉降,反而酸度高會導致一些重金屬雜質離子和金大量溶解。為進一步驗證效果,設計了實驗室對比試驗。由于pH 值在過低的情況下難以精確測量,對3 組原液分別添加4 g、8 g、12 g 的NaOH 進行沉金的對比試驗,原液量均為1 L,試驗結果見表3。
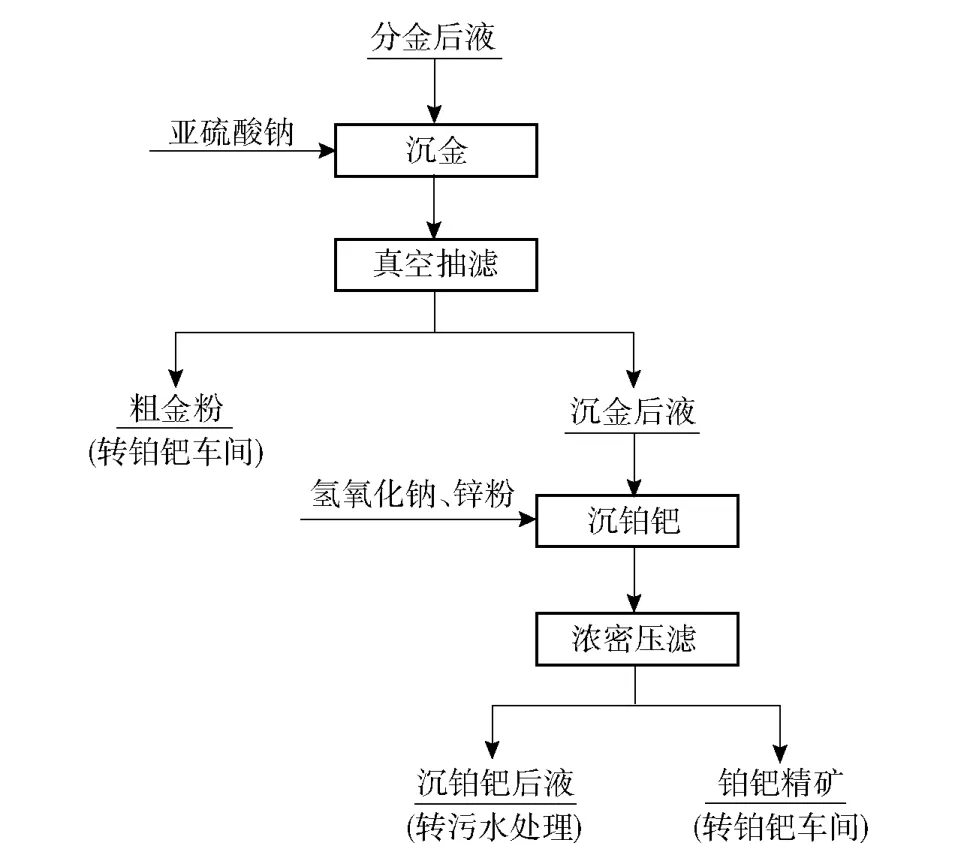
圖1 某冶煉廠沉金工藝流程圖
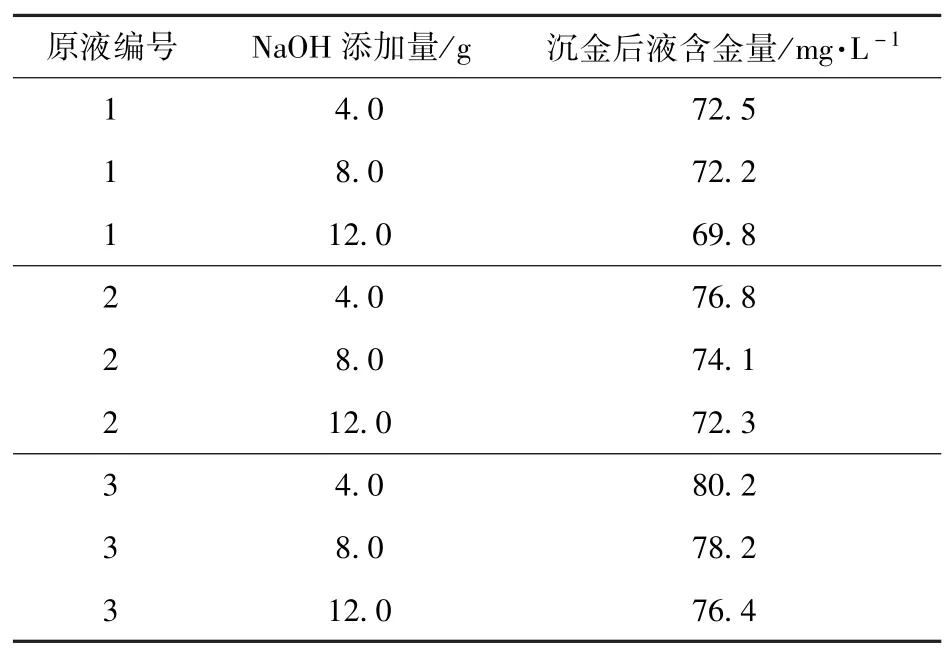
表3 pH 值對沉金后液含金量的影響結果
從表3 可以得出,在目前的pH 值環境下,提高pH 值對沉后液含金量的影響很小,而且pH 值的升高,會導致部分鉑鈀沉降到粗金粉中,對鉑鈀的富集起到了負面效果[4-5]。
2.2 氯酸鈉添加量對分金渣含金量的影響
根據反應原理,溶液中氯離子的減少,應有利于金粉的沉降,且在高酸高氯的氛圍下,已沉降的金粉也會發生反應,重新被氧化成(俗稱返溶)。而分金后液中的氯離子,來源于分金反應過程中添加的氯酸鈉,目前添加量為9 包/釜,每包25 kg。分金過程中氯酸鈉的過量添加主要是為了降低分金渣中的金含量。針對是否可以降低分金過程中氯酸鈉的添加量,在分金反應釜做了6 組對比試驗,試驗結果見表4。

表4 氯酸鈉添加量對分金渣含金量的影響
從表4 中可以看出,氯酸鈉添加量降低至4 包時,分金渣含金量出現了急劇升高現象;在添加量為5~6包時,分金渣含金量有升高現象;在添加量為7~9 包時,分金渣含金量沒有明顯變化。
2.3 升溫趕氯對分金后液含金量的影響
氯離子的減少,除了在前面工序減少氯酸鈉添加量外,還可以通過對溶液的處理來實現。根據氯氣在水中的溶解度隨溫度和酸度的升高而降低的原理,在實驗室設計了4 組對比試驗,各取1 L 分金后液在燒杯中進行試驗,不同處理方式下分金后液的變化情況見表5。處理完成后,將各組溶液自然降溫至室溫,然后進行沉金反應,試驗結果見表6。

表5 不同趕氯處理方式下的分金后液變化情況

表6 不同趕氯處理方式下的沉金情況
由表5 和表6 可知,加酸趕氯,即溫度升至溶液沸騰后加酸,反應太過劇烈,溶液有飛濺現象。加3 mL 硫酸后停止,工業生產中也不允許在高溫溶液中加酸,該方案不可行。在進行升溫處理的3 組試驗中,分金后液均未有固體析出,溶液顏色都出現了由亮黃色變至棕色的過程,初步判斷為氯氣的顏色,趕氯有利于溶液中氧化氛圍的降低。趕氯后的分金后液再進行沉金,溶液均迅速變渾濁,有大量金粉析出,且金粉團聚現象較好,靜置一段時間后,均在1 h內澄清,固液出現明顯界線。由于沉金后液在沉鉑鈀工序作為原料進行生產時,需加堿使溶液呈弱堿性,在沉金工序加酸,會使沉鉑鈀工序成本相對上升,因此在加酸沒有明顯優勢的情況下,暫不考慮在沉金工序加酸。
2.4 溫度變化對沉金后液含金量的影響
通過趕氯試驗可知,通過溶液升溫來減少氯離子的濃度,進而降低沉金后液的含金量具有可行性,為進一步探索合適的條件,繼續對反應溫度進行試驗。工業生產中,反應釜的升溫由反應釜夾套通蒸汽完成,升溫后再降溫,所需時間較長。與常溫沉金過程相比,生產時間延長。為找出沉金反應的最佳溫度,在溫度10~100 ℃以每10 ℃為一個間隔,分別取1 L 分金后液進行試驗,結果見表7。

表7 溫度變化對沉金后液含金量的影響
由于沉金反應亞硫酸鈉的加入量是根據反應終點的判斷來進行調節,在不同的溫度下,亞硫酸鈉的添加量有所區別。從表7 可以看出,溫度超過50 ℃時,沉金后液中的金含量并未出現明顯降低,故初步判定50 ℃為最佳反應溫度。為驗證反應溫度50 ℃在工業生產中的具體效果,進行了現場工業試驗,試驗結果見表8。
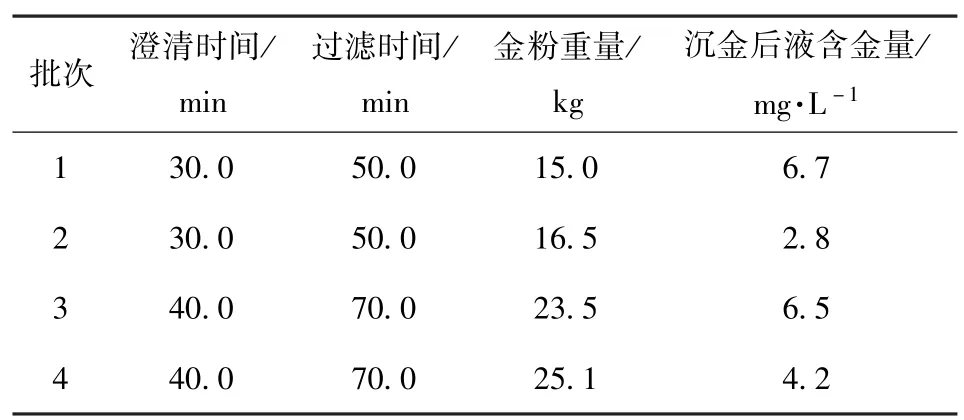
表8 溫度50 ℃時沉金反應的各指標情況統計
由表8 可知,以50 ℃作為生產作業時的反應溫度是可行的,沉金后液含金量與常溫沉金的平均含金量85.3 mg/L 相比,大幅度降低。
2.5 藥劑種類對沉金后液含金量的影響
沉金反應采用的藥劑,根據市場價格波動,除亞硫酸鈉外,有時也會采用焦亞硫酸鈉。為對比分析2 種藥劑在50 ℃時的反應效果是否一致,各取1 L原液在實驗室用濾瓶抽濾后,進行藥劑不同添加量的對比試驗,試驗結果見表9。
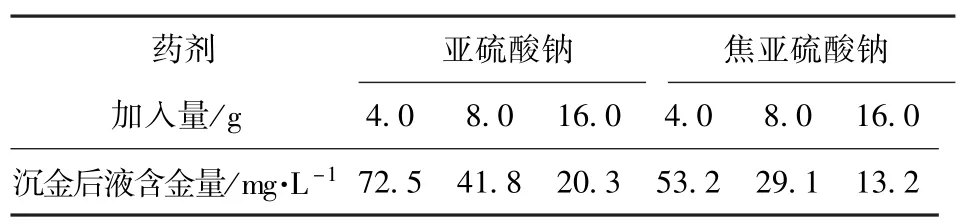
表9 藥劑種類及添加量對沉金后液含金量的影響
從表9 可以看出,無論是亞硫酸鈉還是焦亞硫酸鈉,在50 ℃的反應溫度下,沉金效果趨勢都基本一致。隨著藥劑添加量的增加,沉金后液含金量減少;當兩種藥劑的添加量相同時,焦亞硫酸鈉的沉金效果更好,這與焦亞硫酸鈉中SO2的有效含量更高有關,但是焦亞硫酸鈉的市場單價也比亞硫酸鈉稍高。
2.6 電位對沉金后液含金量的影響
實際生產中,亞硫酸鈉的添加終點都是通過現場取樣和肉眼觀察溶液的渾濁情況來判斷。在本次試驗中發現,通過檢測電位來進行終點的判斷是可行的。為確定實際生產時的最佳電位,進行了連續8 批次的現場工業試驗,結果見表10。

表10 電位對沉金后液含金量的影響
由于原液中的含金量及其他成分每批次都不一樣,每次沉金生產時藥劑的添加量都不一樣。由表10 可知,電位在300 mV 左右時,沉金效果最佳;電位偏高時,沉金后液含金量偏高;但電位也不宜過低,否則其他重金屬雜質離子會進入粗金粉中,影響粗金粉品質。
3 生產應用
某冶煉廠通過試驗驗證pH 值、氯酸鈉添加量、溫度、藥劑種類以及反應終點的判斷方式等因素對沉金后液含金量的影響,可知:
1)pH 值的升高,會導致部分鉑鈀沉降到粗金粉中,不利于碲的生產,而且對降低沉金后液含金量的影響較小,不具備調整價值。
2)對分金后液進行趕氯,有利于沉金。
3)通過升溫沉金,金粉團聚效果較好,有利于固液分離,且還原過程中析出金粉,返溶現象不明顯,升溫沉金方式對不同原料的適應性也很強。
4)在一定溫度下,采用亞硫酸鈉和焦亞硫酸鈉沉金,效果基本相當,與理論情況一致。
5)分金過程中,應盡量減少氧化劑的加入量,降低分金后液的氧化性。
6)采用控電位還原更有利于沉金終點的判斷。
根據上述試驗結論,并結合實際情況,某冶煉廠對生產進行了調整:
1)將分金工序氯酸鈉的添加量從9 包降低至6包。通過化驗檢測,該調整對尾渣含金量影響較小;而且從理論上講,對后續氨浸分銀液不會產生負面影響[6]。
2)對沉金工序的生產操作做出重大調整,將沉金過程的溫度由常溫調整至50 ℃;亞硫酸鈉的添加,由工人根據操作經驗進行肉眼判斷反應終點的方式,改為結合反應現象和溶液電位進行綜合終點判斷。
按照上述操作對沉金工序做出調整并穩定生產后,連續進行1 個月的沉金后液取樣跟蹤,沉金后液含金量的月均值由85.3 mg/L 降至4.6 mg/L,該次試驗取得了預期效果。
4 結束語
本次試驗所取得的結果,除對沉金工序有利外,對某冶煉廠其他含金銀物料的提取也起到了積極的作用。在粗金粉提取的過程中,金粉中的含銀量一直是影響金粉提純的重要因素[7-8],如何降低粗金粉沉降過程中的含銀量,也是下一步需要研究的方向。原液的不同、人員操作技能的高低、藥劑品位的差異等因素依然影響沉金效果的好壞,在大數據、智能制造和高質量發展的時代背景下,如何用現代化的技術取代傳統黃金生產工藝中大量的人工操作和人工判斷,也是后續需要探索的課題。
