022Cr17Ni12Mo2 鋼制水灰流量檢測器焊接修復工藝*
2021-01-19 02:12:02叱培洲劉林宇曹田龍
焊管 2020年11期
叱培洲, 劉林宇, 曹田龍
(1. 陜西鐵路工程職業(yè)技術學院鐵道裝備制造學院, 陜西 渭南714000; 2. 蒲城清潔能源化工有限責任公司, 陜西 渭南715500; 3. 西北電建一公司, 陜西 渭南714000)
0 前 言
022Cr17Ni12Mo2 鋼屬于含鉬類奧氏體不銹鋼, 也稱316L 鋼, 性能優(yōu)于310 和304 不 銹鋼, 具有良好的焊接性[1-7]、 耐熱性和耐氯化物侵蝕性, 其焊接結構件已經(jīng)廣泛應用于電力、石油、 化工等領域用壓力容器、 儲罐和管道的高壓、 高溫、 耐磨、 耐腐蝕沖刷等設備[8-11]。022Cr17Ni12Mo2 鋼制水灰流量檢測器裝置長期服役于化工企業(yè)汽化爐水灰管路系統(tǒng), 用于管路水灰流量檢測控制, 工作過程伴有磨損、 渦流沖蝕和腐蝕等復雜作用, 長時間服役會造成水灰流量檢測裝置內(nèi)部結構的破壞, 影響水灰流量檢測的準確性。 對于此類工程問題, 需盡早解決, 避免汽化爐管路系統(tǒng)出現(xiàn)泄漏甚至爆炸事故的發(fā)生[12-14]。
解決流量檢測裝置損壞的措施主要有兩種,即更換整套檢測裝置或針對問題部位進行焊接修復。 修復小組成員在對022Cr17Ni12Mo2 鋼制水灰流量檢測器裝置內(nèi)部結構、 工作狀態(tài)和022Cr17Ni12Mo2 鋼的焊接修補可行性方案進行深入探討和研究后, 決定采用較為經(jīng)濟的焊接修復法解決此問題[15-16]。 基本步驟和方法為: ①采用超聲波探傷儀和測厚儀確定檢測器裝置內(nèi)部問題和準確位置; ②采用線切割方法對裝置進行合理剖切, 將問題部位完全暴露出來, 采用適當方法進行處理和焊接修復; ③修復完成后, 對修復部位的堆焊區(qū)域進行光整處理, 并采用滲透檢驗、 射線探傷等方法進行焊后質量檢驗; ④所有檢測均滿足技術條件指標要求后, 將流量檢測器裝置進行環(huán)焊連接恢復, 焊接完成后對環(huán)焊縫進行射線探傷和硬度檢測; ⑤質量合格后外委對管道內(nèi)壁進行整體耐磨層噴涂, 保證該裝置的整體修復質量和使用要求; ⑥在滿足技術條件指標要求后安裝至系統(tǒng)上試運行, 待該流量檢測裝置正常工作, 穩(wěn)定運行且無其他問題出現(xiàn),交付使用。
1 工作條件及問題分析
022Cr17Ni12Mo2 鋼制水灰流量檢測器在汽化爐管路系統(tǒng)中的實際工作條件見表1。 由表1可知, 該流量檢測裝置服役環(huán)境復雜苛刻, 主要受高溫、 高壓、 沖蝕磨損等綜合作用, 在此工作條件下長時間服役, 出現(xiàn)了流量檢測值的較大波動和錯報現(xiàn)象。 為此, 采用超聲波探傷方法確定了流量檢測器裝置內(nèi)部出現(xiàn)的腐蝕沖刷, 并準確定位。 修復時, 采用線切割方法從臨近問題部位將裝置管路橫向切斷, 將問題部位完全暴露出來。

表1 022Cr17Ni12Mo2(316L) 鋼制水灰流量檢測器裝置的工作條件
022Cr17Ni12Mo2 鋼制水灰流量檢測器裝置工作管路系統(tǒng)及問題部位具體情況如圖1 所示。由圖1 (b) 可知, 該流量檢測器裝置內(nèi)部問題主要為高溫、 高壓水灰長時間沖蝕磨損作用下造成的沖蝕坑缺陷, 位于管道內(nèi)壁和擋板結合部位, 兩處發(fā)生嚴重沖蝕磨損, 沖蝕磨損坑最大深度為8 mm。 這不但對流量檢測裝置的正常工作產(chǎn)生了嚴重影響, 而且還存在破損泄漏的危險。

圖1 022Cr17Ni12Mo2 鋼制水灰流量檢測器裝置工作管路系統(tǒng)及問題部位的沖蝕坑形貌
2 缺陷修補方法和工藝
2.1 修復方法
沖蝕磨損坑的修復和管路環(huán)焊打底焊采用鎢極氬弧焊 (TIG) 焊接, 管路環(huán)焊縫的填充、 蓋面焊采用手工電弧焊焊接。 環(huán)焊縫焊接過程中,管路內(nèi)部采用自制密封氣室充氬氣保護, 防止焊縫金屬在焊接熱循環(huán)作用下發(fā)生氧化, 燒損合金元素, 影響焊縫組織成分、 力學性能和質量。 具體焊接參數(shù)見表2 和表3。 手工電弧焊第一道填充焊, 熔覆金屬層厚度控制在3 mm 以下, 層間溫度控制在200 ℃以下; 其他焊層層間溫度控制在300 ℃以下, 防止層間溫度過高, 在敏化溫度區(qū)間450~800 ℃停留時間過長, 引起晶界附近貧鉻降低焊縫的抗晶間腐蝕能力。 焊縫外觀質量按照國家標準要求進行自檢。

表2 鎢極氬弧焊焊接工藝參數(shù)

表3 手工電弧焊焊接工藝參數(shù)
2.2 修復工藝要求
整個焊接修復過程涵蓋了國際標準質量管理體系中人、 機、 料、 法、 環(huán)五大因素。
(1) 人員組成: 焊接工程師以上資格1 人;工業(yè)鍋爐安裝技師以上資格1 人; 鍋爐壓力容器焊工技師以上資格1 人 (持Ⅳ類鋼材焊接許可證); 無損檢測技術人員1 人; 其他人員若干。
(2) 設備條件: 線切割設備; 坡口加工設備; ZX7-400 逆變直流電焊機; 打磨拋光設備;滲透探傷劑Y-HS; 射線探傷設備型號XXG-3005T; 硬度儀TH110 型, 其他工器具輔助設備按標準及需求選擇。
(3) 材料情況: 手工電弧焊焊條牌號CHS022,規(guī) 格Φ2.5 mm、 Φ3.2 mm; 氬 弧 焊 焊 絲 牌 號CHG-316L, 規(guī)格Φ2.4 mm; 保護氣體為純氬氣,純度≥99.95%; 其他耗材按標準及需求選擇。
(4) 主要方法及程序: 線切割、 缺陷打磨拋光處理、 管道坡口加工、 沖蝕坑缺陷的TIG 修復、 滲透探傷檢驗、 修復部位打磨拋光處理、 管道焊口焊接(手工鎢極氬弧焊打底、 手工電弧焊填充蓋面)、 射線探傷和硬度檢驗、 管道內(nèi)壁修復部位噴涂耐磨層、 安裝使用。
(5) 環(huán)境因素: 實施過程注意按照國家標準進行污染物、 廢棄物處理排放。 焊接環(huán)境應有除塵通風設備, 電源及各類設備應檢驗合格, 需要定期檢驗的設備及計量工具需有檢驗合格標志。
3 修復過程及效果
3.1 修復過程
修復過程包括焊前準備、 焊接修復、 焊后檢驗及噴涂加強。
3.1.1 焊前準備
對缺陷部位進行挖除打磨, 清理缺陷部位的腐蝕產(chǎn)物以及油污等雜質, 缺陷部位磨制成圓滑過渡, 方便焊接修復; 采用坡口加工設備加工管道焊口, 將坡口面及周圍20 mm 內(nèi)修磨出金屬光澤, 缺陷修復完成后將進行管道焊接, 恢復設備原狀; 檢查水、 電、 氣路是否暢通, 設備及附件應狀態(tài)良好。
3.1.2 缺陷焊接修復
采用鎢極氬弧焊方法, 焊接過程中焊絲不能與鎢極接觸, 防止造成焊縫夾鎢和破壞電弧穩(wěn)定, 焊絲端部不得脫離保護區(qū), 以避免氧化, 影響質量; 焊接時鎢極端部離焊件距離2 mm 左右, 焊絲要送到電弧的前端, 利用電弧的高溫將焊絲熔化, 焊絲均勻地送進熔池向前施焊。 焊接過程控制小線能量, 控制層間溫度, 防止在敏化區(qū)間過多停留, 保證焊縫金屬金相組織成分。
3.1.3 焊后檢驗及噴涂
采用XXG-3005T 射線探傷設備, 對管道環(huán)焊縫進行X 光射線探傷檢測, 經(jīng)檢驗, 對接環(huán)焊縫為I 級片, 無裂紋、 氣孔、 夾雜、 未熔合等缺陷。
采用便攜式里氏硬度儀TH110 對環(huán)焊縫熔覆金屬區(qū)、 熱影響區(qū)表面隨機檢測3 處硬度, 檢測結果見表4。 由表4 可見, 焊縫及熱影響區(qū)里氏硬度值基本相當, 熱影響區(qū)略高于焊縫區(qū)。
為保證管路內(nèi)壁修補處及環(huán)焊縫處具有較好耐沖蝕性能, 環(huán)焊縫經(jīng)滲透、 射線、 硬度等系列檢測, 質量完全符合預期要求后外委進行內(nèi)壁整體耐磨層噴涂。 耐磨層噴涂使用進口45CT 電弧噴涂絲, 采用高性能超音速電弧噴涂方法進行噴涂。
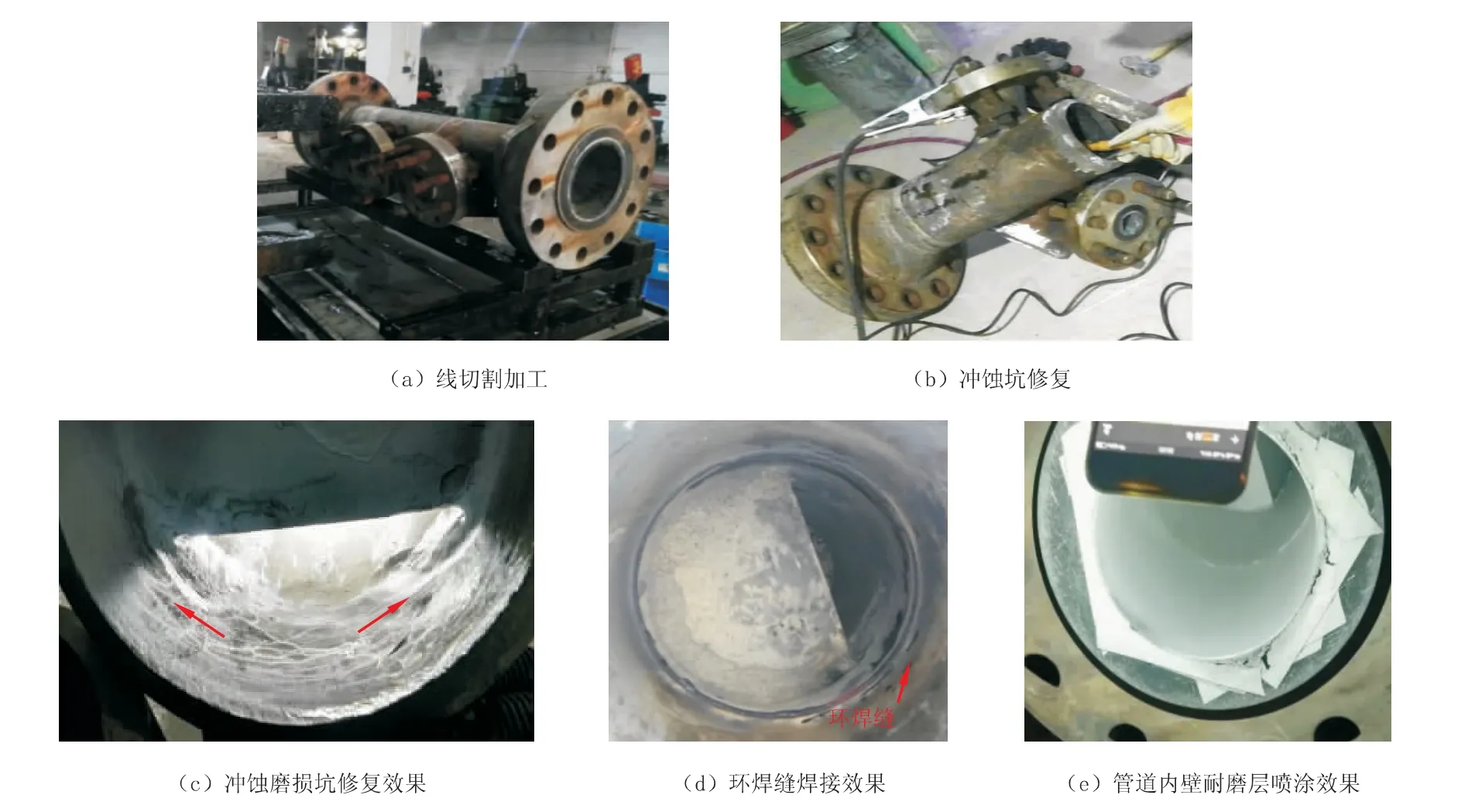
圖2 修復過程及效果

表4 環(huán)焊縫熔覆金屬區(qū)及熱影響區(qū)表面硬度(HL)
3.2 修復效果
修復過程及效果如圖2 所示。 由圖2 (c)可以觀察到, 沖蝕磨損坑焊接修復效果顯著, 沖蝕坑完全被填滿, 經(jīng)表面光整處理后進行著色滲透探傷檢測, 修補表面未發(fā)現(xiàn)開口缺陷, 修補表面質量合格。 圖2 (d) 給出了管路內(nèi)部環(huán)焊縫外觀形貌, 整體看, 環(huán)焊打底焊焊接質量可靠,余高控制均勻, 平均高度<2 mm。
4 結束語
022Cr17Ni12Mo2 鋼是工業(yè)應用非常廣泛的奧氏體不銹鋼, 在化工行業(yè)及其生產(chǎn)企業(yè)中該鋼材應用于各類高溫高壓、 耐磨、 耐蝕等設備中, 因此對質量要求較高, 焊接工藝復雜。 在企業(yè)的定期維護檢修中發(fā)現(xiàn)運行生產(chǎn)過程中產(chǎn)生的磨損、沖刷、 腐蝕等缺陷普遍存在, 由于設備昂貴, 對該類鋼材制造的各種類型設備的焊接修復具有重要意義和經(jīng)濟價值。 由于不同系統(tǒng)設備產(chǎn)生的缺陷原因不同, 需根據(jù)設備實際工況和使用要求進行細致分析并進行焊接研究, 制定出合理的焊接修復工藝措施。 本研究主要從加強焊縫耐磨性及焊接修復工藝控制過程進行試驗、 分析、 總結, 通過制定合理的焊接修復工藝完成設備的焊接修復工作, 并通過各類檢測方法檢驗焊接修復的質量, 確認該焊接修復工藝的合理性和可行性, 由此解決化工企業(yè)同類型鋼材生產(chǎn)運行過程中產(chǎn)生的各種缺陷。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
工業(yè)設計(2016年12期)2016-04-16 02:52:00