直縫埋弧焊管焊縫內部橫向裂紋產生原因分析
2021-01-19 02:11:54王立柱陳小偉韓鐵利李志華吳紅星
焊管 2020年11期
王立柱, 陳小偉, 張 驊, 韓鐵利, 李志華, 吳紅星
(1. 渤海裝備巨龍鋼管有限公司, 河北 青縣062658; 2. 渤海裝備研究院, 天津300280)
在生產厚壁直縫埋弧焊管時, 焊縫內部會有橫向裂紋產生, 裂紋的尺寸不一, 裂紋在焊縫深度和長度方向隨機分布, 沒有規律。 用超聲波手探檢測, 將Φ1.6 mm 豎通孔校驗靈敏度提高10 db, 反射波高最高80%, 按檢驗標準屬不超標缺欠[1-2]。 由于裂紋在焊縫內部, 沒有延伸到焊縫表面, 裂紋間隙很小, 大部分裂紋只有在焊縫橫向超聲波探傷時才能檢測到回波。 雖然裂紋的尺寸較小, 但在后續擴徑、 熱處理或服役過程中很可能發生擴展, 導致管道泄漏[3-4]。 因此,找出焊縫內部橫向裂紋產生的原因, 采取工藝措施避免裂紋的產生是本研究探討的主要內容。
1 生產實例
1.1 案例1
中俄東線部分露天使用彎管要求-45 ℃焊縫沖擊功單值≥60 J, 平均值≥80 J, 使用常規多絲雙面單道焊工藝生產母管, 做成彎管后焊縫沖擊功下降較多, 不能滿足標準要求, 為此開發了單絲多道焊工藝及焊絲。 在使用單絲多道焊工藝(方案1) 焊接Φ1 422 mm×33.8 mm X80M 低溫母管時, 發現焊縫內部有尺寸較小的橫向裂紋(如圖1 所示), 探傷結果顯示內外焊縫均有裂紋存在。
對焊接工藝進行了改進, 改用三絲多層焊工藝 (方案2), 并采用電伴熱帶對焊縫兩側300 mm 進行焊前預熱、 焊后石棉布保溫等措施降低焊接應力。 采用該工藝生產的母管做成彎管后焊縫內部未見橫向裂紋, 沖擊功滿足標準要求。 Φ1 422 mm×33.8 mm 母管焊接參數見表1, 采用方案1 和方案2 得到的焊縫宏觀照片如圖2 所示。

圖1 Φ1 422 mm×33.8 mm 母管裂紋微觀形貌
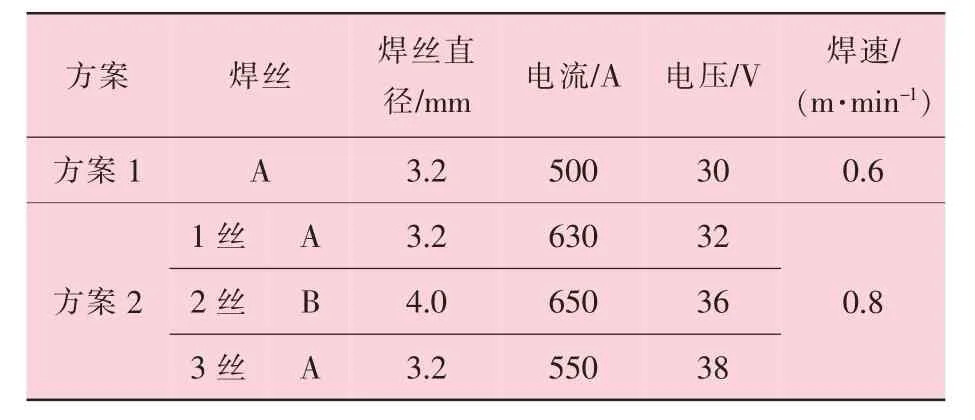
表1 Φ1 422 mm×33.8 mm 母管焊接參數

圖2 Φ 1422 mm×33.8 mm 母管焊縫宏觀形貌
截取的彎管試樣如圖3 所示, 通過掃描電鏡觀察裂紋斷口上呈現光滑的枝晶狀開裂形態, 并存在高溫氧化, 剖面金相試樣上也可以觀察到類似的失效特征, 這表明裂紋為焊接熱裂紋[5]。

圖3 Φ 1 422 mm×33.8 mm 彎管試樣
在焊縫結晶后期, 由于低熔點共晶形成的液態薄膜削弱了晶粒間的聯結, 在拉應力作用下產生裂紋[5-6]。 即熱裂紋產生的條件: 一是低熔點共晶, 二是拉應力。 對鋼管母材、 焊絲、 焊縫的化學成分進行了分析, 結果見表2。
從表2 可以看出, 裂紋管焊縫成分中Cu 含量偏高, Mn 和Mo 含量偏低。 焊絲A 化學成分中w(Cu)=1.0%, 是焊縫中Cu 的主要來源。 方案2焊縫中w(Cu)降低30%, 減少了焊縫低熔點共晶形成的機率; w(Ni)含量降低20%, w(Mo)上升1 倍, w(Mn)上升13%。
在母管上截取焊縫縱向圓棒拉伸試樣, 并在焊縫邊緣取母材縱向圓棒拉伸試樣做拉伸試驗,試驗結果見表3。
由表3 可以看出, 方案1 焊縫的屈強比偏高, 延伸率偏低, 母材延伸率較高, 焊縫在冷卻過程中, 由于焊縫金屬的收縮產生較大的縱向拉應力, 當焊縫塑性很差時, 在拉應力的作用下比較容易開裂; 方案2 焊縫的延伸率和屈強比與母材接近, 焊縫的塑性有了較大的改善, 焊縫內部橫向未產生裂紋。

表3 Φ1 422 mm×33.8 mm 母管拉伸試驗結果
1.2 案例2
在使用方案3 (見表4) 生產Φ1 016 mm×26.2 mm X70M 鋼管時, 發現焊縫內部有橫向裂紋(如圖4 所示) 產生, 探傷結果顯示裂紋只存在于外焊縫。

表4 Φ1 016 mm×26.2 mm X70M 鋼管焊接參數
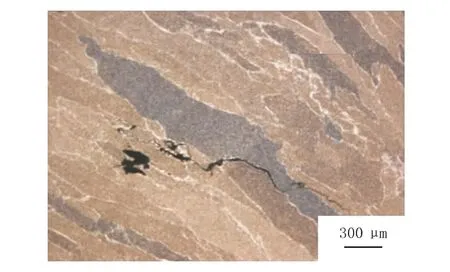
圖4 Φ1 016 mm×26.2 mm 鋼管焊縫裂紋微觀形貌
取樣檢驗母材和焊縫的化學成分見表5, 拉伸試驗結果見表6。 試驗結果未發現異常。
Φ1 016 mm×26.2 mm 鋼管焊縫宏觀照片如圖5 所示。 由圖5 可以看出, 外焊縫寬度較小,熔深較大, 焊縫的寬深比較小。 改用方案4 工藝(見表4), 通過降低外焊焊速, 減小外焊一絲、二絲電流, 增加外焊熱輸入, 使外焊縫的寬深比加大, 焊縫內部橫向裂紋再未出現。

表5 Φ1 016 mm×26.2 mm 鋼管及焊絲的化學成分
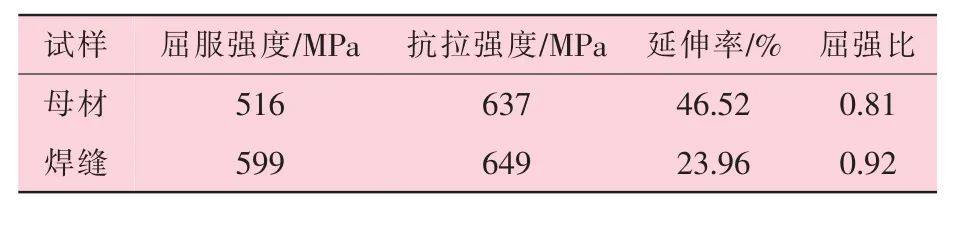
表6 Φ1 016 mm×26.2 mm 鋼管拉伸試驗結果
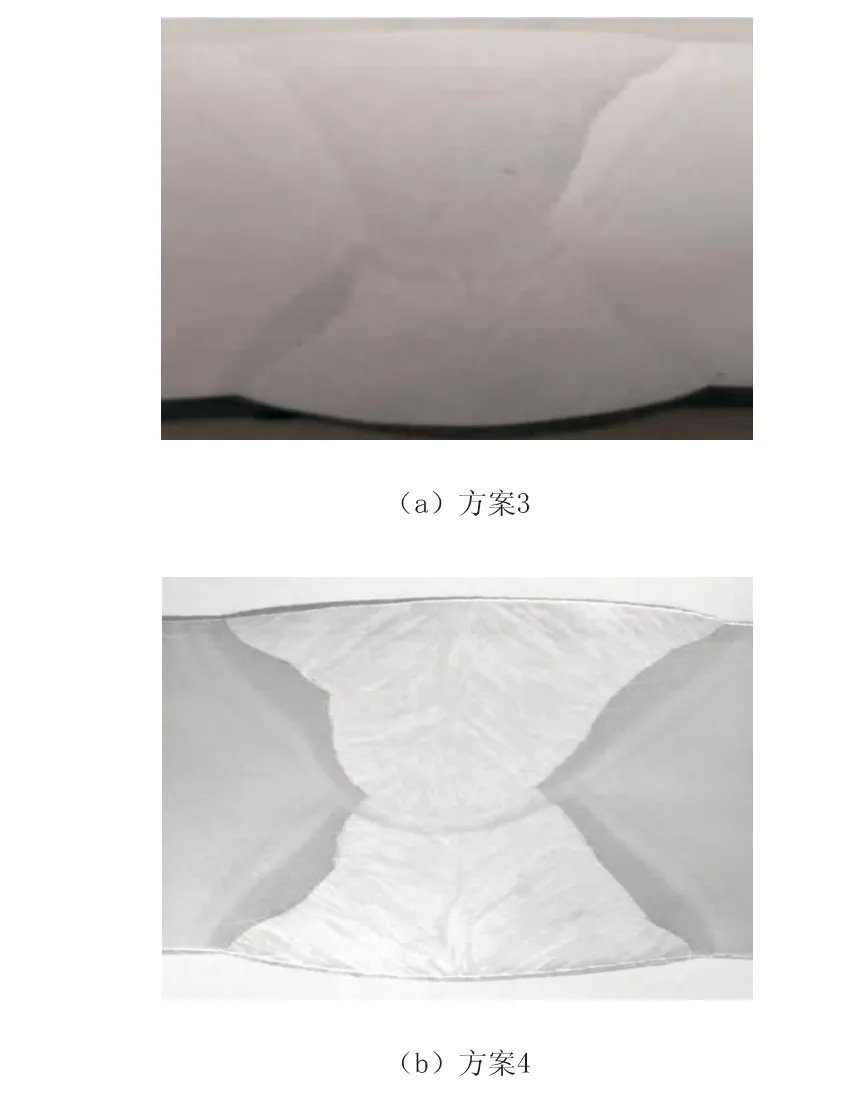
圖5 Φ1 016 mm×26.2 mm 鋼管焊縫宏觀形貌
1.3 案例3
采用Φ1 016 mm×21 mm 鋼管用鋼板對裁,按照方案5 工藝(見表7) 生產Φ508 mm×21 mm X70M 鋼管時, 發現焊縫內部橫向裂紋如圖6 所示。 探傷結果顯示裂紋只存在于內焊縫。
取樣檢驗母材、 焊縫和焊材化學成分, 結果見表8。 通過掃描電鏡得到的裂紋SEM 形貌如圖7 所示, 分析結果是裂紋處C 和Nb 的含量偏高 (見表9)。 分析認為裂紋處C 可能是晶界周圍的滲碳體, 而只有鋼板中含有Nb, 剖分鋼板中間可能存在局部偏析。

表7 Φ508 mm×21 mm 鋼管焊接參數
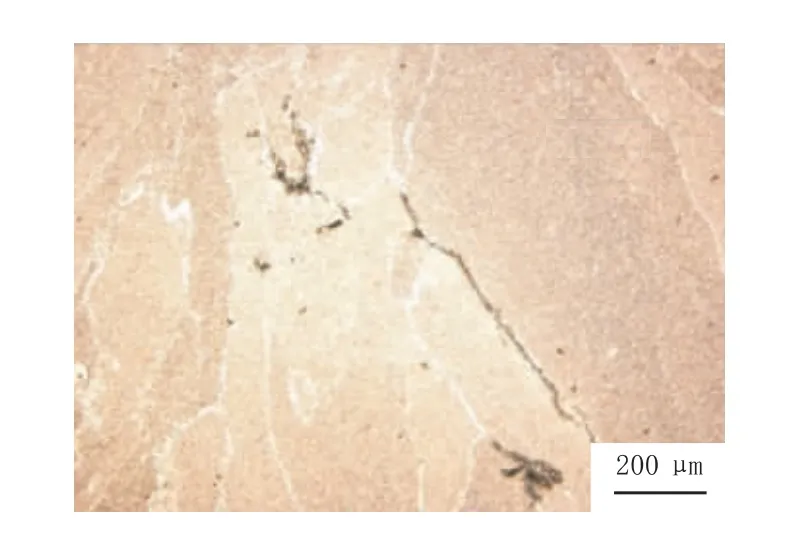
圖6 Φ508 mm×21 mm 鋼管焊縫裂紋微觀形貌
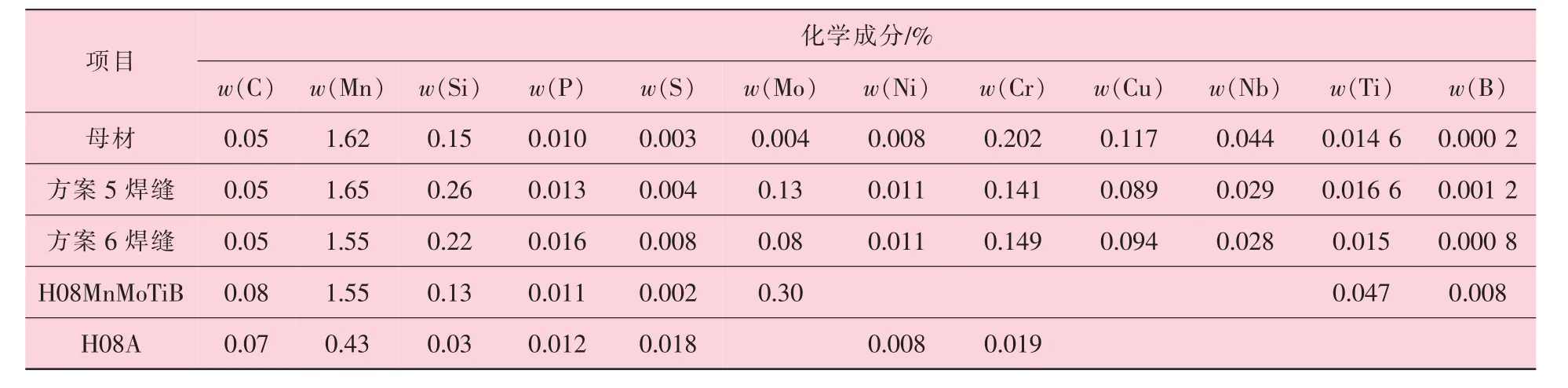
表8 Φ508 mm×21 mm 鋼管和焊絲化學成分
在鋼管上取焊縫縱向圓棒拉伸試樣, 并在焊縫邊緣取母材縱向圓棒拉伸試樣做拉伸試驗, 試驗結果見表10。 由表10 可以看出, 焊縫的延伸率偏低為14.1%, 屈強比偏高為0.945。
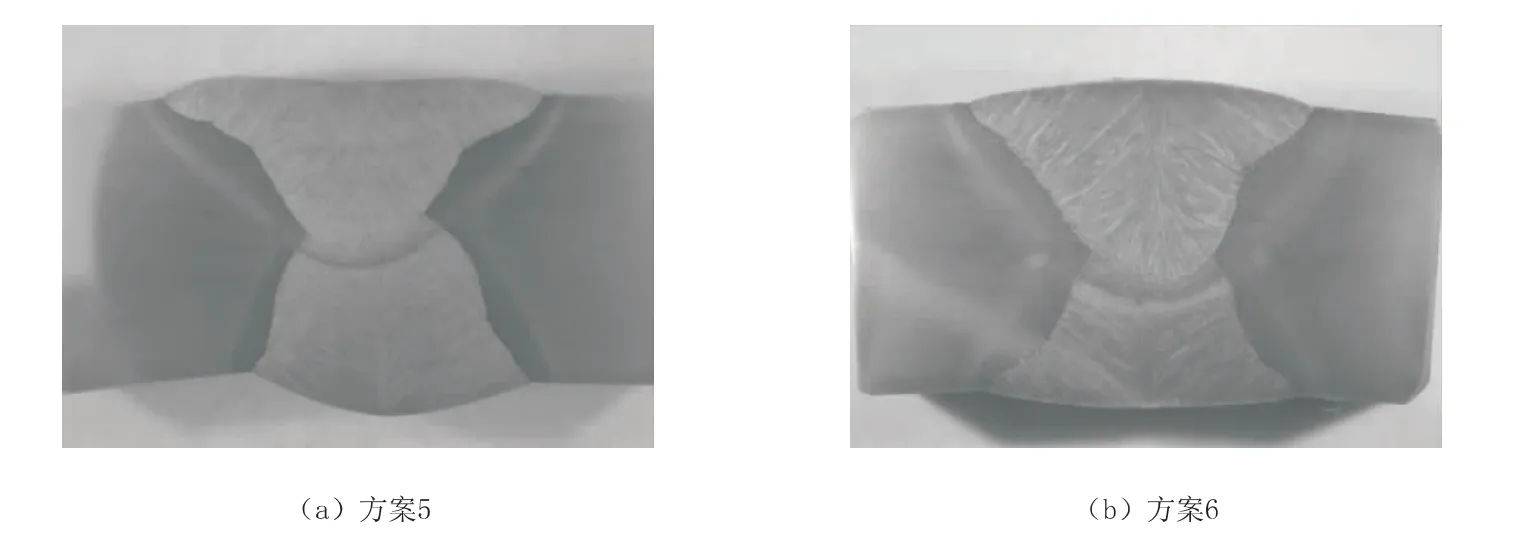
圖8 Φ508 mm×21 mm 鋼管焊縫宏觀形貌
為增加焊縫延伸率, 降低焊縫屈強比, 改用方案6 工藝 (見表7), 將內外焊二絲由合金含量高的H08MnMoTiB 焊絲更換為不含合金成分的H08A 焊絲, 并調整焊接參數, 焊縫形狀及性能均得到改善, 焊縫內部未出現橫向裂紋。 Φ508 mm×21 mm 鋼管焊縫宏觀形貌如圖8所示。
2 原因分析
以上幾個案例表明, 焊縫內部橫向裂紋的產生與焊縫的延伸率、 屈強比、 低熔點共晶成分以及焊縫的寬深比有關。
金屬在高溫時的延性和斷裂曲線如圖9 所示。金屬在高溫時的延性和斷裂取決于3 個因素, 即拉應變對于溫度的變化率?ε/?T、 脆性溫度區的大小ΔTB和在這個區間里金屬的延性δmin。 ?ε/?T 越大, ΔTB越大, δmin越小, 越容易產生裂紋[7]。

圖9 金屬在高溫時的延性和斷裂曲線
焊接殘余應力與焊接變形在很大程度上具有相反的行為特征, 焊接變形較大時焊接殘余應力較小, 焊接變形較小時焊接殘余應力較大[8]。 隨著屈強比的增加, 由于材料的塑性變形能力下降, 使得材料緩和應力集中、 松馳裂紋尖端局部應力和限制裂紋擴展的能力降低[9]。
熱軋正火鋼一般w(C)較低, Mn/S 較高, 具有較好的抗熱裂紋能力。 當材料成分不合格而發生嚴重偏析或局部w(C)、 w(S)含量很高時, 也會出現熱裂紋[10]。 Nb 對結晶裂紋的形成有促進作用, 促進低熔點硫化物和碳化物形成。 含Nb 鋼在高溫下有較低的塑性。 熱裂紋敏感性與焊縫金屬成分的關系為

其中, 當w(C)≤0.08%時, C*等于0.08%。
防止熱裂紋的冶金措施是: 嚴格控制母材和焊縫金屬中C、 S、 P 和其他易形成低熔點共晶體的合金元素Nb、 Ni、 Si 等含量, 當w(C)≤0.12%、w(S)≤0.01%、 w(P)≤0.02%, 則可采用較高的熱輸入而不產生熱裂紋; 當以Nb 做為微量合金元素對鋼進行合金化時, w(Nb)不應超過0.03%[9]。
通過改變焊接坡口尺寸或改變焊縫形貌, 降低母材在焊縫金屬中所占的比例 (即熔合比),避免母材成分偏析帶來的影響[11]。
焊縫的寬深比越小, 呈現窄而深的焊縫, 焊縫金屬結晶速度加快, 焊縫中產生夾渣和裂紋的傾向越大[12]。 另外, 焊縫的寬深比越小, 加熱區域越集中, 較高程度的溫度集中會使焊接區在冷卻時產生較大的塑性應變, 這種情況下通常要求焊件材料具有較高的塑性[8]。 制定焊接工藝時, 設計合理的坡口形式和幾何尺寸, 調整焊接參數, 以增大焊縫的寬深比, 防止焊縫內部橫向裂紋的產生。
3 結 論
(1) 控制母材中w(Nb), 要求焊縫中w(Nb)≤0.03%, 當焊縫中w(Nb)偏高時, 可通過減少母材熔合比進行調整。
(2) 焊接工藝評定中增加焊縫縱向拉伸試驗, 防止出現焊縫延伸率偏低、 屈強比偏高的情況。 建議焊縫金屬的延伸率≥15%, 當焊縫金屬延伸率偏低、 屈強比偏高時, 可換用合金含量較少的焊絲進行調整。
(3) 適當調整焊接參數, 加大焊縫寬深比,建議焊縫金屬的寬深比≥1.6。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03