管線鋼管現(xiàn)場(chǎng)焊縫宏觀檢驗(yàn)方法
2021-01-19 02:11:54吳禹勝陳世斌
焊管 2020年11期
吳禹勝, 陳世斌
(山東勝利鋼管有限公司, 山東 淄博255000)
0 前 言
管道輸送是目前油氣輸送最為經(jīng)濟(jì)高效的方式。 通常長(zhǎng)輸管線均采用直縫埋弧焊管和螺旋埋弧焊管作為輸送載體, 而無(wú)論是直縫焊管還是螺旋焊管, 焊接接頭都是整個(gè)管道的最薄弱環(huán)節(jié)[1], 因此焊接接頭的質(zhì)量和性能則是質(zhì)量控制的關(guān)鍵。
在實(shí)際生產(chǎn)質(zhì)量控制中, 焊偏量和重合量的控制是其中的重要一環(huán)。 焊偏量是指內(nèi)外焊道中心的偏移量, 焊偏量過(guò)大, 使得內(nèi)外焊的熔合區(qū)減小, 嚴(yán)重時(shí)會(huì)造成層間未焊透及未熔合等缺陷[2]。 在埋弧焊管焊接過(guò)程中, 內(nèi)外焊道焊偏量總是存在的。 由于焊偏的存在, 可能造成內(nèi)外焊道熔合量過(guò)小、 未熔合及未焊透等缺陷。 因此無(wú)論是現(xiàn)行的國(guó)內(nèi)外輸油輸氣管線標(biāo)準(zhǔn)還是重點(diǎn)工程的技術(shù)規(guī)范, 對(duì)埋弧焊管的焊偏量都有明確的技術(shù)要求[3]。 GB/T 9711—2017 《石油天然氣工業(yè) 管線輸送系統(tǒng)用管》 和API SPEC 5L (46版) 《管線鋼管規(guī)范》 均對(duì)焊偏量有明確的要求:“對(duì)于埋弧焊鋼管和組合焊鋼管, 規(guī)定壁厚t≤20 mm 的鋼管, 焊縫最大焊偏量不應(yīng)超過(guò)3 mm;規(guī)定壁厚t>20 mm 的鋼管, 焊縫最大焊偏量不應(yīng)超過(guò)4 mm”[4-5]。 重合量是指內(nèi)外焊縫熔池底部(也有稱弧頂) 之間的最大重合度, 通常也稱為熔透深度, 簡(jiǎn)稱重合量。 重合量在上述兩個(gè)標(biāo)準(zhǔn)沒(méi)有明確要求, 但很多重要管線的技術(shù)規(guī)范都有明確要求, 比如SPE-1000MA01-01 《鄂爾多斯-安平-滄州輸氣管道工程一期采購(gòu)文件螺旋縫埋弧焊鋼管》 中明確要求鋼管焊縫內(nèi)外焊道熔透深度不小于1.5 mm, 內(nèi)外焊道中心偏離不應(yīng)大于3.0 mm[6]。
1 傳統(tǒng)焊偏量和重合量的測(cè)量
1.1 測(cè)量原理及方法
從焊偏量的定義來(lái)看, 控制焊偏量的目的是為了保證內(nèi)外焊道的充分熔合, 也就是保證內(nèi)外焊道的根部完全熔合。 所以將焊偏量測(cè)量范圍確定為經(jīng)過(guò)內(nèi)外焊道邊緣兩個(gè)結(jié)合點(diǎn)之間的區(qū)域,而不關(guān)注和涉及焊道表面, 在此區(qū)域內(nèi)考慮內(nèi)外焊道應(yīng)該重合部分的中心偏移, 即與金相觀察中的內(nèi)外焊道重合量有關(guān)。 此前對(duì)焊偏量的測(cè)量有焊縫中心線法、 弧頂偏離法和中脊線法, 但都由于存在測(cè)量的相對(duì)不合理性而舍棄, 目前對(duì)焊偏量定義的方法有利于實(shí)現(xiàn)測(cè)量的統(tǒng)一性和實(shí)現(xiàn)測(cè)量的目的。 重合量是指內(nèi)外焊道的重合大小, 因此分別經(jīng)過(guò)弧頂且平行于鋼管表面的切線之間的距離即為內(nèi)外焊道的重合量。
根據(jù)標(biāo)準(zhǔn)要求, 每班次或當(dāng)生產(chǎn)工藝發(fā)生變化時(shí), 應(yīng)進(jìn)行焊偏量和重合量的檢驗(yàn)。 通常焊偏量和重合量的檢驗(yàn)通過(guò)兩種方法同時(shí)進(jìn)行: 一種是金相宏觀檢驗(yàn)法, 另一種是現(xiàn)場(chǎng)宏觀檢驗(yàn)法。金相宏觀檢驗(yàn)法要求提供低倍焊縫組織照片以及焊偏量和重合量的測(cè)量數(shù)據(jù), 這個(gè)檢測(cè)方法操作程序復(fù)雜、 耗費(fèi)時(shí)間較長(zhǎng), 但反映的焊縫低倍組織更真實(shí), 測(cè)量數(shù)據(jù)相對(duì)更準(zhǔn)確。 而現(xiàn)場(chǎng)宏觀檢驗(yàn)方法, 一方面是為了確認(rèn)焊偏量和重合量是否滿足標(biāo)準(zhǔn)要求, 另一方面是根據(jù)檢驗(yàn)結(jié)果及時(shí)指導(dǎo)現(xiàn)場(chǎng)生產(chǎn)工藝的調(diào)整, 因此這種方法有及時(shí)性和相對(duì)準(zhǔn)確性的雙重要求, 尤其及時(shí)性更重要。
GB/T 9711—2017 和API SPEC 5L 第46 版及相關(guān)技術(shù)要求中規(guī)定, 焊偏量和重合量應(yīng)按照?qǐng)D1所示方法進(jìn)行測(cè)量。 M1和M2點(diǎn)分別為過(guò)內(nèi)、 外焊道邊沿結(jié)合點(diǎn)與焊管外表面切線平行線的中點(diǎn);d1為經(jīng)過(guò)M1和M2點(diǎn)且與兩平行線垂直的兩條直線之間的距離, 即為焊偏量。 C1和C2點(diǎn)分別為內(nèi)、 外焊道的弧頂, 分別過(guò)C1和C2做平行鋼管表面的切線; d2為過(guò)C1和C2點(diǎn)且與兩切線垂直的兩直線之間的距離, 此為重合量。
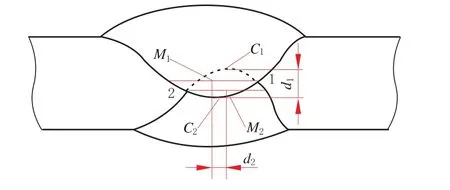
圖1 基于內(nèi)外焊道重合的埋弧焊管焊偏量和重合量的測(cè)量方法
通過(guò)對(duì)標(biāo)準(zhǔn)進(jìn)行分析, 焊偏量的測(cè)定實(shí)際上是先過(guò)內(nèi)、 外焊道融合線的交點(diǎn)做鋼管表面切線的平行線, 交于焊道熔合線另一側(cè), 取對(duì)應(yīng)線段的中點(diǎn)作為M1和M2點(diǎn)。 測(cè)量焊偏量和重合量時(shí), 需要過(guò)M1、 M2、 C1、 C2做所對(duì)應(yīng)的鋼管表面的切線的平行線, 然后測(cè)量平行線間的距離(如圖2 所示)。 但由于上述4 點(diǎn)在鋼管中所處位置不同, 且不在過(guò)圓心O′的同一壁厚方向, 故會(huì)對(duì)應(yīng)產(chǎn)生4 條鋼管表面切線G1、 G2、 G3、 G4,且相互之間不平行, 則對(duì)應(yīng)做出的平行線都分別不平行, 那么在平面內(nèi)無(wú)法進(jìn)行兩個(gè)非平行直線的距離測(cè)量。 所以標(biāo)準(zhǔn)的規(guī)定看似合理, 實(shí)際上并不嚴(yán)謹(jǐn), 平行線存在很大的人為近似判定成分, 故測(cè)量結(jié)果存在不確定性。 因此, 在工程上要實(shí)現(xiàn)焊偏量和重合量的測(cè)量, 只有確定一個(gè)兼顧各測(cè)量點(diǎn)作平行線要求的共用直線G0作為參考平行線, 才能實(shí)現(xiàn)焊偏量和重合量的測(cè)量數(shù)據(jù)的統(tǒng)一性和唯一性。
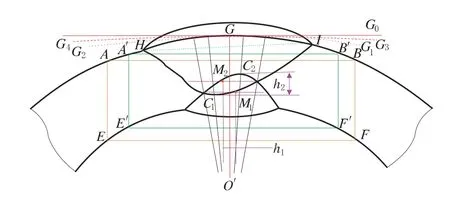
圖2 過(guò)M1、M2、C1、C2 點(diǎn)的平行線做法示意圖
從圖2 可以看出, 共用直線G0為鋼管理想外表面最高點(diǎn)G 的切線, 在工程上, 以這個(gè)切線作為基本兼顧的相對(duì)平行線, 測(cè)量誤差會(huì)最小。 過(guò)最高點(diǎn)G 做切線的垂線, 則垂線過(guò)頂點(diǎn)G 沿鋼管壁厚方向穿過(guò)鋼管圓心O′, 則過(guò)各點(diǎn)做切線G0的平行線可轉(zhuǎn)化為過(guò)各點(diǎn)做經(jīng)過(guò)鋼管頂點(diǎn)G 的壁厚方向直線GO′的垂線, 然后取中點(diǎn)M1和M2、 頂點(diǎn)C1和C2分別做壁厚方向直線的垂線, 則可測(cè)量焊偏量h1和重合量h2。
實(shí)際上由于焊縫的不規(guī)則性, 頂點(diǎn)G 的位置也很難確定, 過(guò)頂點(diǎn)G 的壁厚方向直線也很難確定。 在工程上進(jìn)行焊偏量和重合量測(cè)量時(shí),通常把除近焊縫區(qū)域外的鋼管外表面近似地當(dāng)作理想圓弧外表面。 將焊縫放正, 讓出近焊縫區(qū)域(該區(qū)域內(nèi)可能存在錯(cuò)邊、 成型擠厚、 噘嘴變形等), 取非理想圓弧A(H和圓弧B(I 最遠(yuǎn)點(diǎn)開(kāi)始做一個(gè)水平垂直矩形框, 使矩形框兩垂直邊的端點(diǎn)分別與鋼管的外壁相交, 則矩形的水平邊AB 與G0平行, 垂直邊AE 和BF 均與GO′平行。 則可將過(guò)各點(diǎn)做經(jīng)過(guò)G 的切線, 轉(zhuǎn)化為過(guò)各點(diǎn)做矩形框水平邊的共用平行線或過(guò)各點(diǎn)做矩形框垂直邊的共用垂線, 則焊偏量和重合量可測(cè)。 水平垂直矩形框通過(guò)軟件可自動(dòng)生成, 如果采用更細(xì)致的網(wǎng)格法 (即有無(wú)數(shù)個(gè)矩形網(wǎng)格全覆蓋評(píng)定表面) 更容易確定矩形水平邊和垂直邊。
根據(jù)上述分析, 當(dāng)現(xiàn)場(chǎng)無(wú)矩形框軟件可用時(shí), 可簡(jiǎn)化水平線做法, 取非理想圓弧A(H 和B(I最遠(yuǎn)點(diǎn)開(kāi)始做一個(gè)水平線, 做水平線時(shí)目測(cè)焊縫居中且平行線垂直焊縫壁厚方向。 以此平行線作為共用平行線進(jìn)行畫(huà)線和測(cè)量。
當(dāng)焊縫試樣相對(duì)比較小的時(shí)候, 可采用過(guò)外焊縫焊趾連線的中點(diǎn), 通過(guò)網(wǎng)格法做鋼管最高點(diǎn)的壁厚方向直線的平行線, 然后以此平行線為基礎(chǔ), 做過(guò)M1、 M2、 C1、 C2四個(gè)點(diǎn)的垂線, 即可實(shí)現(xiàn)定義的焊偏量和重合量的測(cè)量。 這個(gè)方法具有普遍的通用性, 由于外焊縫焊趾連線的中點(diǎn)是固定的, 通過(guò)網(wǎng)格法比較容易做出壁厚方向直線的平行線, 由于有網(wǎng)格作參照, 且不同的試驗(yàn)人員基本上會(huì)做出極為相近的平行線, 由此測(cè)量的基準(zhǔn)就可以相對(duì)準(zhǔn)確地確定。 而后續(xù)的平行線做法和測(cè)量均一致, 故此會(huì)得到基本一致的測(cè)量結(jié)果。 這也是標(biāo)準(zhǔn)所期望的一致性結(jié)果。
1.2 焊偏量和重合量的測(cè)量現(xiàn)狀
目前焊偏量和重合量的檢測(cè)是分別采用現(xiàn)場(chǎng)酸蝕檢驗(yàn)法和實(shí)驗(yàn)室焊縫宏觀金相檢驗(yàn)法來(lái)進(jìn)行。 現(xiàn)場(chǎng)酸蝕檢驗(yàn)法是用于現(xiàn)場(chǎng)生產(chǎn)焊接質(zhì)量的控制而進(jìn)行焊偏量和重合量的粗略的檢測(cè), 只能提供相對(duì)粗略的檢測(cè)判定證據(jù), 其最重要的作用是根據(jù)檢測(cè)結(jié)果進(jìn)行焊接生產(chǎn)的及時(shí)調(diào)整, 所以需要及時(shí)獲得檢測(cè)結(jié)果。 實(shí)驗(yàn)室宏觀金相檢驗(yàn)法是利用更多的處理和檢測(cè)手段, 該方法可提供標(biāo)準(zhǔn)要求的低倍宏觀金相照片, 焊偏量和重合量的檢測(cè)相對(duì)精確。 在生產(chǎn)過(guò)程中兩者同時(shí)進(jìn)行, 兩種方法的目的有所差別, 實(shí)際要求的檢驗(yàn)精度和準(zhǔn)確度也有所差別。
1.2.1 現(xiàn)場(chǎng)酸蝕檢驗(yàn)法
傳統(tǒng)現(xiàn)場(chǎng)酸蝕檢驗(yàn)法通常采用15%~20%的稀鹽酸進(jìn)行酸蝕, 濃度和溫度越低則酸蝕時(shí)間越長(zhǎng), 腐蝕液使用次數(shù)越多則腐蝕時(shí)間越長(zhǎng)。 其操作過(guò)程包括手工火焰割取試樣、 焊縫端面修磨去除熱影響區(qū)、 試樣加熱加快酸蝕、 鹽酸浸蝕、 清水沖洗去酸、 吹干和現(xiàn)場(chǎng)檢驗(yàn)測(cè)量。
現(xiàn)場(chǎng)酸蝕檢驗(yàn)法存在的問(wèn)題主要有: ①切割試樣造成成品管浪費(fèi)量很大, 如為方便修磨, 試樣切割較大, 則浪費(fèi)更大; ②手工火焰切割試樣,端面凸凹不平, 修磨量大, 耗時(shí)較長(zhǎng); ③切割后的小塊試樣修磨時(shí)夾持不牢, 存在安全隱患, 同時(shí)修磨精度不高會(huì)造成腐蝕時(shí)間延長(zhǎng); ④試樣加熱, 雖然加快了檢驗(yàn)速度, 但容易產(chǎn)生酸霧等有害物質(zhì), 造成污染; ⑤鹽酸腐蝕會(huì)產(chǎn)生酸霧、 有害氣體等, 且多次使用后, 鹽酸腐蝕能力大大降低, 更換新鹽酸操作過(guò)程存在安全隱患, 而且舊鹽酸排放存在環(huán)保問(wèn)題; ⑥現(xiàn)場(chǎng)測(cè)量手段簡(jiǎn)陋,不利于精確測(cè)量焊偏量和重合量。
1.2.2 實(shí)驗(yàn)室焊縫宏觀金相檢驗(yàn)法
實(shí)驗(yàn)室宏觀金相檢驗(yàn)法通常采用硝酸酒精溶液進(jìn)行腐蝕, 檢驗(yàn)內(nèi)容包括拍攝宏觀照片、 測(cè)量焊偏量和重合量等, 故磨樣要求較高。 其操作過(guò)程為手工火焰割試樣、 機(jī)加工去除熱影響區(qū)并切割出焊縫端面、 金相水砂紙?jiān)嚇哟帜ズ图?xì)磨、 機(jī)械粗拋和精拋、 2%~4%硝酸酒精溶液腐蝕、 水沖洗、 酒精沖洗、 吹干和檢驗(yàn)測(cè)量。
從程序上看, 實(shí)驗(yàn)室宏觀金相檢驗(yàn)法比現(xiàn)場(chǎng)檢驗(yàn)過(guò)程更為繁瑣, 所用時(shí)間更長(zhǎng), 測(cè)量手段和輔助手段也更多。 比如需要采用機(jī)加工設(shè)備、 金相專用磨拋機(jī)、 金相顯微鏡、 電腦、 相機(jī)等進(jìn)行試樣加工處理、 圖像采集、 打印和數(shù)據(jù)測(cè)量等,但測(cè)量數(shù)據(jù)也相對(duì)更準(zhǔn)確。
2 現(xiàn)場(chǎng)焊縫宏觀檢驗(yàn)新方法
由于現(xiàn)場(chǎng)焊縫宏觀檢驗(yàn)主要是為了獲取焊接質(zhì)量的大致情況, 尤其是焊偏量和重合量, 故現(xiàn)場(chǎng)需要采用快速、 簡(jiǎn)便的方法來(lái)獲得相關(guān)數(shù)據(jù),進(jìn)而指導(dǎo)生產(chǎn)調(diào)整。
現(xiàn)場(chǎng)焊縫宏觀檢驗(yàn)的新方法為: ①借助管端切割平面, 快速修磨拋光出適合腐蝕的管端焊縫截面; ②采用8%~10%的硝酸酒精溶液反復(fù)擦拭管端焊縫截面, 腐蝕出可觀察、 可拍照的焊縫宏觀形貌; ③對(duì)于螺旋焊管, 采用手機(jī)圖像處理軟件PS CC 2019, 利用圖像大小調(diào)整功能, 鎖定比例關(guān)系, 僅需將寬度調(diào)整為原寬度的cosα 倍(α 為螺旋焊管成型角), 將管端焊縫截面投影到垂直焊縫截面上, 相當(dāng)于投影還原出垂直焊縫截面; ④通過(guò)手機(jī)測(cè)量軟件Image Meter Pro, 采用標(biāo)尺標(biāo)定及網(wǎng)格法確定平行壁厚方向的垂直線及對(duì)應(yīng)平行線, 作M1、 M2、 C1、 C2四點(diǎn)對(duì)應(yīng)平行線, 完成焊偏量和重合量的測(cè)量; ⑤對(duì)于直焊縫管可直接用手機(jī)測(cè)量軟件Image Meter Pro 進(jìn)行測(cè)量。
2.1 現(xiàn)場(chǎng)焊縫宏觀檢驗(yàn)新方法的優(yōu)勢(shì)
(1) 無(wú)須切割試樣, 不會(huì)造成成品管浪費(fèi),若按年產(chǎn)20 萬(wàn)t 鋼管為例, 粗略估計(jì)可節(jié)約27~58 t 的成品管, 當(dāng)取樣頻次增加時(shí), 則節(jié)約更多。
(2) 可隨時(shí)快速地在現(xiàn)場(chǎng)進(jìn)行焊縫宏觀質(zhì)量檢測(cè)和監(jiān)控, 不需要專業(yè)人員, 不需要多工種配合, 檢測(cè)效率提高十幾倍甚至數(shù)十倍。 利用現(xiàn)有管端切割平面比較光潔的特點(diǎn), 可實(shí)現(xiàn)切割熱影響區(qū)快速去除磨光, 采用高濃度硝酸酒精溶液擦拭法實(shí)現(xiàn)快速腐蝕, 腐蝕效果基本達(dá)到實(shí)驗(yàn)室焊縫金相宏觀檢驗(yàn)水平。
(3) 腐蝕操作安全環(huán)保。
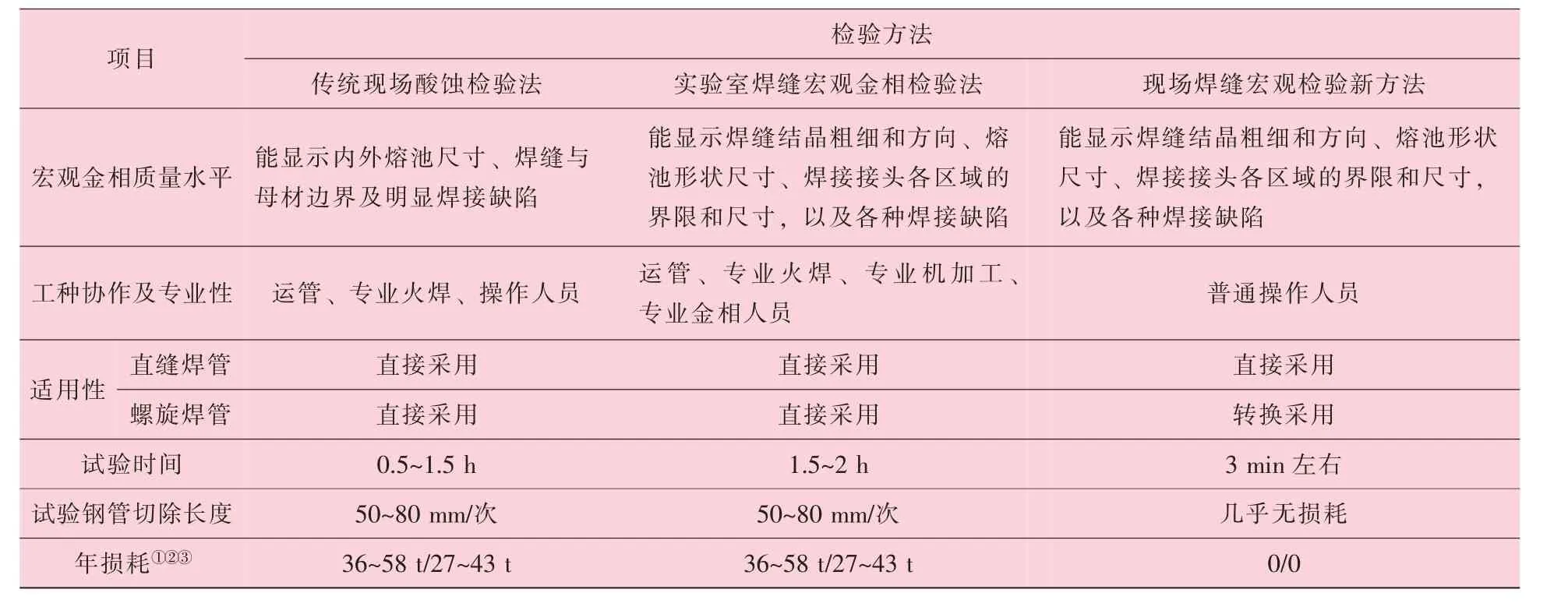
(4) 采用手機(jī)軟件進(jìn)行圖像采集、 數(shù)據(jù)處理以及焊偏量和重合量的測(cè)量, 檢測(cè)精度和宏觀照片清晰度等同實(shí)驗(yàn)室焊縫金相宏觀檢驗(yàn)水平, 遠(yuǎn)高于現(xiàn)場(chǎng)酸蝕法焊縫宏觀檢驗(yàn)。 同時(shí), 檢測(cè)結(jié)果圖像可長(zhǎng)期保存。 3 種檢驗(yàn)方法的檢驗(yàn)過(guò)程及效果對(duì)比見(jiàn)表1。
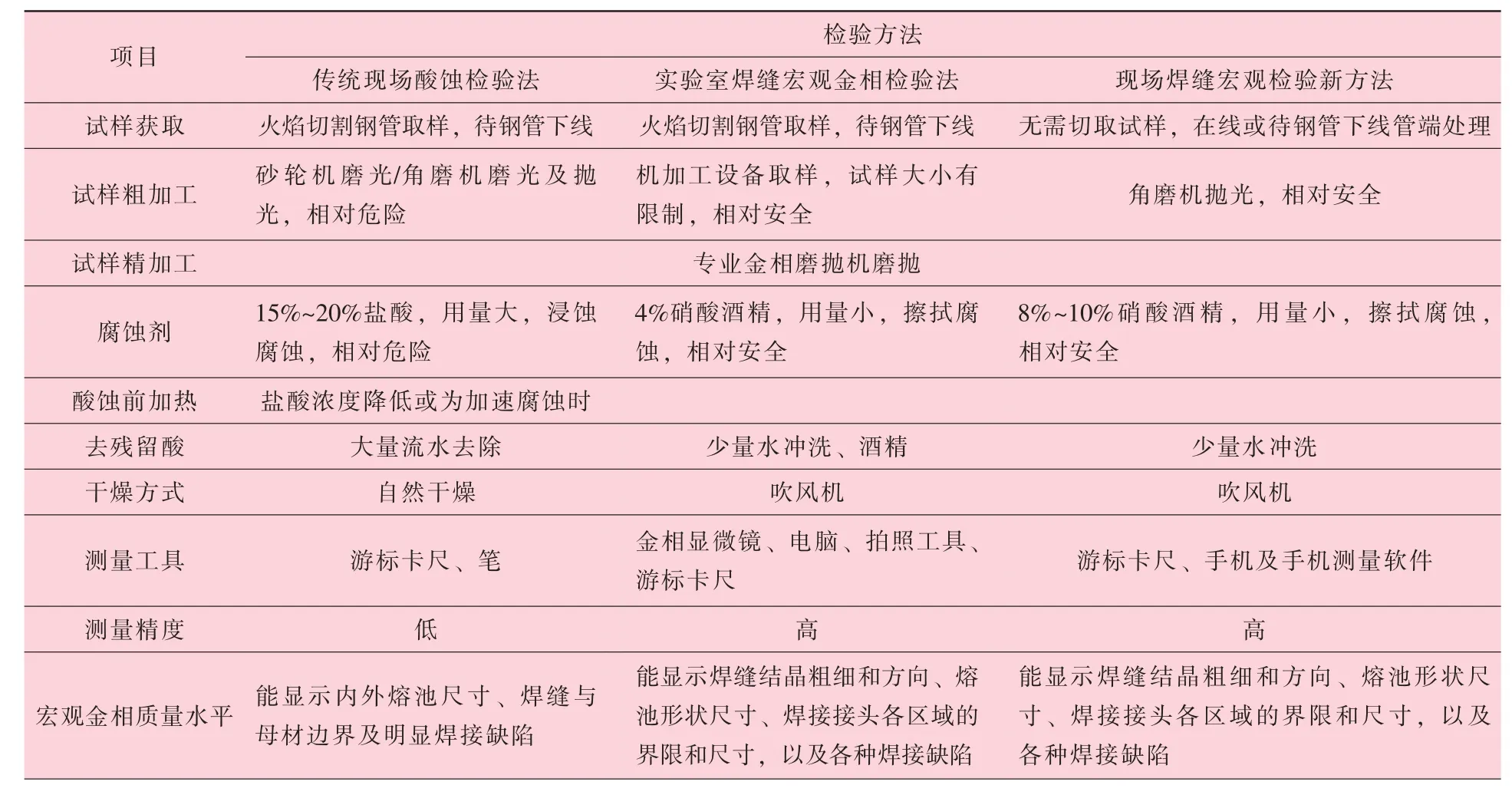
表1 3 種檢驗(yàn)方法的檢驗(yàn)過(guò)程及效果對(duì)比
續(xù)表
2.2 新方法在螺旋焊管生產(chǎn)中應(yīng)用的理論基礎(chǔ)
對(duì)于焊縫長(zhǎng)軸線與管端面成垂直形態(tài)的直縫埋弧焊管和組合焊管, 修磨腐蝕處理后直接采用軟件進(jìn)行測(cè)量即可。 而對(duì)于螺旋埋弧焊管和螺旋組合焊管則需要進(jìn)行等效投影轉(zhuǎn)換才能實(shí)現(xiàn)標(biāo)準(zhǔn)所要求的垂直焊縫截面的檢測(cè)。
2.2.1 投影原理
投影原理在工程應(yīng)用上很廣, 現(xiàn)以圓平面投影為例, 圓平面相對(duì)于投影面的位置不同,其投影也不相同, 如圖3 所示。 從圖3 可以看出: ①圓平面在所平行投影面上的投影反映實(shí)形;②圓平面在所垂直的投影面上的投影是直線, 其長(zhǎng)度等于圓的直徑; ③圓平面在所傾斜的投影面上的投影是橢圓, 其長(zhǎng)軸是平行于這個(gè)投影面的圓的直徑的投影, 短軸是與上述直徑相垂直的圓的直徑的投影。 設(shè)投影夾角為α, 橢圓短軸為a,橢圓長(zhǎng)軸為b, 圓的直徑為D, 則橢圓短軸a=圓直徑D, 即短軸a 同直徑D 不變; 橢圓長(zhǎng)軸b=圓直徑D/cosα, 進(jìn)行了比例放大。 由于投影是可逆的, 同樣可以把橢圓投影為圓。 投影應(yīng)使投影后的圓直徑D=橢圓短軸a, 即短軸不變, 此時(shí)投影角度則為α, 圓直徑=橢圓長(zhǎng)軸b×cosα, 在長(zhǎng)軸方向進(jìn)行了比例縮小, 如圖3 所示。 本檢驗(yàn)方法即采用了這一投影原理。
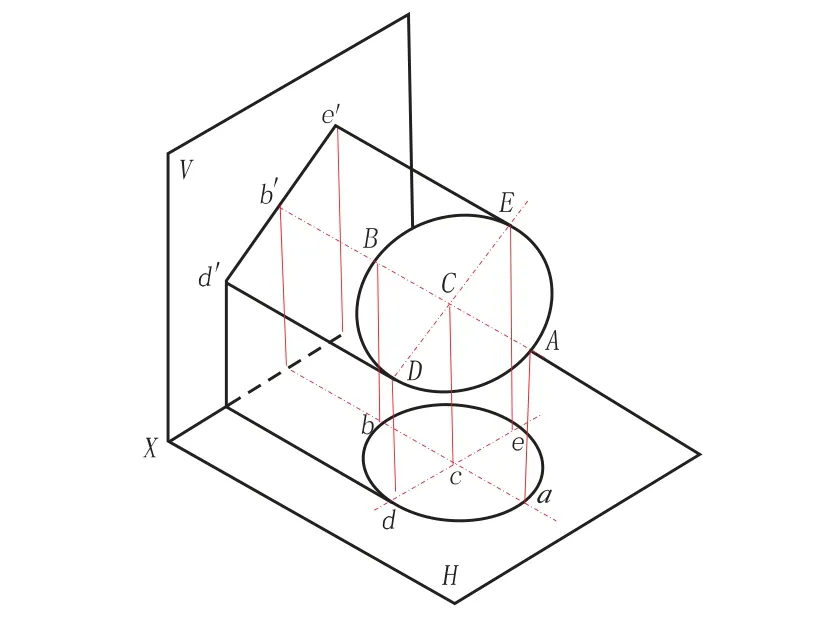
圖3 圓平面在所傾斜的投影面上的投影
特種設(shè)備安全技術(shù)規(guī)范TSG G0001—2008焊縫的宏觀和微觀金相檢驗(yàn)方法對(duì)于試樣的截取規(guī)定如下: 試樣的截取方向一般垂直于焊縫軸線(橫截面), 試樣包括焊縫熔敷金屬和焊縫兩側(cè)的熱影響區(qū)。 由于GB/T 9711—2017 和API SPEC 5L 第46 版等標(biāo)準(zhǔn)規(guī)定采用垂直焊縫截面進(jìn)行檢測(cè), 并規(guī)定了相應(yīng)的檢測(cè)參數(shù)要求。 檢驗(yàn)頻次為: 每工作班至少1 次, 該班鋼管尺寸發(fā)生變化時(shí)加做1 次。 從上述要求來(lái)看, 焊縫宏觀檢驗(yàn)是對(duì)焊接穩(wěn)定狀態(tài)下的焊接質(zhì)量的檢驗(yàn), 檢測(cè)具有隨機(jī)性和代表性。 垂直焊縫截面對(duì)應(yīng)一個(gè)瞬時(shí)的焊接狀態(tài)結(jié)果, 而其他方向的截面對(duì)應(yīng)的是一個(gè)短時(shí)的焊接狀態(tài)結(jié)果, 當(dāng)時(shí)間足夠短, 則無(wú)限接近瞬時(shí)狀態(tài), 同樣具有隨機(jī)性和代表性。 為實(shí)現(xiàn)符合測(cè)量要求的垂直截面狀態(tài), 則需要將其他截面的檢測(cè)轉(zhuǎn)化為垂直焊縫截面檢測(cè), 使測(cè)量結(jié)果具有同等的可比性。
螺旋焊管的管端切割面與焊縫夾角如圖4 所示。 根據(jù)投影原理, 在保持焊縫厚度不變的情況下, 使垂直焊縫長(zhǎng)軸的垂直焊縫截面(即實(shí)際檢測(cè)的垂直焊縫截面, 下述稱為垂直焊縫截面) 向垂直鋼管軸線的管端進(jìn)行投影, 則形成了垂直焊縫截面的管端傾斜投影, 即形成管端焊縫截面(下述稱為管端焊縫截面)。 根據(jù)螺旋焊管成型原理, 該投影角度為α, α 即為螺旋焊管實(shí)際成型角。 反而言之, 管端焊縫截面也可以向垂直于焊縫長(zhǎng)軸的截面投影, 投影結(jié)果也就形成了需要檢測(cè)的垂直焊縫截面。
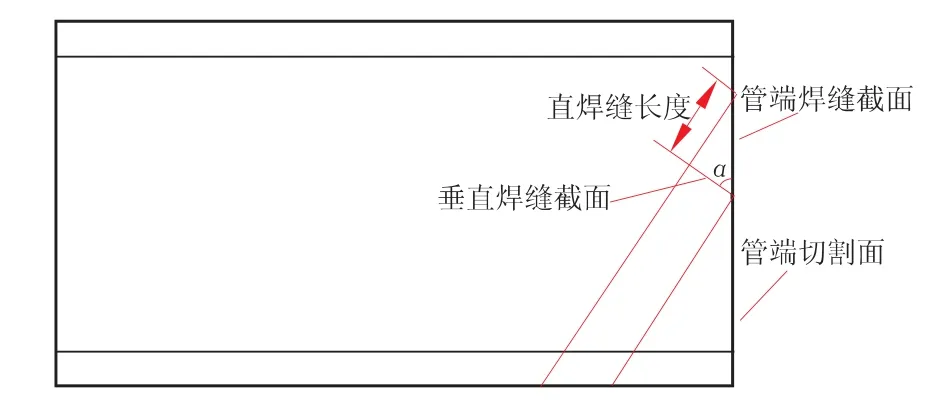
圖4 管端焊縫截面與垂直焊縫截面示意圖
2.2.2 焊接穩(wěn)定性分析
GB/T 9711—2017 和API SPEC 5L 第46 版標(biāo)準(zhǔn)規(guī)定: 焊偏量和重合量的測(cè)量每工作班至少進(jìn)行1 次, 該班鋼管尺寸和工藝參數(shù)發(fā)生變化時(shí)加做1 次。
從檢測(cè)的頻次和檢測(cè)時(shí)僅檢測(cè)一個(gè)垂直焊縫截面來(lái)看, 焊偏量和重合量的測(cè)量是以一次檢驗(yàn)的結(jié)果來(lái)判定一個(gè)班在這個(gè)指標(biāo)控制上是否符合標(biāo)準(zhǔn)要求。 這說(shuō)明當(dāng)生產(chǎn)工藝不變的情況下, 一個(gè)班的焊接狀態(tài)是穩(wěn)定的, 可以用一次檢驗(yàn)確定一個(gè)班次的生產(chǎn)焊接質(zhì)量狀況。 這是一種抽樣檢測(cè)方法, 認(rèn)同正常生產(chǎn)是一個(gè)穩(wěn)定的狀態(tài), 生產(chǎn)過(guò)程中的微小波動(dòng)是允許和正常的, 不影響試樣檢測(cè)結(jié)果的代表性。
對(duì)于實(shí)際螺旋焊管生產(chǎn)而言, 由于生產(chǎn)不可能是理想化的, 因此在生產(chǎn)狀態(tài)不變的情況下,不同位置的焊縫會(huì)有微小不同, 但在極短的時(shí)間內(nèi), 焊縫狀態(tài)的變化還是極其微小的。 現(xiàn)根據(jù)螺旋焊管生產(chǎn)特性, 從焊接時(shí)間和焊接穩(wěn)定性要求兩個(gè)角度來(lái)分析管端焊縫截面投影后圖像與垂直焊縫截面的等同程度。
(1) 焊接時(shí)間分析
對(duì)于確定的垂直焊縫截面, 在保持壁厚長(zhǎng)度不變情況下, 其向管端截面投影后的管端焊縫截面的焊縫最大長(zhǎng)度為外焊縫兩焊趾之間的距離(通常外焊縫寬度≥內(nèi)焊縫寬度, 并垂直壁厚方向包容內(nèi)焊縫, 內(nèi)焊縫邊緣偶爾超出外焊縫邊緣的情況存在, 但即使超出也極為有限)。 由此,可以計(jì)算出管端焊縫截面在焊縫長(zhǎng)軸線方向的最大長(zhǎng)度, 則垂直焊縫截面的焊縫形態(tài)的變化就限制在這個(gè)長(zhǎng)度范圍內(nèi), 也即限制在這個(gè)長(zhǎng)度焊縫的焊接時(shí)間內(nèi)。
在螺旋焊管生產(chǎn)中, 由于焊縫寬度隨鋼管厚度的變化有所不同, 通常為10~20 mm[7]。 焊接速度也隨鋼管厚度不同而有所不同, 在其他焊接規(guī)范不變的情況下, 為控制焊縫質(zhì)量, 鋼管壁厚與焊接速度變化呈反向關(guān)系, 即壁厚越大焊接速度越小。 目前, 國(guó)內(nèi)生產(chǎn)高鋼級(jí)、 大直徑、 大壁厚螺旋埋弧焊管的速度一般保持在1.3~1.7 m/min。近年來(lái)焊接速度進(jìn)一步提高, 壁厚在7.1~12.5 mm的螺旋焊管, 焊接速度可達(dá)到1.7~2.0 m/min。 當(dāng)采用合適的焊絲、 焊劑時(shí), 壁厚小于12.5 mm 的鋼管焊接速度甚至可達(dá)到2.20~2.40 m/min。 例如, X65 鋼級(jí)Φ914 mm×12.7 mm 規(guī)格焊管, 焊速采用為2.2 m/min, 壁厚21.4mm 的X80 焊管,焊速為1.5 m/min, 外焊縫寬度為14~18 mm[8-9]。
對(duì)于螺旋焊管成型, 考慮到成型角與焊縫應(yīng)力的關(guān)系, 成型角可選擇為40°~75°, 考慮到成型角與生產(chǎn)能力的關(guān)系, 成型角宜為45°42′~65°36′。但無(wú)論連續(xù)生產(chǎn)還是間斷式生產(chǎn), 成型角均在40°~75°[10]。 現(xiàn)以不同成型角變化范圍為前提,分析高速焊接和正常焊接下不同壁厚鋼管和不同外焊縫寬度所對(duì)應(yīng)的焊縫長(zhǎng)度及焊接時(shí)間變化情況, 分析結(jié)果見(jiàn)表2~表5。
比較表2~表5 數(shù)據(jù)可以看出, 無(wú)論在成型極限能力下還是在適合生產(chǎn)能力下, 即使在目前高速焊接條件下, 從垂直焊縫截面到對(duì)應(yīng)管端焊縫截面的極遠(yuǎn)位置, 焊接時(shí)間最長(zhǎng)為2.68 s, 在適合生產(chǎn)能力下最長(zhǎng)時(shí)間為1.58 s。 對(duì)于正常生產(chǎn)而言, 在這么短的時(shí)間內(nèi)成型焊接基本上是穩(wěn)定的, 不會(huì)有大的波動(dòng)。
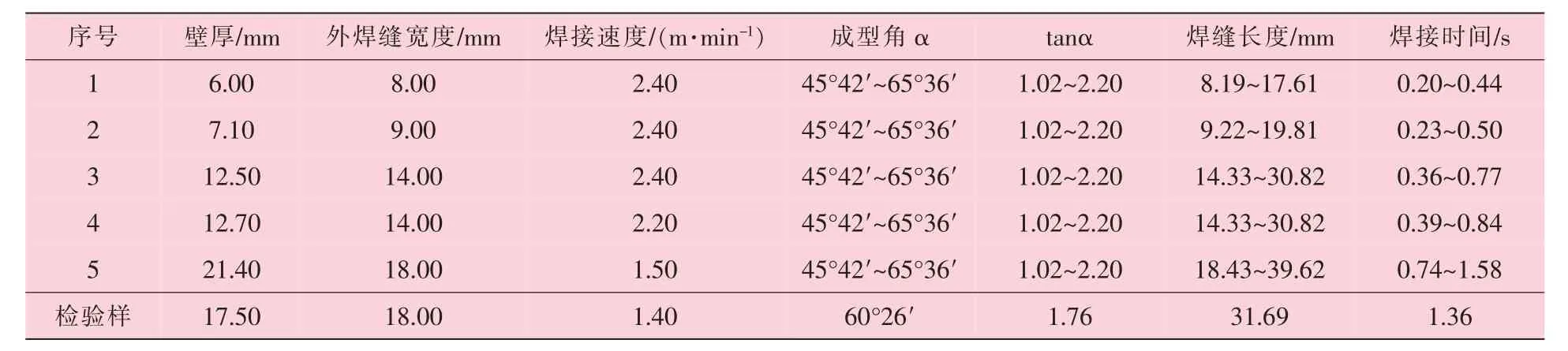
表2 成型角45°42′~65°36′、高速焊接條件下,不同壁厚和不同外焊縫寬度鋼管所對(duì)應(yīng)的焊縫長(zhǎng)度及焊接時(shí)間

表3 成型角45°42′~65°36′、正常焊速條件下,不同壁厚和不同外焊縫寬度鋼管所對(duì)應(yīng)的焊縫長(zhǎng)度及焊接時(shí)間

表4 成型角40°75′、高速焊接條件下,不同壁厚和不同外焊縫寬度鋼管所對(duì)應(yīng)的焊縫長(zhǎng)度及焊接時(shí)間
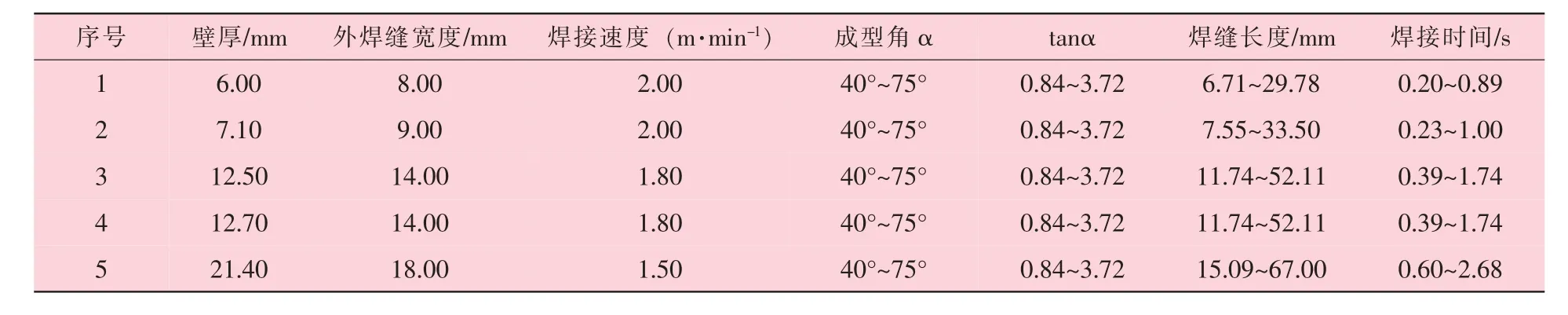
表5 成型角40°75′、正常焊速條件下,不同壁厚和不同外焊縫寬度鋼管所對(duì)應(yīng)的焊縫長(zhǎng)度及焊接時(shí)間
(2) 焊接穩(wěn)定性的要求
相關(guān)資料和標(biāo)準(zhǔn)也對(duì)焊接穩(wěn)定性有一定的論述和要求。 對(duì)于焊縫的均勻性, 現(xiàn)行的螺旋埋弧焊鋼管產(chǎn)品標(biāo)準(zhǔn)都沒(méi)有明確要求。 雖然JB/T 7949—1999 《鋼結(jié)構(gòu)焊縫外形尺寸》 標(biāo)準(zhǔn)對(duì)埋弧焊縫外形的均勻性有規(guī)定[11], 但對(duì)于輸油輸氣等流體輸送螺旋埋弧焊和組合焊鋼管來(lái)說(shuō)該標(biāo)準(zhǔn)的要求就偏低, 如果只滿足于符合該標(biāo)準(zhǔn), 難以保證焊縫的均勻美觀。 根據(jù)螺旋埋弧焊和組合焊鋼管生產(chǎn)經(jīng)驗(yàn)應(yīng)將同一根鋼管上焊縫的寬度差控制在不超過(guò)2 mm, 同時(shí)將任意50 mm 長(zhǎng)度范圍內(nèi)的焊縫寬度差控制在不超過(guò)1 mm, 這樣才能保證焊縫基本美觀[12]。 中華人民共和國(guó)船舶行業(yè)標(biāo)準(zhǔn)GB 1220—2005《921A 等焊接坡口基本形式及焊縫外形尺寸》中規(guī)定埋弧自動(dòng)焊焊縫邊緣沿焊縫周向的直線度應(yīng)不大于2 mm, 也即焊縫寬度在75 mm 內(nèi)偏差不大于1 mm[13]。 上述文獻(xiàn)資料和標(biāo)準(zhǔn)說(shuō)明在小尺寸范圍內(nèi)焊接工藝應(yīng)該保持一定的穩(wěn)定性, 焊縫寬度偏差應(yīng)在1 mm 以內(nèi)。
3 新檢測(cè)方法在螺旋焊管生產(chǎn)現(xiàn)場(chǎng)的應(yīng)用
3.1 焊接速度穩(wěn)定性的實(shí)測(cè)驗(yàn)證
現(xiàn)隨機(jī)抽取兩組不同班組正常生產(chǎn)狀態(tài)下的Φ1 016 mm×17.5 mm 規(guī)格L485MB 螺旋鋼管進(jìn)行焊接速度穩(wěn)定性確認(rèn), 具體焊接數(shù)據(jù)見(jiàn)表6。
由表6 可以看出, 正常生產(chǎn)情況下, 實(shí)測(cè)焊縫長(zhǎng)度與理論計(jì)算長(zhǎng)度僅有微小變化。 由此可以說(shuō)明在正常生產(chǎn)過(guò)程中成型和焊接是非常穩(wěn)定的。

表6 正常生產(chǎn)情況下焊接速度穩(wěn)定性的實(shí)測(cè)驗(yàn)證結(jié)果
3.2 管端焊縫截面向垂直焊縫截面的投影還原驗(yàn)證
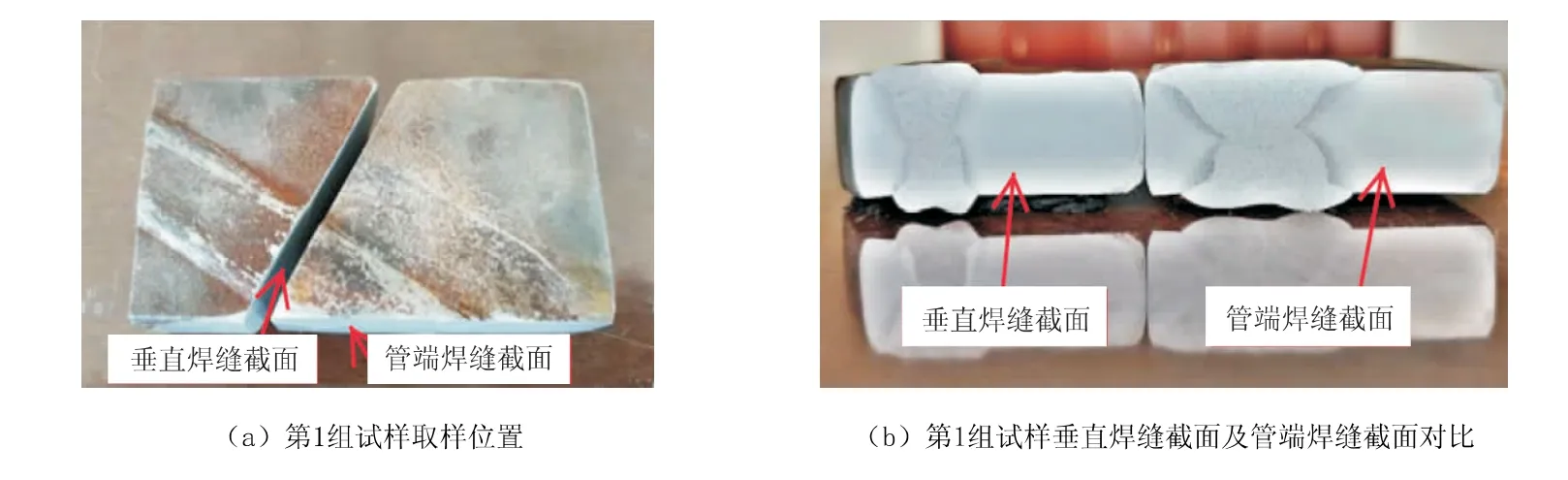
圖5 第1 組試樣取樣位置及對(duì)應(yīng)截面
按測(cè)量原理取不同班次生產(chǎn)的螺旋焊管管端試樣2 組, 管端焊縫截面垂直于鋼管軸線,垂直焊縫截面過(guò)壁厚垂直于焊縫長(zhǎng)軸線, 試樣取自正常生產(chǎn)狀態(tài)不同班次的Φ1 016 mm×17.5 mm 規(guī)格L485MB 鋼管。 2 組試樣投影還原驗(yàn)證如圖5~圖10 所示。
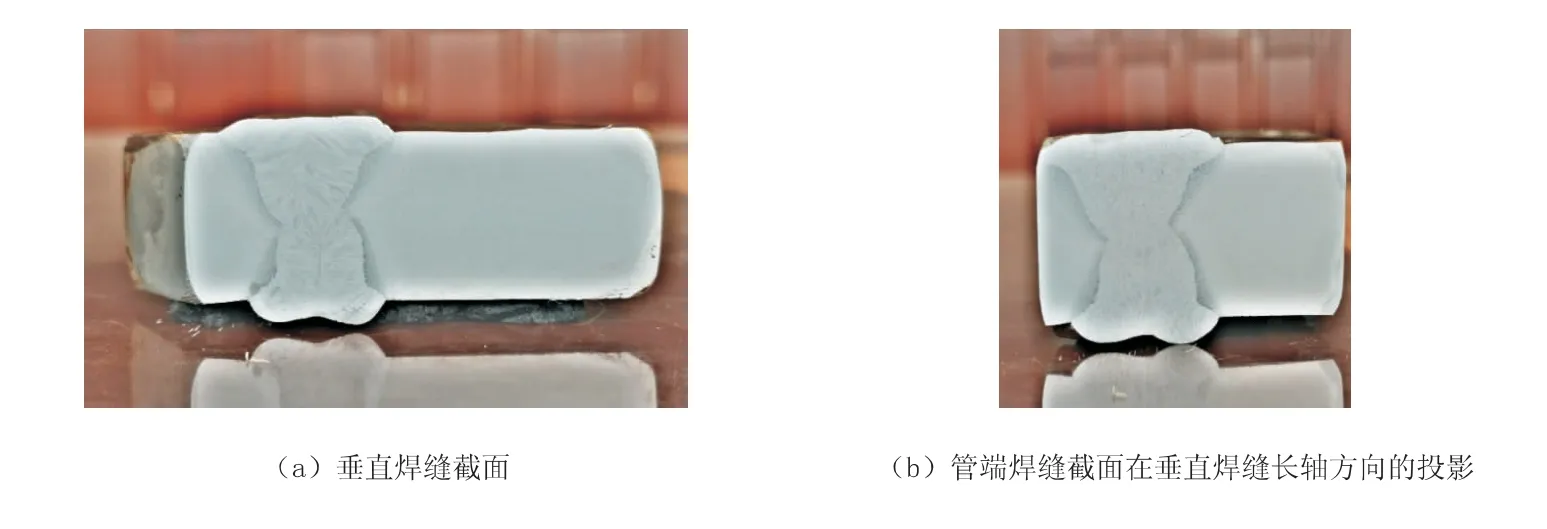
圖6 第1 組試樣垂直焊縫截面與管端焊縫截面在垂直焊縫長(zhǎng)軸方向的投影(投影圖高度不變,寬度方向比例壓縮為cos60°26′=0.493 4)
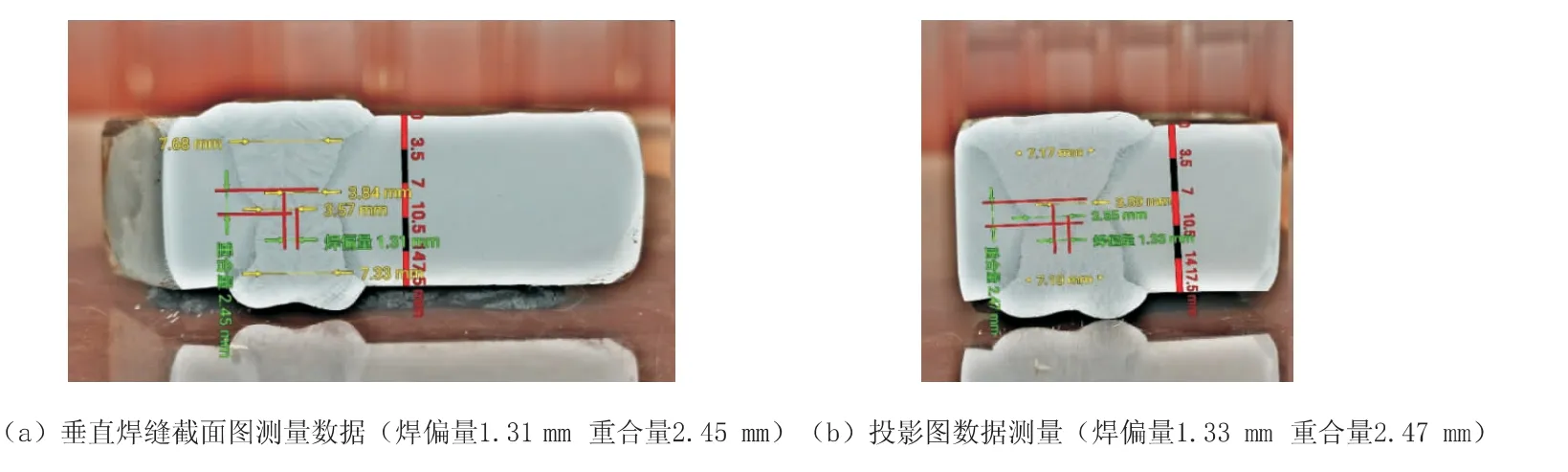
圖7 第1 組試樣垂直焊縫截面圖與管端焊縫截面投影圖的測(cè)量數(shù)據(jù)對(duì)比
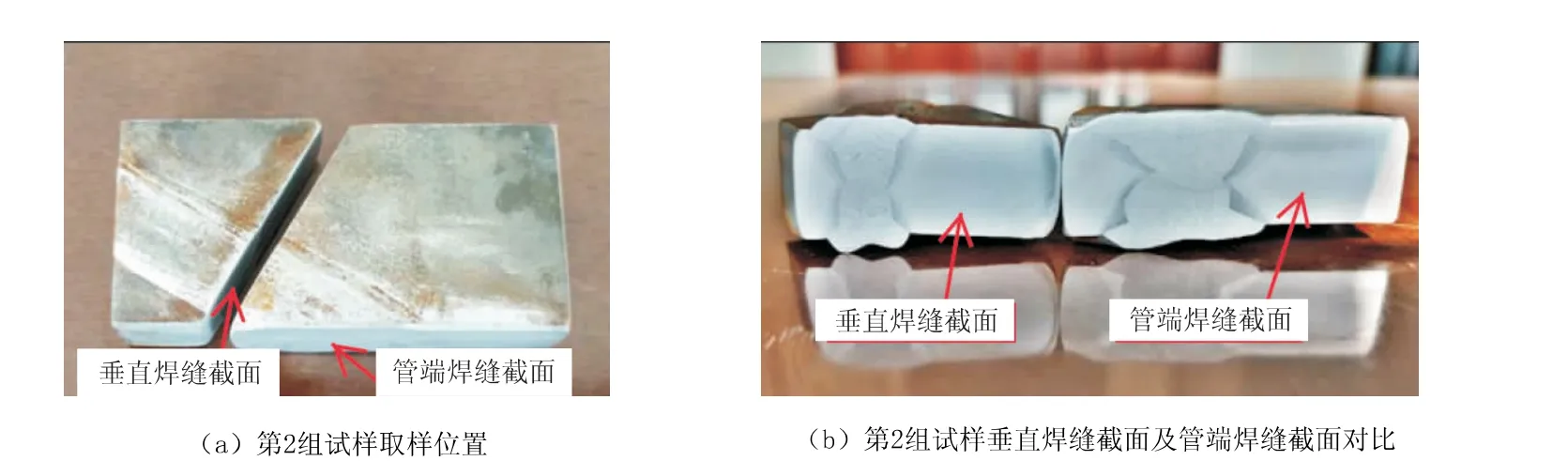
圖8 第2 組試樣取樣位置及對(duì)應(yīng)截面
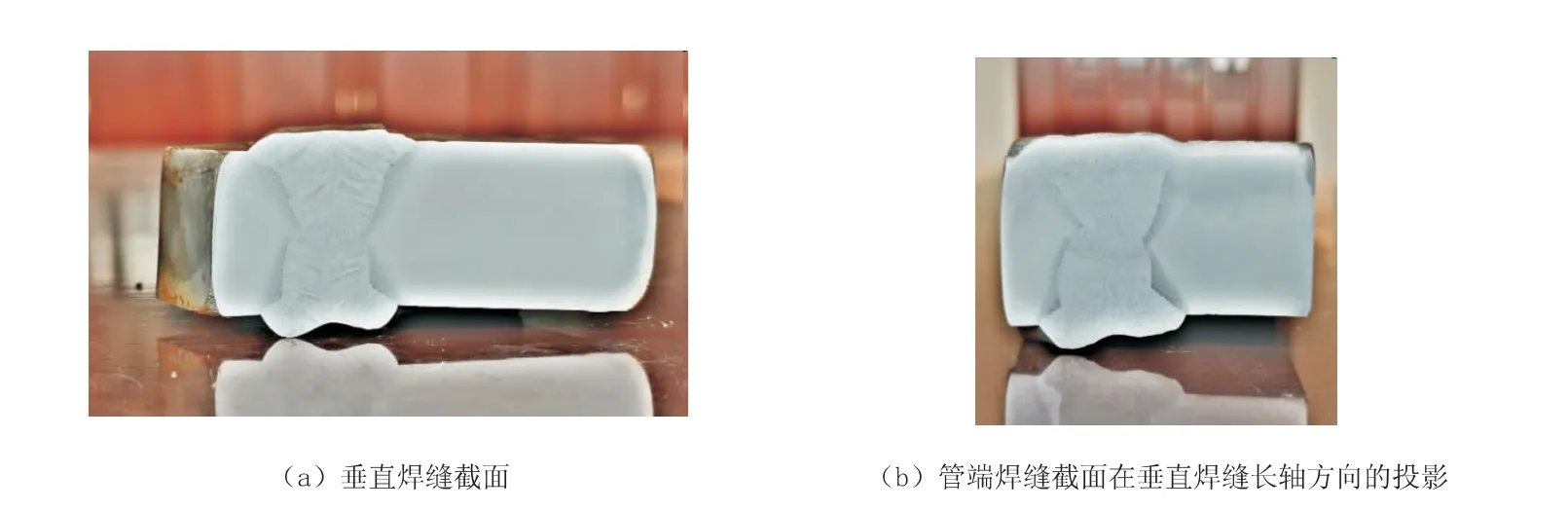
圖9 第2 組試樣垂直焊縫截面與管端焊縫截面在垂直焊縫長(zhǎng)軸方向的投影(投影圖高度不變,寬度方向比例壓縮為cos60°26′=0.493 4)

圖10 第2 組試樣垂直焊縫截面圖與管端焊縫截面投影圖的測(cè)量數(shù)據(jù)對(duì)比
從圖6 垂直焊縫截面圖與管端焊縫截面在垂直焊縫截面上的投影圖對(duì)比來(lái)看, 兩圖的形貌極為接近。 圖7 中可以得出, 管端焊縫投影圖與垂直焊縫截面圖測(cè)量的焊偏量偏差為0.02 mm, 重合量偏差為0.02 mm。
從圖9 垂直焊縫截面圖與管端焊縫截面在垂直焊縫截面上的投影圖對(duì)比來(lái)看, 兩圖的形貌極為接近。 圖10 中可以得出, 管端焊縫投影圖與垂直焊縫截面圖測(cè)量的焊偏量偏差為0.08 mm,重合量偏差為0.04 mm。
根據(jù)焊偏量和重合量的定義, 其數(shù)據(jù)測(cè)量存在一定的人為判定因素, 由此會(huì)產(chǎn)生相對(duì)測(cè)量誤差, 即使同一個(gè)人的兩次測(cè)量也會(huì)出現(xiàn)測(cè)量的相對(duì)誤差。 通常來(lái)講, 在這兩個(gè)數(shù)據(jù)的測(cè)量中0.2 mm 左右的偏差是允許的。 對(duì)比兩組試樣的垂直焊縫截面圖與管端焊縫投影圖的測(cè)量數(shù)據(jù)可以看出, 焊偏量和重合量的偏差很小, 焊偏偏差為0.02~0.08 mm, 熔透深度的偏差為0.02~0.04 mm。這種偏差帶來(lái)的誤差在實(shí)際操作中是可以接受的。
3.3 新方法在實(shí)際操作中的應(yīng)用
對(duì)于直縫焊管的現(xiàn)場(chǎng)焊縫宏觀檢驗(yàn)可以直接采用新方法在管端焊縫上進(jìn)行, 這里不再做贅述。 對(duì)于螺旋焊管的現(xiàn)場(chǎng)焊縫宏觀檢驗(yàn), 以Φ1 016 mm×17.5 mm 規(guī)格L485MB 鋼管生產(chǎn)為例, 對(duì)新檢驗(yàn)方法的應(yīng)用情況進(jìn)行說(shuō)明。
在現(xiàn)場(chǎng)隨機(jī)抽取正常生產(chǎn)狀態(tài)的Φ1 016 mm×17.5 mm 規(guī)格L485MB 鋼管, 外焊縫的寬度為18 mm, 焊接速度為1.40 m/min, 成型角為60°26′。圖11 為管端焊縫截面實(shí)拍圖, 管端焊縫截面在垂直焊縫長(zhǎng)軸方向的投影圖及測(cè)量結(jié)果如圖12所示。

圖11 管端焊縫截面實(shí)拍圖
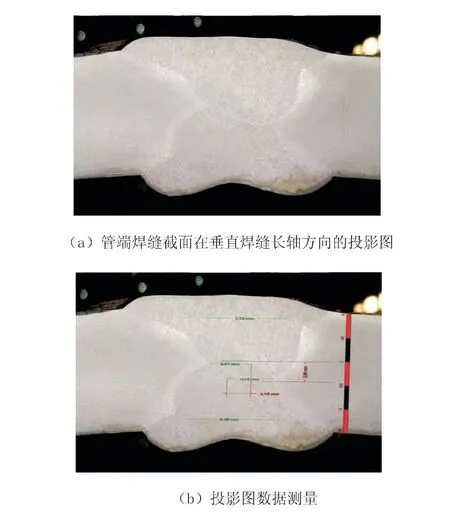
圖12 管端焊縫截面在垂直焊縫長(zhǎng)軸方向的投影圖及數(shù)據(jù)測(cè)量結(jié)果(投影高度方向尺寸不變,寬度方向比例壓縮為cos60°26′=0.493 4)
4 結(jié)束語(yǔ)
綜上所述, 新檢測(cè)方法對(duì)于直縫焊管, 切管端面的現(xiàn)場(chǎng)檢測(cè)能夠直接獲得優(yōu)于傳統(tǒng)現(xiàn)場(chǎng)酸蝕檢驗(yàn), 并等效于實(shí)驗(yàn)室焊縫宏觀檢驗(yàn)的數(shù)據(jù)和效果。 對(duì)于螺旋焊管, 在穩(wěn)定生產(chǎn)的情況下, 即焊速穩(wěn)定、 焊接規(guī)范穩(wěn)定時(shí), 在投影范圍內(nèi), 焊縫長(zhǎng)度偏差很小, 垂直焊縫截面與投影圖截面的形貌基本相同, 實(shí)測(cè)各項(xiàng)數(shù)據(jù)基本相同。 因此, 可以采用管端焊縫截面的投影圖替代垂直焊縫截面進(jìn)行焊偏量和重合量的測(cè)量。 反之, 當(dāng)焊接狀態(tài)不穩(wěn)定的時(shí)候, 管端焊縫截面則將這種不穩(wěn)定情況進(jìn)行了放大, 管端焊縫截面及投影圖又充分反映了這一焊接時(shí)間內(nèi)成型焊接的不穩(wěn)定情況, 更容易發(fā)現(xiàn)焊接質(zhì)量問(wèn)題, 故其檢驗(yàn)數(shù)據(jù)和效果同樣優(yōu)于傳統(tǒng)現(xiàn)場(chǎng)酸蝕檢驗(yàn)或等效于實(shí)驗(yàn)室焊縫宏觀檢驗(yàn)。 同時(shí), 新的檢驗(yàn)方法具有隨時(shí)、 快速、準(zhǔn)確、 可靠、 環(huán)保、 節(jié)能等優(yōu)點(diǎn), 可以替代現(xiàn)場(chǎng)焊縫宏觀檢測(cè)。 相對(duì)于傳統(tǒng)的現(xiàn)場(chǎng)和實(shí)驗(yàn)室檢測(cè)方法, 新的檢驗(yàn)方法更有利于現(xiàn)場(chǎng)焊接質(zhì)量的快速驗(yàn)證和輔助生產(chǎn)工藝的快速調(diào)整。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21