基于三維模型的涂膠軌跡生成方法研究
2021-01-18 04:37:26樊義康葉敏吳強(qiáng)陳杰梅雪川林粵科
現(xiàn)代計(jì)算機(jī) 2020年33期
樊義康,葉敏,吳強(qiáng),陳杰,梅雪川,林粵科
(1.國(guó)機(jī)智能科技有限公司,廣州 510700;2.國(guó)機(jī)智能(蘇州)有限公司,蘇州 215134;3.華南理工大學(xué)機(jī)械與汽車(chē)工程學(xué)院,廣州 510640)
0 引言
涂膠在工業(yè)領(lǐng)域內(nèi)有著廣泛運(yùn)用,如汽車(chē)領(lǐng)域等,目前涂膠技術(shù)包括人工涂膠和自動(dòng)涂膠兩種方式。人工涂膠采用操作工手持涂膠槍對(duì)工件涂膠的方法,這種方法對(duì)操作工操作要求高,勞動(dòng)量大,效率低,而且膠線質(zhì)量無(wú)法保證,無(wú)法達(dá)到工藝要求。對(duì)于機(jī)器人自動(dòng)涂膠,目前常運(yùn)用于較為規(guī)則的平面或曲面涂膠;在自由曲面涂膠方面,涂膠軌跡生成較為復(fù)雜,機(jī)器人涂膠運(yùn)動(dòng)波動(dòng)性較大,影響膠線質(zhì)量[1]。
使用機(jī)器人對(duì)自由曲面工件進(jìn)行自動(dòng)精確涂膠,獲得與工件曲面一致的仿形軌跡是難點(diǎn)。在涂膠領(lǐng)域,一般使用輪廓線法,對(duì)輪廓線進(jìn)行等距偏移獲取所需要的涂膠軌跡[2]。生成運(yùn)動(dòng)軌跡后進(jìn)行工業(yè)機(jī)器人軌跡編程,機(jī)器人速度和插補(bǔ)方式也直接影響著膠線質(zhì)量。相應(yīng)的,目前關(guān)于采用輪廓線法生成涂膠膠線的研究較少,也較少對(duì)機(jī)器人涂膠過(guò)程中的運(yùn)動(dòng)性能進(jìn)行分析,導(dǎo)致涂膠過(guò)程中膠線質(zhì)量不高[3]。
本文運(yùn)用YASKAWA公司的離線編程軟件MotoSim EG-VRC,以MOTOMAN機(jī)器人作為涂膠機(jī)器人,運(yùn)用CAM功能進(jìn)行軌跡生成和離線編程;并通過(guò)兩等距曲線求交點(diǎn)的方法對(duì)軌跡的不可導(dǎo)點(diǎn)進(jìn)行適當(dāng)優(yōu)化,進(jìn)行離線仿真分析機(jī)器人在涂膠過(guò)程中的運(yùn)動(dòng)學(xué)性能,最后通過(guò)涂膠實(shí)驗(yàn)進(jìn)行驗(yàn)證,以期為機(jī)器人進(jìn)行精準(zhǔn)涂膠提供準(zhǔn)確軌跡。
1 涂膠軌跡生成
1.1 軌跡生成過(guò)程
本文中對(duì)汽車(chē)擾流板進(jìn)行涂膠,使用輪廓線法生成軌跡。涂膠部位為擾流板內(nèi)表面,如圖1所示;以擾流板的一條外輪廓線為基準(zhǔn)輪廓線向工件內(nèi)部水平等距偏移10mm、垂直偏移2mm后作為涂膠軌跡,如圖2所示;其中黑色線為擾流板輪廓線,藍(lán)色線為涂膠線。MotoSim EG-VRC軟件內(nèi)的軌跡規(guī)劃其可以根據(jù)目標(biāo)軌跡自動(dòng)生成機(jī)器人運(yùn)動(dòng)學(xué)逆解,使機(jī)器人沿目標(biāo)軌跡運(yùn)動(dòng),從而完成涂膠工藝。該生成涂膠軌跡的流程圖如圖3所示。

圖1 某汽車(chē)擾流板工件實(shí)物圖
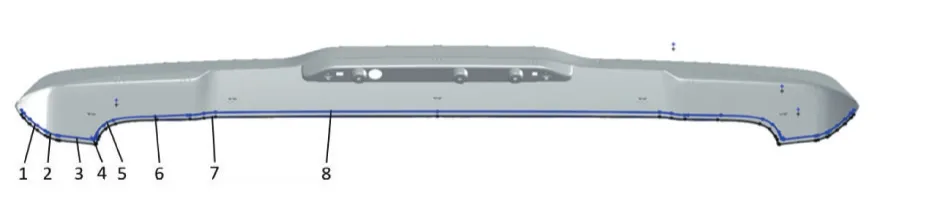
圖2 工件輪廓線與涂膠線
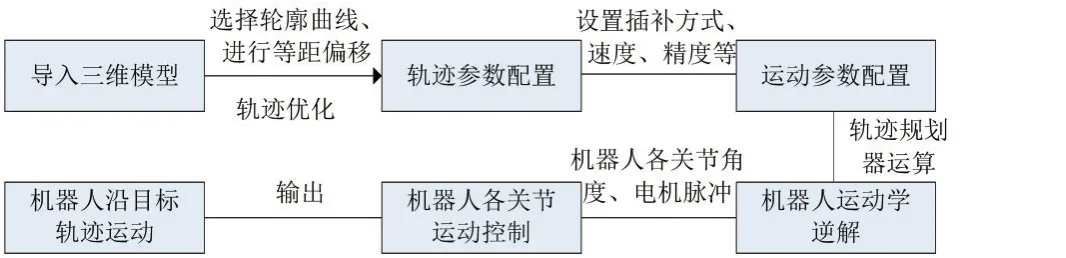
圖3 軌跡生成流程圖
1.2 涂膠系統(tǒng)仿真平臺(tái)的搭建
本文運(yùn)用MotoSim EG-VRC軟件建立涂膠系統(tǒng)工作站。首先在SolidWorks軟件中建立擾流板工件和涂膠工裝的三維模型,將擾流板工件的三維模型轉(zhuǎn)換為STL格式的文件,再將上述模型導(dǎo)入到MotoSim EGVRC軟件中;采用MOTOMAN品牌的六自由度工業(yè)機(jī)器人,并添加適當(dāng)?shù)耐鈬踩O(shè)備和操作人員模型。如圖4所示為涂膠系統(tǒng)的離線仿真模型。
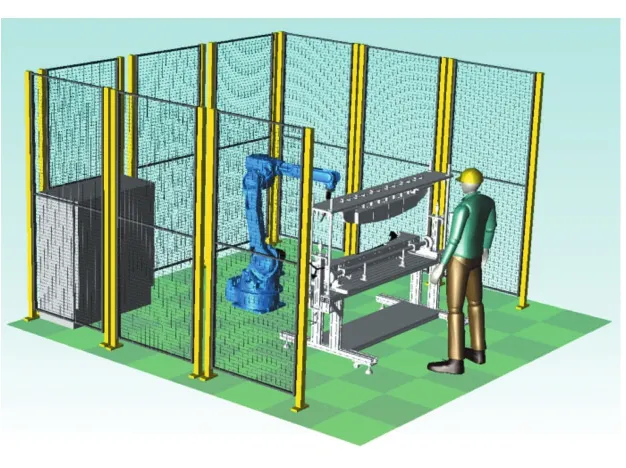
圖4 涂膠系統(tǒng)離線仿真模型
根據(jù)涂膠軌跡所需要的運(yùn)動(dòng)范圍、膠槍作為機(jī)器人末端執(zhí)行件的負(fù)載及涂膠速度和精度要求,對(duì)工業(yè)機(jī)器人進(jìn)行選型;最終確定選用MOTOMAN-HP20DA00型號(hào)六自由度機(jī)器人,選用DX100型號(hào)控制系統(tǒng),其機(jī)器人的主要參數(shù)和D-H參數(shù)如表1、2所示[4]。添加好膠槍后在膠槍末端設(shè)置工具坐標(biāo)系,并運(yùn)用TCP Reach功能檢測(cè)機(jī)器人安裝膠槍后TCP的可到達(dá)范圍,根據(jù)機(jī)器人的TCP可到達(dá)范圍對(duì)擾流板工件和涂膠工裝進(jìn)行定位,確定其定位位置。

表1 MOTOMAN-HP20D-A00機(jī)器人主要參數(shù)
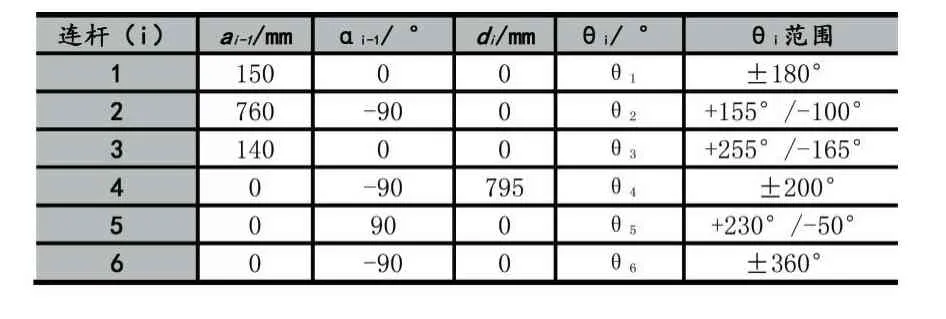
表2 MOTOMAN-H20D-A00機(jī)器人連桿D-H參數(shù)
1.3 CAM 功能的軌跡生成
為保證機(jī)器人能準(zhǔn)確涂膠,要求如下:根據(jù)三維模型中的自由曲面生成曲面軌跡;其次是運(yùn)用曲面軌跡生成機(jī)器人涂膠軌跡和程序指令進(jìn)行機(jī)器人運(yùn)動(dòng)性能分析,使機(jī)器人涂膠運(yùn)行平穩(wěn);同時(shí)也需要使膠槍軸向始終與工件保持垂直,保持膠槍嘴與工件的垂直距離一定,在膠線轉(zhuǎn)彎部分合理設(shè)置速度,從而控制膠線質(zhì)量。
在MotoSim EG-VRC軟件內(nèi),可運(yùn)用CAM功能進(jìn)行機(jī)器人運(yùn)動(dòng)軌跡生成;通過(guò)選擇曲面上的輪廓線,自動(dòng)或手動(dòng)設(shè)置插補(bǔ)方式、配置機(jī)器人運(yùn)動(dòng)系數(shù)等操作,生成相應(yīng)的機(jī)器人運(yùn)動(dòng)運(yùn)動(dòng)軌跡和指令[5]。
打開(kāi)CAM功能,首先創(chuàng)建一個(gè)工作項(xiàng)目,拾取擾流板工件輪廓線上的一條邊線后,可自動(dòng)拾取與之相連的邊線,并設(shè)置一個(gè)與邊線相連的面為示教點(diǎn)的法平面,如圖5所示;拾取結(jié)束后進(jìn)行輪廓線偏置操作,將所選輪廓線進(jìn)行水平等距偏移10mm、垂直偏移5mm,并設(shè)置膠槍姿態(tài);根據(jù)所選第一條邊線自動(dòng)生成工件坐標(biāo)系;完成設(shè)置各段軌跡的插補(bǔ)方式、機(jī)器人運(yùn)動(dòng)系數(shù)等操作,如表3,將指令同步到機(jī)器人模型內(nèi),即可生成由示教點(diǎn)組成的運(yùn)動(dòng)軌跡。如圖6所示。其中為局部放大圖,紅色線為運(yùn)動(dòng)軌跡,黑色箭頭為末端工具的姿態(tài)與示教點(diǎn),綠色線方向?yàn)槭窘厅c(diǎn)在運(yùn)動(dòng)軌跡上的切線方向。
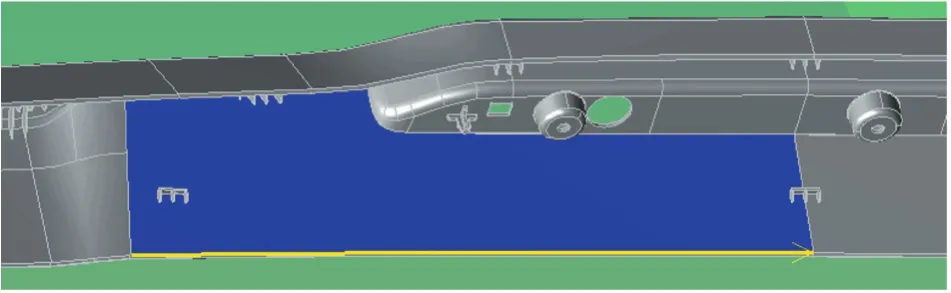
圖5 取邊線與法平面

圖6 生成的示教軌跡
如圖2的軸對(duì)稱(chēng)擾流板工件,所以文中只對(duì)其中一半的軌跡設(shè)置各段軌跡的插補(bǔ)方式、機(jī)器人運(yùn)動(dòng)系數(shù)等操作,如表3。由于在軌跡出現(xiàn)拐點(diǎn)和轉(zhuǎn)彎的地方,如果膠槍通過(guò)的速度較慢,則容易出現(xiàn)膠水堆積、膠線過(guò)粗的情況,因此在拐點(diǎn)和轉(zhuǎn)彎部分會(huì)適當(dāng)?shù)募铀賉6]。
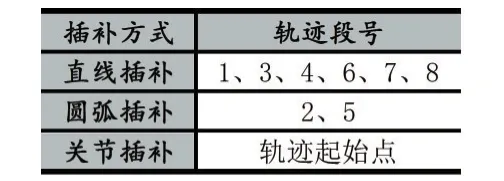
表3 各段軌跡的插補(bǔ)方式
1.4 軌跡優(yōu)化
對(duì)生成的軌跡和示教點(diǎn)進(jìn)行觀察發(fā)現(xiàn),如圖7(a)中黃色線框內(nèi)的轉(zhuǎn)角處運(yùn)動(dòng)軌跡,此處軌跡非平滑過(guò)度,曲線斜率存在較大突變,兩曲線連接點(diǎn)不可導(dǎo);相對(duì)于輪廓線偏移方向,該轉(zhuǎn)角部分向內(nèi)凹陷。CAM功能在這種情況下只能對(duì)兩條輪廓線分別進(jìn)行等距偏移,但未對(duì)兩條等距偏移后的曲線進(jìn)行合并和修剪,導(dǎo)致出現(xiàn)多余的運(yùn)動(dòng)軌跡,所走軌跡與預(yù)期軌跡不一致。
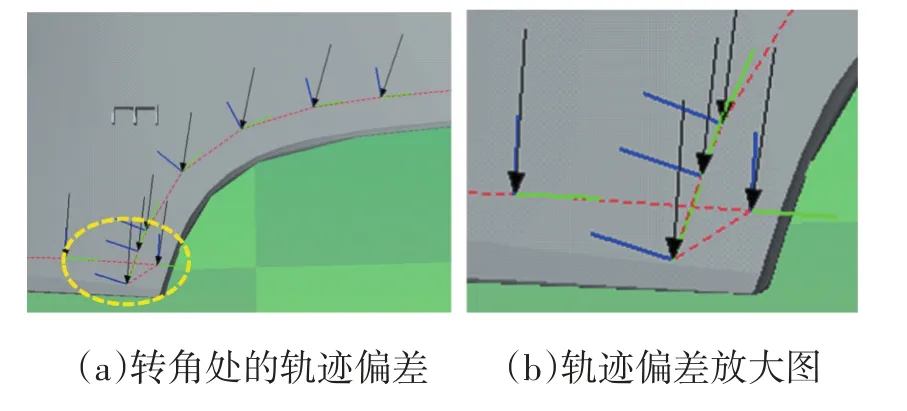
圖7 軌跡偏差局部圖
針對(duì)上述多余軌跡的問(wèn)題,運(yùn)用以下等距線生成方法建立數(shù)學(xué)模型,通過(guò)限定區(qū)間的方式對(duì)曲線不可導(dǎo)的點(diǎn)進(jìn)行優(yōu)化。等距曲線在軌跡生成、數(shù)控加工等領(lǐng)域有著廣泛運(yùn)用,常用的方法有兩種,一種為精確的有理曲線法和,另一種為近似的曲線逼近法[7]。以下運(yùn)用精確的有理曲線法進(jìn)行軌跡優(yōu)化。
已知連續(xù)可導(dǎo)等距曲線的生成方法如下,假設(shè)有平面曲線方程為f( )x,y=0,變形為參數(shù)方程如下:

則其距離該平面曲線為d的等距曲線方程為:


由(3)式求解出兩曲線的交點(diǎn)(X,Y),根據(jù)交點(diǎn)對(duì)兩條曲線進(jìn)行定義區(qū)間,使交點(diǎn)(X,Y)作為兩條等距偏移后曲線的公共端點(diǎn)。
運(yùn)用上述等距曲線求交點(diǎn)的方法生成的軌跡如圖8(a)所示,將交點(diǎn)處的轉(zhuǎn)彎區(qū)精度等級(jí)設(shè)置為最高級(jí)PL=8,交點(diǎn)處可平滑過(guò)度;其軌跡如圖8(b)所示。優(yōu)化后的等距曲線軌跡無(wú)多余運(yùn)動(dòng)路徑,形狀與工件輪廓形狀相似;且軌跡連續(xù)平滑過(guò)度,滿足涂膠軌跡的穩(wěn)定性要求。
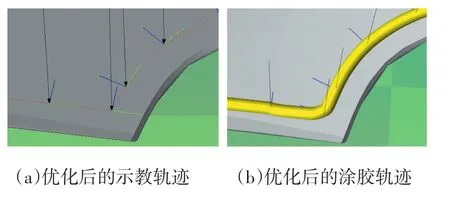
圖8 優(yōu)化后軌跡圖
2 仿真性能分析
2.1 涂膠軌跡
在MotoSim EG-VRC軟件中運(yùn)用Simulation模塊進(jìn)行涂膠軌跡仿真,開(kāi)啟碰撞檢測(cè)及軌跡追蹤,并觀察TCP點(diǎn)的運(yùn)動(dòng)速度,如圖9(a)所示。在仿真過(guò)程中未出現(xiàn)碰撞、干涉現(xiàn)象,運(yùn)行速度平穩(wěn);如圖10所示,運(yùn)動(dòng)軌跡平滑未出現(xiàn)偏離點(diǎn)、誤差點(diǎn),膠槍末端的TCP位姿求解正確。
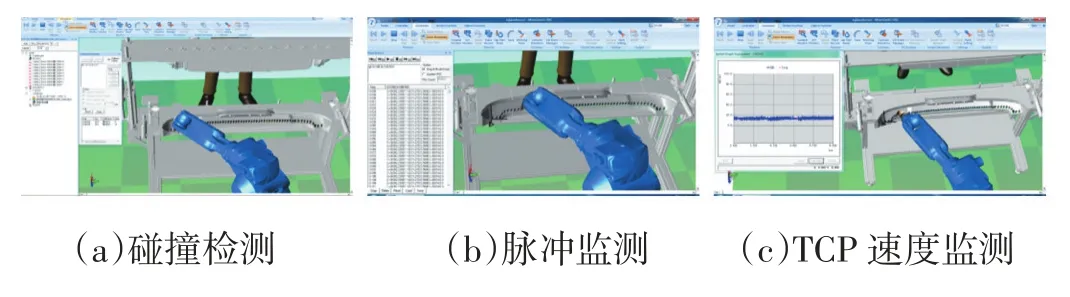
圖9 仿真過(guò)程

圖10 仿真生成的膠線軌跡
2.2 機(jī)器人運(yùn)動(dòng)性能
運(yùn)用MATLAB對(duì)各關(guān)節(jié)的脈沖、扭矩和TCP速度曲線進(jìn)行繪制,如圖 11(a)(b)(c)所示;可知整個(gè)涂膠過(guò)程中,每個(gè)關(guān)節(jié)運(yùn)動(dòng)相對(duì)比較平穩(wěn),沒(méi)有出現(xiàn)不連續(xù)的現(xiàn)象,說(shuō)明機(jī)器人在涂膠過(guò)程中無(wú)奇異點(diǎn)[10]。結(jié)合涂膠軌跡與脈沖、扭矩曲線可知,在軌跡轉(zhuǎn)角與圓弧段,由于機(jī)器人在運(yùn)動(dòng)過(guò)程中同時(shí)也需要進(jìn)行姿態(tài)調(diào)整,使各關(guān)節(jié)脈沖值與扭矩會(huì)發(fā)生一定波動(dòng),且波動(dòng)在允許范圍內(nèi);TCP點(diǎn)的速度可保持在10mm/s~17mm/s的范圍內(nèi),運(yùn)動(dòng)較穩(wěn)定。該機(jī)器人在此軌跡涂膠過(guò)程中,運(yùn)動(dòng)性能良好,滿足涂膠功能需求。
仿真確認(rèn)涂膠軌跡和各運(yùn)動(dòng)性能無(wú)誤后,可通過(guò)Motocom32通訊軟件或U盤(pán)向機(jī)器人控制柜導(dǎo)入程序指令文件,控制機(jī)器人按照規(guī)劃軌跡進(jìn)行涂膠作業(yè)[11]。
3 涂膠驗(yàn)證實(shí)驗(yàn)
3.1 實(shí)驗(yàn)?zāi)康?/h3>
測(cè)出涂膠軌跡距離邊緣的偏差、涂膠高度偏差,并算出涂膠軌跡與目標(biāo)軌跡重合度,為Rˉ2=0.9831精準(zhǔn)涂膠提供基礎(chǔ)。
3.2 實(shí)驗(yàn)步驟
(1)打開(kāi)機(jī)器人、氣泵,并將上述軟件中生成的軌跡導(dǎo)入機(jī)器人中。
(2)放入工件,執(zhí)行機(jī)器人涂膠操作。
(3)測(cè)出涂膠軌跡平均高度和膠線中心距離邊緣平均差值,并算出實(shí)際軌跡與軟件中預(yù)設(shè)軌跡之間的重合度。
(4)多次重復(fù)步驟(2)、(3),求出平均值。
3.3 實(shí)驗(yàn)數(shù)據(jù)
3.4 實(shí)驗(yàn)結(jié)果
分析實(shí)驗(yàn)數(shù)據(jù)可得,涂膠軌跡高度偏差最大值為0.04mm,平均值為0.012mm,距離邊緣偏差最大值為0.04mm,平均值為0.022mm,重合度最低值為94%,平均值為96.6%。

圖11 各關(guān)節(jié)脈沖、扭矩和TCP速度曲線圖
涂膠實(shí)驗(yàn)數(shù)據(jù)如表4所示。
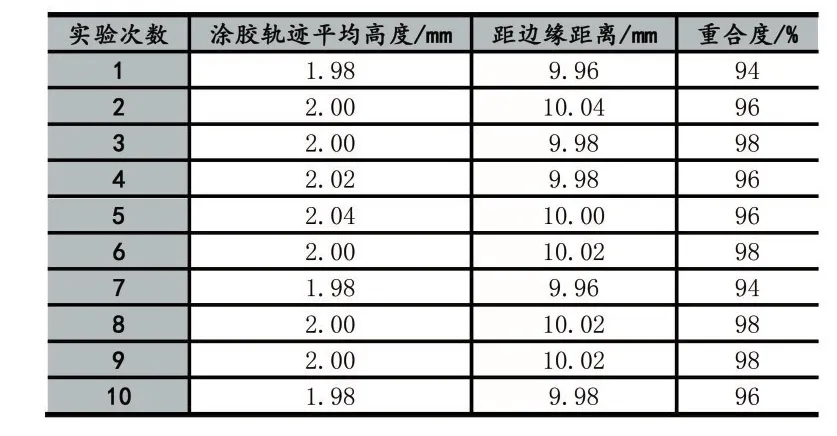
表4
4 結(jié)語(yǔ)
本文運(yùn)用MotoSim EG-VRC離線編程軟件生成涂膠軌跡,對(duì)軌跡進(jìn)行適當(dāng)優(yōu)化使涂膠軌跡平滑過(guò)度,并進(jìn)行仿真分析和涂膠質(zhì)量驗(yàn)證實(shí)驗(yàn)。結(jié)果表明,對(duì)基于三維模型生成的涂膠軌跡進(jìn)行優(yōu)化后,機(jī)器人在涂膠過(guò)程中動(dòng)力輸出穩(wěn)定,無(wú)振動(dòng)現(xiàn)象,且關(guān)節(jié)速度和TCP速度穩(wěn)定;涂膠軌跡與目標(biāo)軌跡重合性為96.6%,膠線高度偏差為0.012mm,膠線中心距邊緣偏差為0.022mm,故本論文所述涂膠軌跡生成方法所做實(shí)驗(yàn)滿足涂膠精度要求。