磨削加工對滾珠絲杠副滾道表面質量影響因素的實驗研究
2021-01-15 15:58:27郭英杰
安家(建筑與工程) 2021年49期
郭英杰


摘要:針對提高滾珠絲杠副滾道表面磨削加工質量給出了實驗方案以及對測量結果的分析方法,考慮到影響滾珠絲杠表面加工質量的四個參數,采用正交實驗的方法將實驗分組,測量每組實驗中被測絲杠的表面粗糙度和螺距誤差,并同時對絲杠磨削過程中的主要工作部位進行了溫度測量實驗,繪制了溫度變化曲線圖。實驗結果分析表明,選擇合適的磨削參數組合、進一步優化磨削過程中的散熱手段,是提高滾珠絲杠副滾道表面加工質量的主要措施。
關鍵詞:滾珠絲杠副;磨削;表面加工質量;表面粗糙度;螺距誤差;溫度
0 引言
隨著國家“十四五”規劃的出臺,數控機床成為作為我國的重點規劃項目,數控機床的發展也在一定程度上彰顯著我國綜合國力的發展,因此大力發展數控機床是我國提高綜合國力和國家地位的途徑之一。滾珠絲杠作為數控機床的重要功能部件,其制造水平也對整個數控機床行業的發展起著至關重要的作用直接影響著國家制造業的發展。滾珠絲杠副的表面質量通常被作為衡量滾珠絲杠制造水平的一個重要標準。而磨削作為提升滾珠絲杠滾道表面加工質量的一種基本手段,研究其對表面加工質量的性能影響是很有必要的。
“滾珠絲杠副”一詞早在十九世紀末就出現在了人們的視線當中,但由于當時工業發展條件的限制,導致這一功能部件的制作相當困難,隨后經過100多年的發展,現如今已經出現了很滾珠絲杠副的結構形式。
為進一步探究磨削加工參數對滾珠絲杠副滾道表面加工質量的影響,改善磨削加工方式,提高磨削加工精度,本文在前人研究的基礎上,從表面粗糙度,螺距誤差以及溫度三個方面開展了滾珠絲杠副滾道表面磨削加工質量的實驗探究。
1實驗設備與測量儀器
如圖1所示為磨削加工過程圖,磨削加工實驗采用由山東博特精工股份有限公司提供的CGK-3000A高精密磨床對滾珠絲杠進行磨削加工,絲杠材料統一選用專用CrMo鋼材料,其中磨削方式采用順磨。為盡可能減小除實驗因素外其他因素對本實驗的干擾,需保證每次磨削前各種類砂輪表面形貌一致,因此在每組實驗進行前都使用成型金剛石對砂輪進行修銳,此外為了減少機床剛開始運行時由于自身摩擦導致溫度變化對實驗的影響,在實驗前將機床空轉一小時預熱后在安裝溫度傳感器進行試驗。
本實驗所用溫度傳感器采用k型壓簧式熱電偶溫度傳感器,該類型傳感器溫度測量精準,不容易受到中間介質的干擾,其溫控范圍非常廣(0℃-600℃),被廣泛應用于石油、化工、機械等工業領域。實驗中將傳感器與溫度變送器相連接,然后變送器的信號輸出端需要通過接線端子板與高速數據采集卡相連[1]。
實驗選取的接線端子板型號為ADAM-3937,選取的高速采集卡型號為PCI-1713。
2滾珠絲杠副磨削加工實驗及數據測量
影響滾珠絲杠副磨削加工質量的因素有很多,受實驗條件限制,本實驗只選取其中幾個重要因素加以實驗探究,本次實驗僅限于研究絲杠磨削加工中砂輪種類、砂輪速度、砂輪粒度以及磨削深度[2]四個主要參數對絲杠表面粗糙度以及溫度特性的影響。
為更為詳細準確的分析磨削加工中砂輪種類、砂輪速度、砂輪粒度以及磨削深度對絲杠加工質量的影響規律,優化工藝參數,本次實驗采用正交實驗設計,每個因素取三個水平。滾珠絲杠磨削加工質量因素水平表如表2。
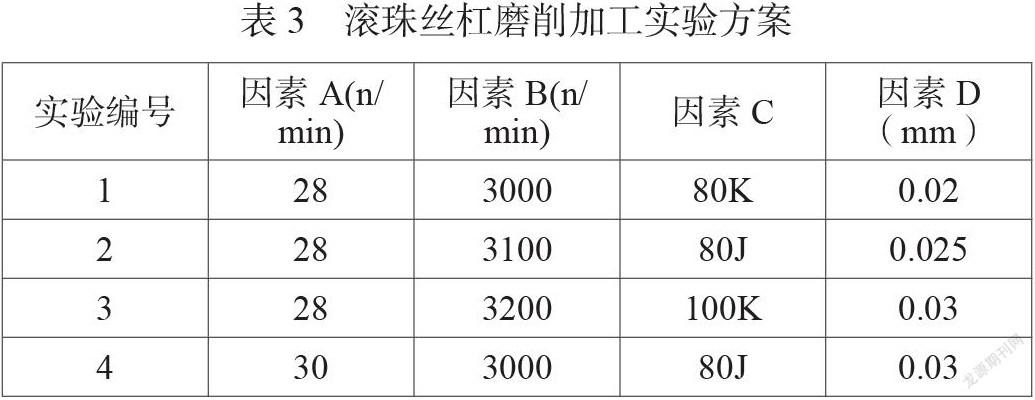
磨削時絲杠速度不同對絲杠磨削加工質量影響不同,本次實驗選擇28n/min、30n/min、32n/min作為三個水平進行試驗,在實驗方案中用代號A表示。
砂輪速度選取3000n/min、3100n/min、3200n/min作為因素B的三個水平。
砂輪粒度在絲杠磨削加工中往往對磨削加工質量起著決定性作用,結合砂輪強度等參數,本次實驗選擇將80K、80J、100K三種粒度號最為三個水平進行試驗,用代號C表示。
磨削時磨削深度的不同對絲杠磨削加工質量影響不同,本次實驗選擇0.02mm、0.025mm、0.03mm作為三個水平進行試驗,在實驗方案中用代號D表示。
為保證實驗盡可能不受其他因素的影響,在實驗過程中,砂輪每磨削一個過程就進行修正,此外砂輪材料選擇白剛玉。
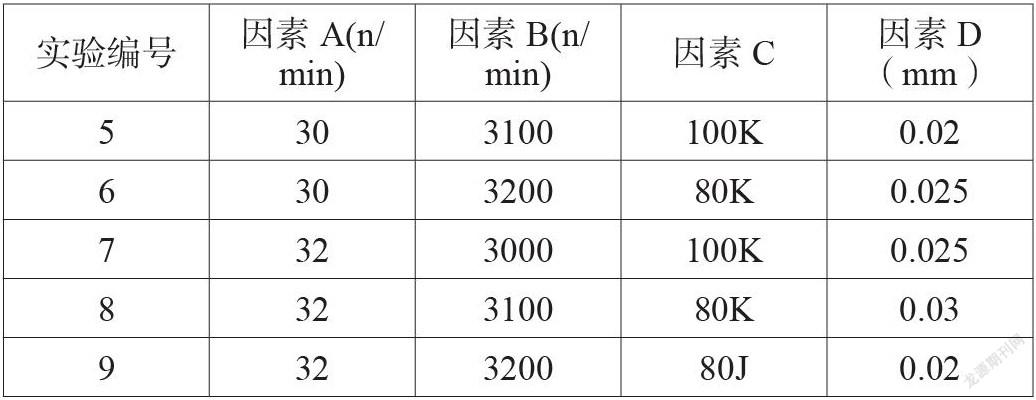
實驗中有四個因素,每個因素又分為三個水平,選擇了正交表來進行實驗方案的制定,根據正交表所得的實驗方案如下表3所示,并依表進行實驗記錄數據。
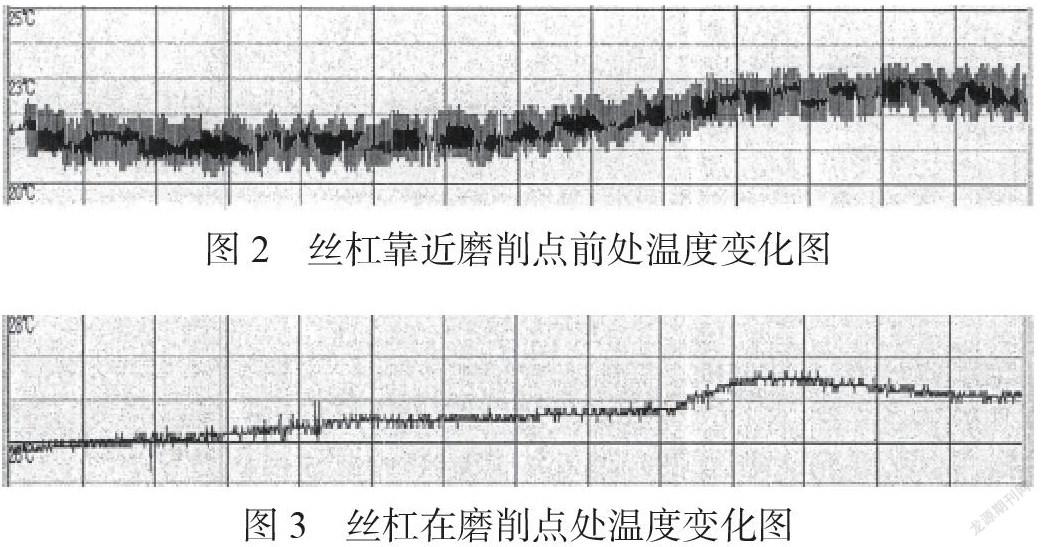
此外,本次實驗溫度傳感器主要安裝在磨削點處、絲杠靠近頭架處(磨削點前)以及絲杠靠近尾架處(磨削點后)。
為進一步分析磨削對滾珠絲杠副滾道表面質量的影響,實驗又采用單因素法分別控制砂輪粒度、砂輪速度、絲杠速度以及磨削深度中的任一參數改變,其他參數不變的方法對其進行磨削后的表面粗糙度以及螺距誤差進行測量分析,結果如下:
(1)砂輪粒度對絲杠滾道表面粗糙度的影響
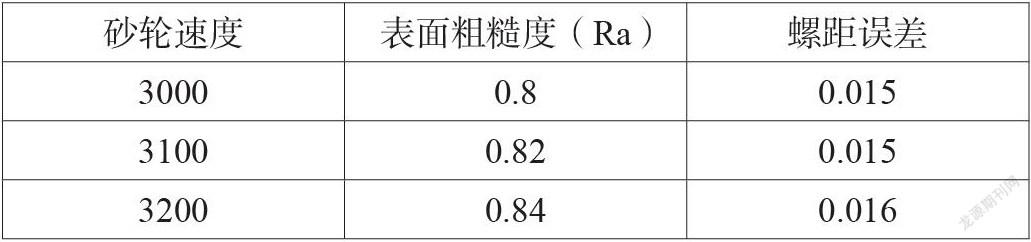
(2)砂輪速度對絲杠滾道表面粗糙度的影響
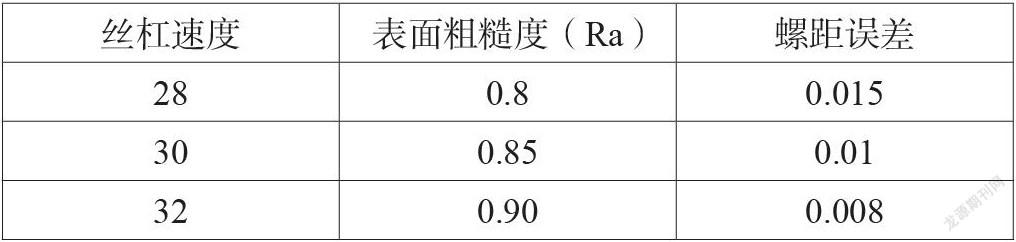
(3)絲杠速度對絲杠滾道表面粗糙度的影響
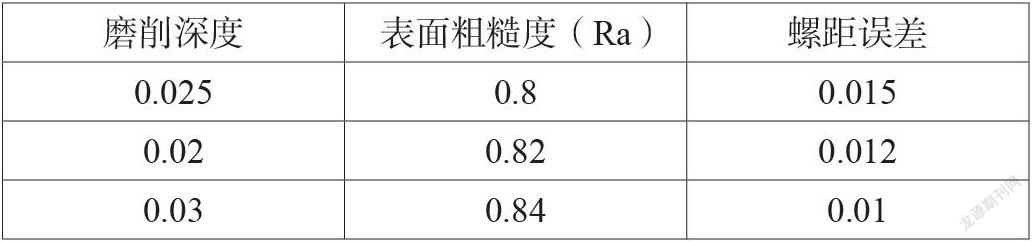
(4)磨削深度對絲杠滾道表面粗糙度的影響
3實驗測量結果與分析
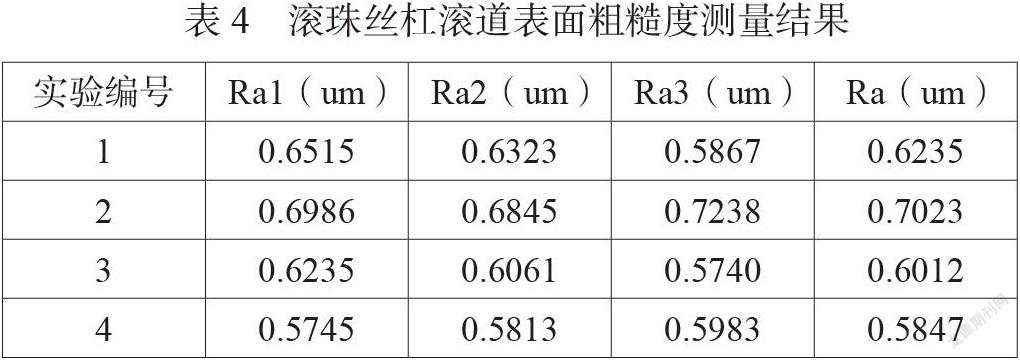
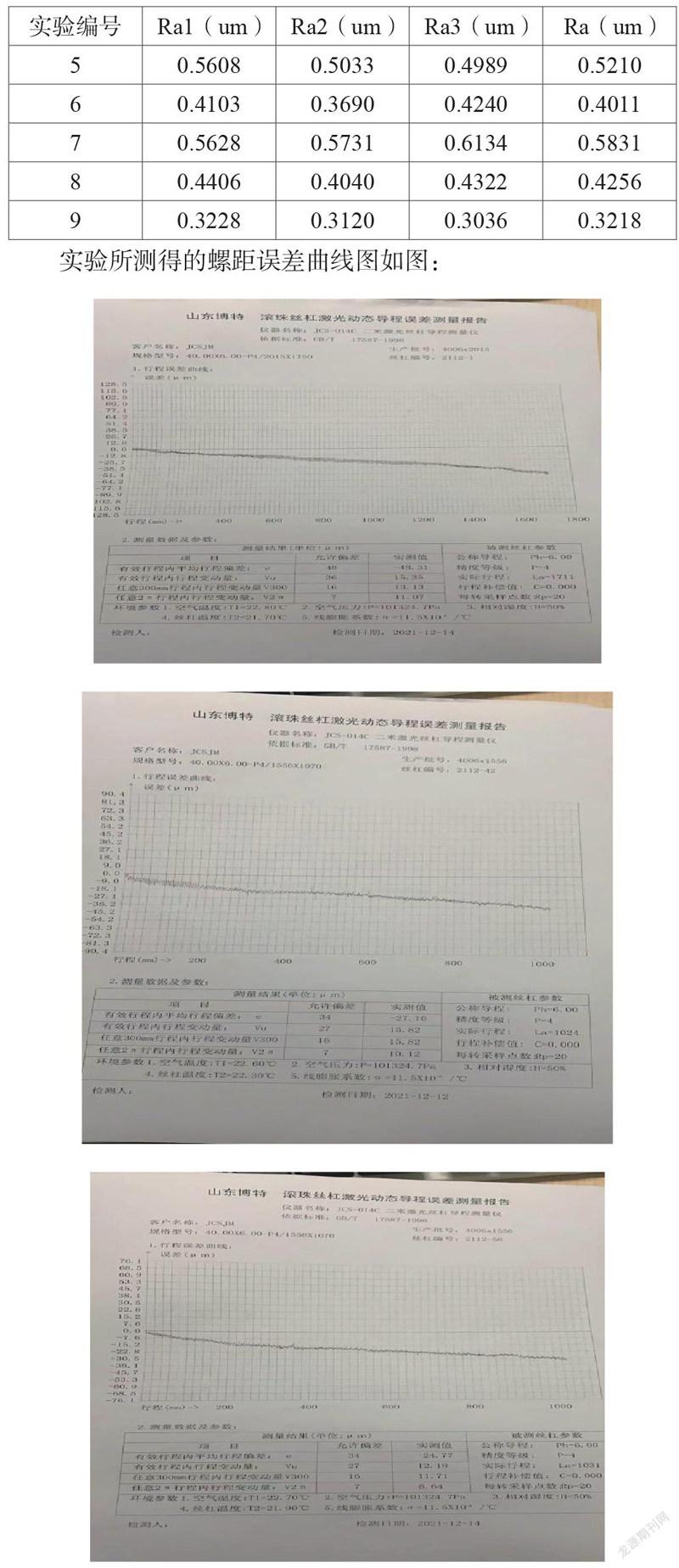
按照實驗編號逐個進行磨削加工并測量,得到的測量結果如表4所示。
實驗所測得的螺距誤差曲線圖如圖:
本次實驗所測量的表面粗糙度較為精準,而車間常用的比較法不能較準確的得出具體數值,因此選用輪廓算術平均偏差Ra來對絲杠表面粗糙度進行評價,使用粗糙度測量儀對每組實驗絲杠滾道表面Ra值進行測量。對于絲杠磨削過程中的溫升情況,需要對測試過程中各個位置的溫度傳感器同時進行測量,進而得出溫度時域圖用來顯示絲杠磨削過程中各個位置溫度變化情況。
此外為使實驗結果盡可能準確,在對上述每組實驗方案進行表面粗糙度進行測量時,需在滾珠絲杠螺紋滾到的不同點分別同時取樣,本次實驗選擇在螺紋滾道的兩端和中點取評定長度進行取樣測量,將取樣測得的結果分別標記為Ra1、Ra2,、Ra3,最后計算三次數據的平均值Ra作為本組實驗的測量結果[3]。
本次實驗采用正交實驗,正交試驗的結果分析方法通常有兩種:極差分析法和方差分析法,其中極差分析法運算簡單方便,形象直觀,也被廣泛應用到工業領域中,因此本次實驗選取極差分析法[4]。
將該方法運用到本實驗可得極差分析結果如下表5:
上面已經介紹,可以通過極差值R的大小來表明各個因素對表面粗糙度的影響,因素對應的極差值R越大,表明該因素對表面粗糙度的影響越大。比較A、B、C、D四個因素極差值的大小可得對滾珠絲杠滾道表面粗糙度的影響程度由大到小依次為砂輪粒度、砂輪速度、絲杠速度、磨削深度。
另外通過對單因素實驗法所測得的數據進行分析后可以得到以下結論:
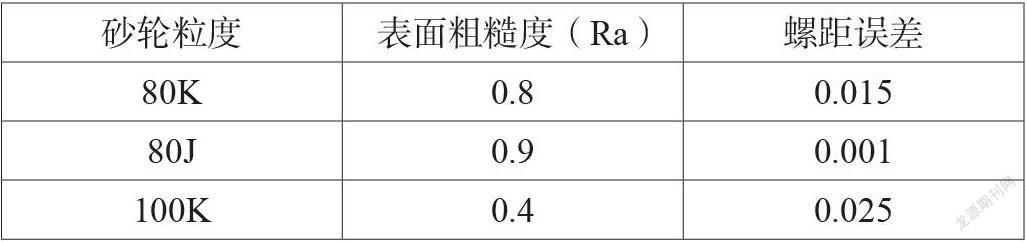
(1)同一硬度的砂輪粒度號越大,絲杠的表面粗糙度越小,這是由于砂輪粒度號越大,砂輪的磨粒越細小,砂輪有效參與磨削的刀刃數就越多,磨削質量就會越好,但粒度號高的螺距誤差會比粒度號低的大;同一粒度號不同硬度的砂輪,硬度較大的比硬度較小的磨削質量較好,表面粗糙度較低,但螺距誤差會比硬度低的大。
(2)隨著砂輪速度的增加,絲杠的表面粗糙度成下降趨勢,這是由于砂輪速度的增加使得磨削速度大于了絲杠滾道表面塑性變形的速度,從而導致其塑性變形較少,表面粗糙度較好,但與此同時隨著砂輪速度的增加,其螺距誤差也會略有上升。
(3)隨著絲杠速度的增加,導致單位時間內絲杠滾道與砂輪的接觸面積減少,從而降低的磨削質量,是表面粗糙度變差,但會導致絲杠的螺距誤差相應減少。
(4)隨著磨削深度的增大會使得絲杠滾道表面表面粗糙度略有增大,這是由于隨著磨削深度的增加導致磨削溫度升高造成的,同時也會導致螺距誤差相應增大。
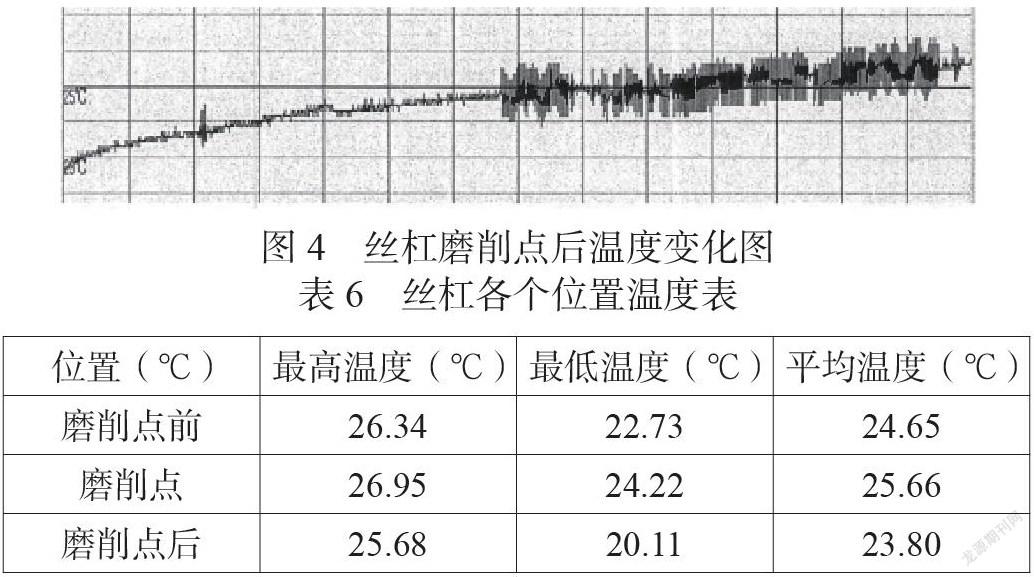
與此同時測得滾珠絲杠磨削過程中各部位溫升變化情況如圖。
其各個位置最高溫度、最低溫度、平均溫度如表6:
通過各個位置溫度變化曲線圖以及溫度變化表可以得出以下結論:
(1)絲杠在磨削過程中,測試的三點處溫度上升較為明顯,尤其是磨削點處上升幅度最大,·造成這種現象的原因主要是由于磨削時砂輪上突出位置的磨粒會與絲杠表面直接接觸,其中有些磨粒會發生滑擦現象,而滑擦就會產生熱量,與此同時磨削過程中也會產生大量的磨削熱,因此導致磨削點處的溫度上升較為明顯。由于熱傳導性,從而導致整個絲杠的溫度呈上升趨勢。
(2)磨削點前的溫度與磨削點后的溫度相比相對較高,這是由于磨削過程中磨削熱的不斷累積形成的。
(3)磨削點前后的溫度變化波動較大主要是因為冷卻液的使用效果不同、儀器之間的接觸不良造成的。
4結語
本文通過理論計算和實驗測量的方法,基于滾珠絲杠副滾道表面磨削機理。運用正交實驗的方法將實驗分組,對于實驗所采集的數據用極差法進行計算分析,最后得出相應的結論,與此同時還對絲杠磨削過程中的主要工作部位進行了溫度測量實驗,繪制了溫度變化曲線圖,說明了絲杠磨削過程中溫度變化的主要原因。通過實驗結果表明對滾珠絲杠滾道表面粗糙度的影響程度由大到小依次為砂輪粒度、砂輪速度、軸向進給量、磨削深度;絲杠磨削過程中產生的熱量也會對整個磨削過程產生影響。因此,選擇合適的磨削參數組合、進一步優化磨削過程中的散熱手段,是提高滾珠絲杠副滾道表面加工質量的主要措施。
參考文獻
[1]于艷梅.《絲杠磨削加工質量因素分析及實驗研究》.
[2]徐加磊.《精密滾珠絲杠副磨削加工表面質量及其實驗研究》.
[3]劉金華,龍譽,方曙光,明瑞.面齒輪磨削工藝參數優化的實驗研究[J].湖南工業大學學報,2017,31(04):14-19.
[4]杜金萍.基于模糊綜合評價的磨削過程優化研究[J].煤礦機械,2008(07):55-57.
