AG螺紋安裝后脫出故障研究
2021-01-11 06:20:54中國航發(fā)西安動力控制科技有限公司陜西西安710077孫莉潔
金屬加工(冷加工) 2020年12期
關(guān)鍵詞:故障
■中國航發(fā)西安動力控制科技有限公司 (陜西西安 710077) 劉 勇 孫莉潔 金 帆
帶AG螺紋的鋼制螺套擰入鋁合金殼體內(nèi)螺紋是航空燃油附件常用的一種過盈螺紋聯(lián)接結(jié)構(gòu),可以可靠地起到聯(lián)接固定甚至密封的作用,廣泛應(yīng)用于航空發(fā)動機(jī)燃油附件緊固件的聯(lián)接。在安裝時使用螺紋扳手,當(dāng)螺套安裝到位后,則退出螺紋扳手。針對螺套安裝到位后退出工裝扳手時將螺套一并帶出的故障進(jìn)行研究,最終確定了主要原因,制定了措施,解決了脫出故障。
1. 工作機(jī)理及故障現(xiàn)象
AG螺紋是鋼制外螺紋零件擰入鋁合金機(jī)體時推薦選用的一種過盈螺紋,在自由狀態(tài)下外螺紋比內(nèi)螺紋中徑大,內(nèi)、外螺紋進(jìn)行裝配的過程中兩者尺寸變得相等,并通過螺紋材料的彈性壓縮和塑性變形,對外在施加的松動扭矩產(chǎn)生很大阻力,可靠地防止螺紋松動。
裝配前,先使用塞規(guī)對殼體內(nèi)螺紋進(jìn)行分組,再選用同組別的螺套進(jìn)行配對,以控制合理的過盈量,裝配如圖1所示。使用工裝扳手1先擰入螺套2的內(nèi)螺紋,然后將螺套2的外螺紋擰入殼體4的內(nèi)螺紋,安裝到位后,擰出工裝扳手1。殼體內(nèi)螺紋、螺套內(nèi)外螺紋和工裝扳手螺紋的相關(guān)尺寸見表1。
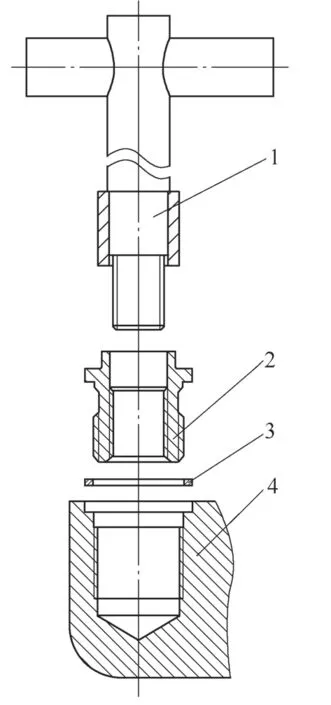
圖1 裝配示意
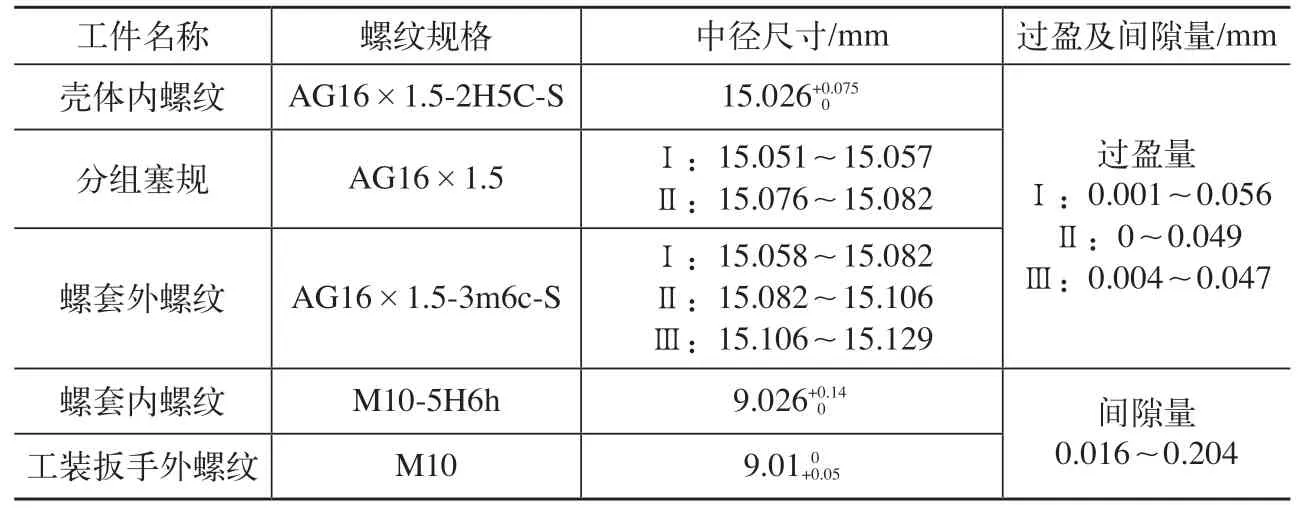
表1 螺紋相關(guān)尺寸
從表1可看出,螺套內(nèi)螺紋與工裝扳手外螺紋是間隙配合,螺套外螺紋與殼體內(nèi)螺紋是過盈配合,按照過盈螺紋的機(jī)理,裝配完成后應(yīng)能順利退出工裝扳手,但現(xiàn)場出現(xiàn)了在退出工裝扳手時將螺套帶出的現(xiàn)象,此現(xiàn)象與過盈螺紋的工作機(jī)理相悖。
2. 故障再現(xiàn)試驗(yàn)
為準(zhǔn)確定位故障原因,分別選取了6套殼體及螺套,進(jìn)行了故障再現(xiàn)的試驗(yàn),試驗(yàn)結(jié)果見表2。
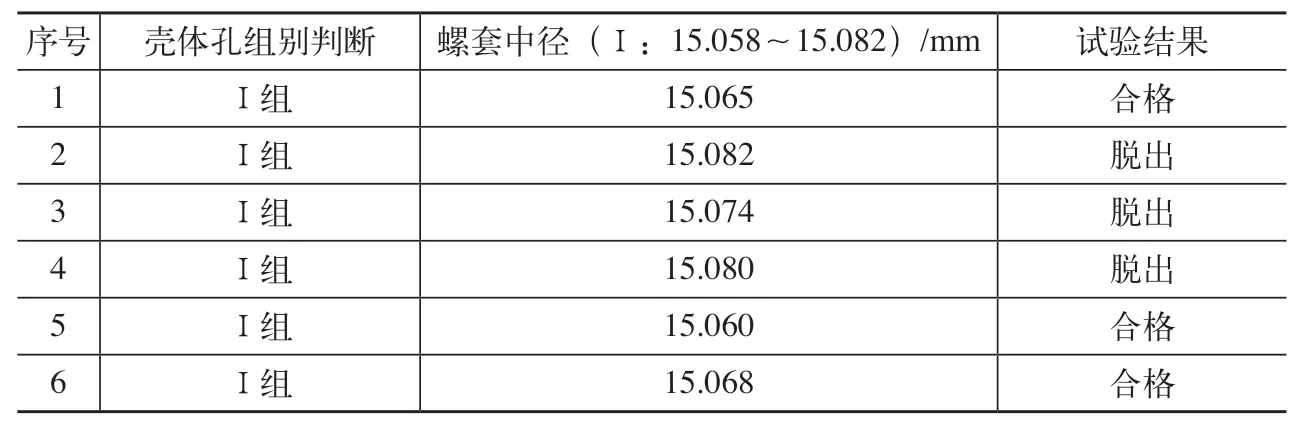
表2 故障再現(xiàn)試驗(yàn)結(jié)果
從試驗(yàn)結(jié)果可看出,螺套的中徑偏下限時,即配合過盈量偏小時,裝配后不會脫出;螺套的中徑偏上限時,即配合過盈量偏大時,裝配后會脫出。
根據(jù)過盈螺紋的工作機(jī)理,過盈量越大,內(nèi)外螺紋牙型的壓緊力及摩擦力越大,安裝可靠性就越好,試驗(yàn)結(jié)果與過盈螺紋的工作機(jī)理剛好相反。
3. 原因分析
針對試驗(yàn)結(jié)果,對螺套的擰入過程進(jìn)行受力分析,如圖2所示。
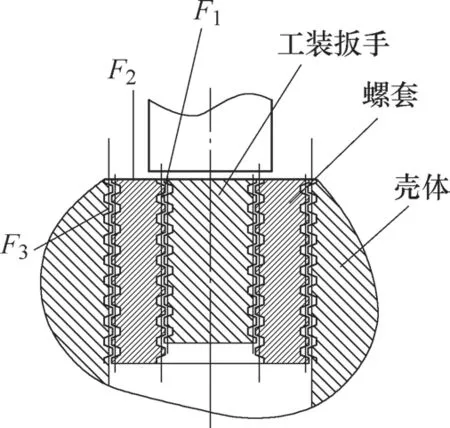
圖2 螺套擰入受力分析示意
螺套擰入過程中共產(chǎn)生3個力:①螺套的內(nèi)螺紋與工裝扳手外螺紋的摩擦力F1。此處螺紋為間隙配合,摩擦力較小,在分析過程中可忽略。②工裝扳手與螺套端面的摩擦力F2。因要確保螺套端面與殼體之間的墊片在擰入壓緊力的作用下產(chǎn)生塑性變形,所以此處壓緊力較大,工裝扳手與螺套端面的摩擦力F2較大,且工裝扳手的硬度為40HRC,螺套的硬度為38HRC,二者硬度比較接近,容易抱緊咬合。③螺套外螺紋與殼體內(nèi)螺紋的摩擦力F3,此處為AG過盈螺紋,裝配后會發(fā)生彈性壓縮和塑性變形,摩擦力較大。
當(dāng)工裝扳手與螺套端面的摩擦力F2小于螺套外螺紋與殼體內(nèi)螺紋的摩擦力F3時,在完成裝配旋出工裝扳手時,工裝扳手與螺套端面的摩擦力F2的反作用力不會完全抵消AG過盈螺紋之間的摩擦力F3,就不會帶出螺套。
當(dāng)工裝扳手與螺套端面的摩擦力F2大于螺套外螺紋與殼體內(nèi)螺紋的摩擦力F3時,在完成裝配旋出工裝扳手時,工裝扳手與螺套端面的摩擦力F2的反作用力完全抵消了AG過盈螺紋之間的摩擦力,就會帶出螺套。
綜上,工裝扳手與螺套端面摩擦力對螺套脫出影響最大。當(dāng)螺套AG螺紋的中徑值偏上限時,因其過盈量偏大,導(dǎo)致擰入A G螺紋時工裝扳手向下施加的壓緊力增大,最終增大了端面的摩擦力,在旋出工裝扳手的瞬間需要較大的反作用力,完全抵消了AG過盈螺紋之間的摩擦力,就容易帶出螺套。此分析與故障再現(xiàn)中中徑偏上限的螺套易脫出的現(xiàn)象吻合。
4. 改進(jìn)措施
為減小工裝扳手與螺套端面摩擦力,采取了兩種改進(jìn)措施。
1)在現(xiàn)有工裝扳手與螺套之間增加高硬度墊片,加大與螺套硬度的差值梯度,以達(dá)到減小工裝扳手與螺套端面的摩擦力,降低抱緊咬合程度的目的。裝配時,在扳手端面與螺套端面分別增加1~2個高硬度墊片,進(jìn)行安裝試驗(yàn),試驗(yàn)結(jié)果見表3、表4。通過增加1~2個墊片,有效降低了螺套處于上限時的脫出概率,但仍存在脫出故障。
2)改進(jìn)工裝結(jié)構(gòu),消除工裝與螺套端面的摩擦力。改進(jìn)后的工裝如圖3所示。
在安裝螺套到位后,旋出螺釘,就消除了墊板與螺套端面的摩擦力,只需克服聯(lián)接頭與螺套內(nèi)螺紋表面極小的摩擦力,就可以順利旋出工裝。使用改進(jìn)后的工裝進(jìn)行試驗(yàn),結(jié)果見表5。改進(jìn)工裝后,無論螺套中徑值偏上限或下限,均未出現(xiàn)脫出故障。
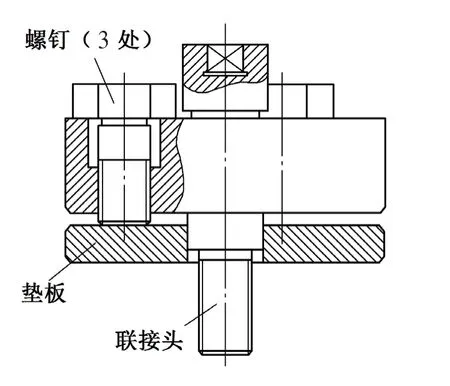
圖3 改進(jìn)后的工裝
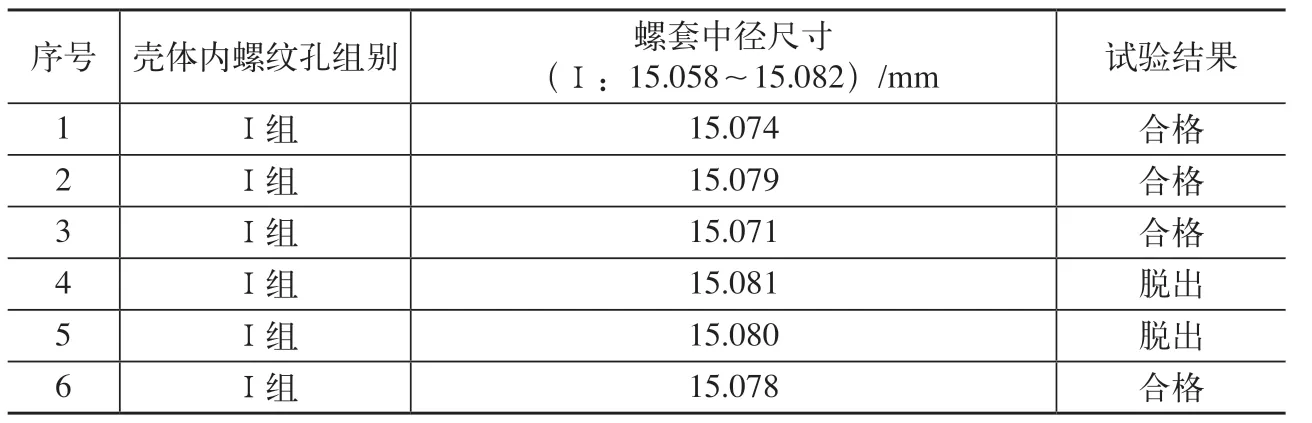
表3 增加1個墊片的試驗(yàn)結(jié)果
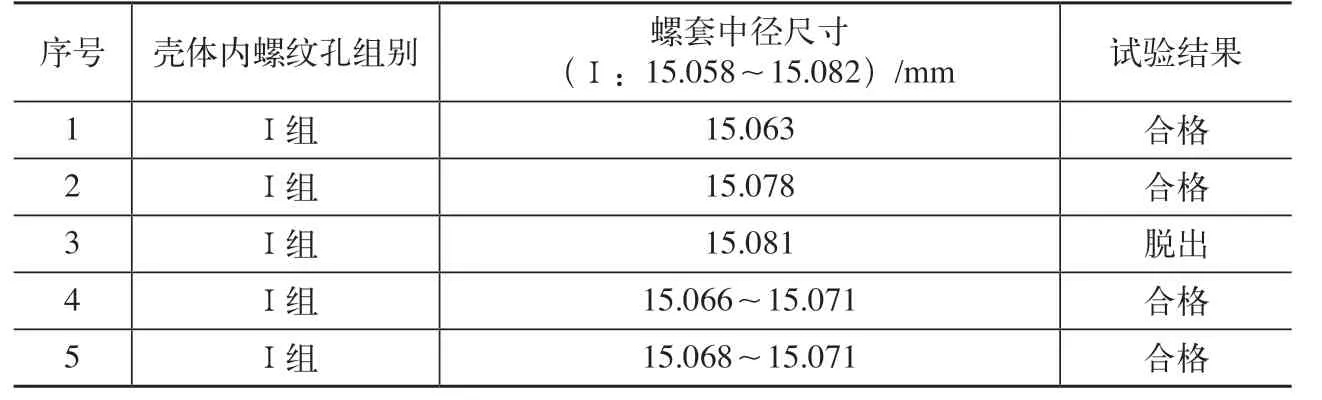
表4 增加2個墊片的試驗(yàn)結(jié)果
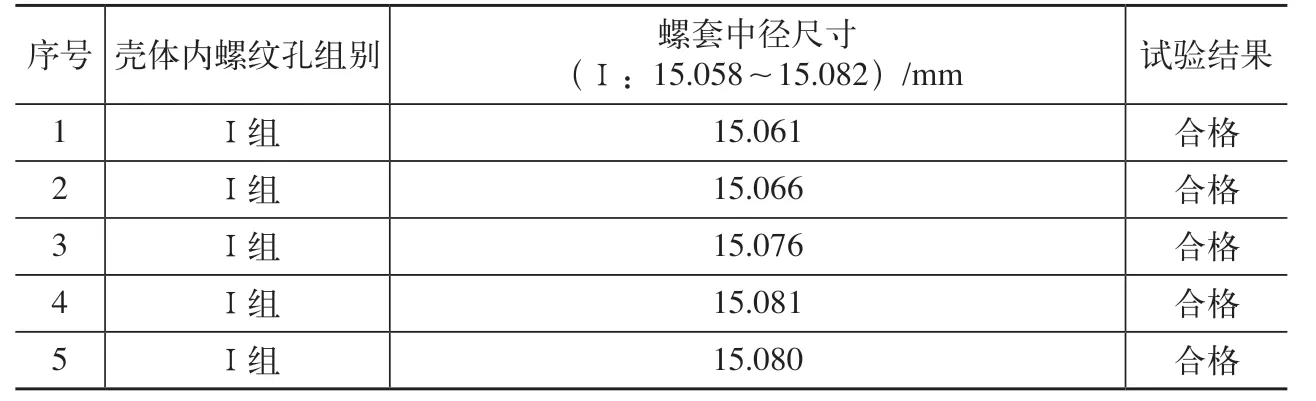
表5 使用改進(jìn)后工裝的試驗(yàn)結(jié)果
5. 結(jié)語
針對帶AG螺紋的鋼制螺套裝配時脫出的故障,圍繞AG螺紋的工作機(jī)理,依據(jù)故障現(xiàn)象,進(jìn)行了深入的原因分析,確定了影響螺套裝配的主要因素是工裝與螺套端面的摩擦力,并提出了改進(jìn)措施,通過試驗(yàn)驗(yàn)證,消除了螺套脫出的故障。
該故障分析得出的結(jié)論,可推廣至航空發(fā)動機(jī)燃油附件類似產(chǎn)品的AG螺紋安裝。
猜你喜歡
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年8期)2015-04-17 03:32:52
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年7期)2015-04-17 02:12:40
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:39