數(shù)控系統(tǒng)智能刀具管理
2021-01-11 06:20:50武漢華中數(shù)控股份有限公司湖北武漢430223肖學(xué)鵬
金屬加工(冷加工) 2020年12期
■武漢華中數(shù)控股份有限公司 (湖北武漢 430223) 晏 偉 劉 濤 肖學(xué)鵬 賈 衡 蔡 飛
1. 刀具管理功能
隨著現(xiàn)代加工技術(shù)的發(fā)展,刀具作為加工生產(chǎn)的主要資源,其材料、形狀和加工條件等各種要求也越來越多。為了提高加工效率及質(zhì)量,實現(xiàn)一次裝夾完成多工序加工或連續(xù)自動化加工的目的,需要數(shù)控系統(tǒng)具有對各種不同的刀具及其信息進行統(tǒng)一管理的功能,即刀具管理功能,主要有以下幾個方面。
(1)刀具信息管理 每把刀具都包括兩種信息,一種是刀具描述信息,即靜態(tài)信息,如刀具名稱、幾何參數(shù)(刀具長度和刀具半徑等),手動輸入并且不再變化;另一種為刀具狀態(tài)信息,即動態(tài)信息,如刀具所在位置、刀具壽命(使用次數(shù)、使用時間和磨損量等),在輸入后,隨著刀具的使用,數(shù)據(jù)會不斷更新,系統(tǒng)實時記錄并統(tǒng)計。
(2)刀具位置調(diào)度管理 刀具的位置調(diào)度管理就是根據(jù)刀具的信息,按照一定的選刀策略,及時而準確地將所需的新刀具裝到主軸上,并將舊刀具歸還刀庫備用,具有備刀功能的機床,還可將后續(xù)所需的刀具提前放至備刀區(qū)域,以節(jié)省下把刀的換刀時間。
(3)刀具特殊屬性管理 隨著刀具種類的增多,有些刀具有特殊的屬性需要設(shè)置,且對使用有特殊要求,需要單獨處理,例如需要對使用時主軸的最高速度進行限制、內(nèi)冷卻功能刀具在使用時需要打開內(nèi)冷卻等。
隨著近年來人工智能技術(shù)的持續(xù)發(fā)展,傳統(tǒng)行業(yè)與人工智能技術(shù)融合加深,對定制化、精細化數(shù)據(jù)呈現(xiàn)出旺盛的需求。作為數(shù)控系統(tǒng)重要功能的刀具管理,也邁入數(shù)字化、智能化的時代,通過豐富刀具數(shù)據(jù)信息的采集方式、采集種類,并對其進行定向分析,為用戶提供更多、更好、更便捷的功能,實現(xiàn)智能的刀具管理方案。
2. 智能刀具信息管理
智能刀具管理中刀具數(shù)據(jù)信息的采集方式更加多樣化,不再局限于手動方式更改,支持直接在機測量刀具幾何數(shù)據(jù)并錄入數(shù)控系統(tǒng)進行管理,也支持R F I D電子標簽等第三方數(shù)據(jù)錄入及管理。
(1)在機測量刀具幾何數(shù)據(jù)錄入 華中數(shù)控系統(tǒng)的刀具自動測量功能,可按照表格及提示步驟(見圖1),設(shè)置好關(guān)鍵參數(shù),自動生成測量程序,自動調(diào)用設(shè)置的各個刀具進行刀具長度、半徑的幾何尺寸測量,并自動錄入刀補表中。
自動在機測量的優(yōu)點包括:①可實現(xiàn)無人操作,減少人為原因造成的數(shù)據(jù)錄入錯誤。②在實際裝夾條件及正常加工轉(zhuǎn)速下測量刀具,可即時測出并修正主軸誤差及刀具裝夾誤差,在產(chǎn)生次品前對偏擺進行檢查,提高測量精度。③刀具測量嵌入加工過程,實現(xiàn)更高生產(chǎn)效率,縮短停機設(shè)定時間。④機內(nèi)在線監(jiān)控刀具幾何尺寸,進行刀具破損和刀具磨損的檢查,避免刀具破損導(dǎo)致的后續(xù)損失。
(2)基于RFID的刀具數(shù)據(jù)智能管理 華中數(shù)控基于RFID的刀具數(shù)據(jù)智能管理,可實現(xiàn)車間級多機臺的刀具集中管理和自動錄入。RFID數(shù)據(jù)錄入可實現(xiàn)以下功能。
1)刀具參數(shù)電子化傳遞。刀具和RFID標簽綁定為一體,不會遺漏;刀具的參數(shù)信息和補償信息集成到標簽,傳輸不會出差錯;刀具信息電子化,受環(huán)境干擾小。
2)刀具定位和信息集成。刀具實時跟蹤,刀具信息隨時查詢;便于刀具統(tǒng)計管理;便于刀具質(zhì)量控制和倉庫控制。
3)刀具壽命檢測和控制。有效記錄刀具使用過程,壽命可跟蹤;向用戶提供追溯連續(xù)質(zhì)量控制過程的能力,不會由于刀具拆卸至其他機床導(dǎo)致前期數(shù)據(jù)丟失。
RFID使用流程:刀具修整→刀具數(shù)據(jù)測量→刀具數(shù)據(jù)(含工藝參數(shù))錄入RFID→NC讀取裝入刀具RFID信息→NC更新卸載刀具的信息,如圖2所示。
RFID標簽與NC連接及數(shù)據(jù)交互如圖3所示,標簽數(shù)據(jù)通過RS232或以太網(wǎng)接口與NC裝置連接,數(shù)控系統(tǒng)通過PLC中的RFID讀寫器(標簽讀取或?qū)懭肽K)進行刀具數(shù)據(jù)的交互,數(shù)據(jù)包括刀具幾何參數(shù)、刀具壽命和工藝參數(shù)等。

圖1 表格及提示步驟
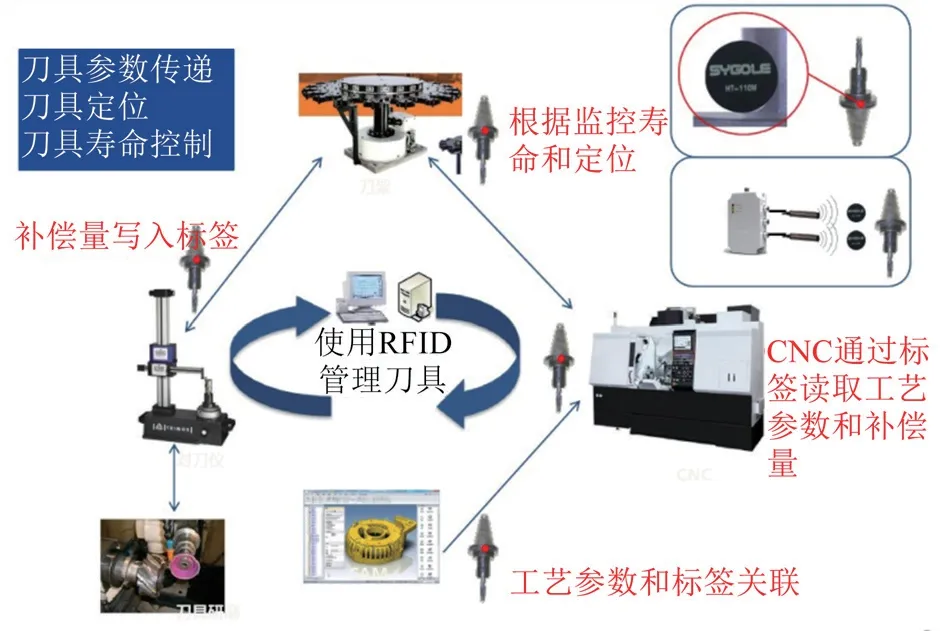
圖2 RFID使用流程
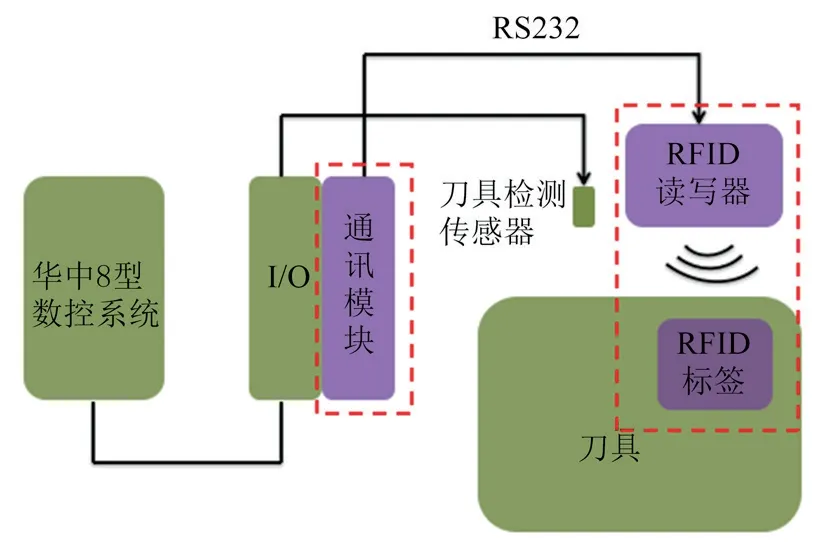
圖3 RFID標簽與NC連接及數(shù)據(jù)交互
3. 智能刀具調(diào)度管理
智能刀具調(diào)度管理不僅局限于刀具位置的調(diào)度管理,還可以通過實時采集、分析處理刀具使用中的電控大數(shù)據(jù),進行刀具壽命預(yù)警或刀具斷刀檢測,避免刀具損壞后出現(xiàn)批量廢品。
(1)智能刀具壽命管理 原有刀具壽命只簡單對刀具加工時的使用次數(shù)和使用時長中的一種進行統(tǒng)計,只能粗略反饋刀具實際壽命,華中數(shù)控智能刀具壽命管理對刀具壽命的統(tǒng)計類型不僅增加切削里程、切削能耗和主軸轉(zhuǎn)數(shù)等,還可以對其中的一種或多種類型單獨設(shè)置權(quán)重進行綜合統(tǒng)計。
智能刀具壽命管理的優(yōu)點:通過增加刀具壽命的采樣類型,可統(tǒng)計更多與刀具壽命相關(guān)的數(shù)據(jù)信息,特別適用于比較復(fù)雜的加工場景,如零件毛坯尺寸、密度差異較大時,每件工件加工刀具的損耗不一,采用智能刀具壽命管理就可以很好地解決此類問題。
刀具壽命管理方式即刀具壽命計數(shù)類型,除了傳統(tǒng)的安裝次數(shù)、切削時間方式外,還包含了切削里程、切削能耗和主軸轉(zhuǎn)數(shù)等。切削里程指系統(tǒng)自動計算的刀具在零件上的切削軌跡長度,銑床切削里程=刀具周長×主軸轉(zhuǎn)速,車床車削里程=工件周長×主軸轉(zhuǎn)速。切削能耗指系統(tǒng)自動計算的刀具執(zhí)行切削指令時主軸所產(chǎn)生的能耗。主軸轉(zhuǎn)數(shù)指刀具切削時系統(tǒng)自動累計的主軸旋轉(zhuǎn)圈數(shù)。
除此之外還新增了權(quán)重設(shè)置及報警策略選擇功能。權(quán)重根據(jù)管理方式的優(yōu)先級設(shè)置,優(yōu)先級越高的權(quán)重越大。一票否決策略是指當綜合刀具壽命管理方式中的任何一種方式顯示壽命結(jié)束時,系統(tǒng)就會提示“刀具壽命已完”。加權(quán)之和策略是指當綜合刀具壽命管理方式中所有方式都顯示壽命結(jié)束時,系統(tǒng)才會提示“刀具壽命已完”。加權(quán)之和=(方式1的已用壽命/最大壽命)×權(quán)重+(方式2的已用壽命/最大壽命)×權(quán)重+……+(方式n的已用壽命/最大壽命)×權(quán)重。
(2)智能斷刀檢測 通過采集正常加工時的主軸功率波形圖,設(shè)置斷刀模塊特征參數(shù),計算斷刀閾值,實時進行斷刀報警(目前僅支持鉆孔斷刀檢測,鉆頭直徑>1.6mm)。在用戶處加工實測的報警準確率在99%以上,極大地減少了因斷刀造成的后續(xù)工序刀具損失。
智能斷刀檢測的優(yōu)點:①無需外加傳感器,無額外設(shè)備成本,只需以HSV-180US系統(tǒng)伺服驅(qū)動上傳的實時主軸功率信息為主要依據(jù)。②斷刀檢測與數(shù)控加工同時進行,可以實時監(jiān)控而不影響機床正常加工。③實時、準確的斷刀檢測服務(wù),避免了后續(xù)刀具及零件報廢,提高了自動化生產(chǎn)線的產(chǎn)品直通率。
智能斷刀檢測的原理:通過采樣加工時主軸的輸出功率,分析整個鉆孔加工過程中主軸功率的時域變化(見圖4),再通過處理特征數(shù)據(jù)提取出加工過程的占空比,判斷是否在加工過程中出現(xiàn)斷刀現(xiàn)象。
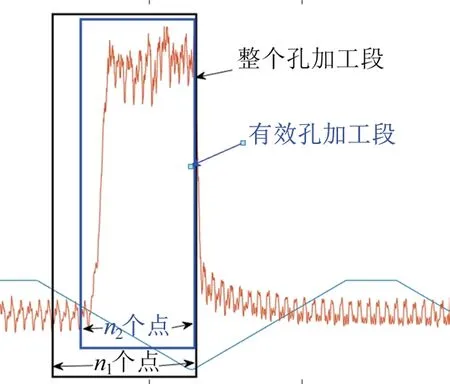
圖4 主軸功率的時域變化
圖4中黑色框為一個完整的孔加工段數(shù)據(jù)(假設(shè)數(shù)據(jù)個數(shù)為n1),藍色框為其中有效加工段的數(shù)據(jù)(假設(shè)數(shù)據(jù)個數(shù)為n2)。比率值l就是兩個點數(shù)之比(l=n2/n1)。一般而言,對于正常加工數(shù)據(jù),比率值在0.5以上。一旦監(jiān)測到一個孔的比率值低于比率閾值,就判定為斷刀。
為了提高斷刀檢測的準確性,功能模塊進行了數(shù)據(jù)濾波。這里選取的是滑動平均平滑濾波,濾波強度指的就是滑動窗口的大小。模塊設(shè)定的濾波強度范圍為10~50ms。濾波強度越大,分析的數(shù)據(jù)越平滑,越能排除異常數(shù)據(jù)的影響,從而減少誤報幾率。
4. 結(jié)語
智能刀具管理更多地采用自動化、數(shù)字化的方式進行刀具數(shù)據(jù)的收集、傳輸,并對刀具使用中所產(chǎn)生的速度、位置和電流等大數(shù)據(jù)進行處理、分析,為用戶提供格式化后的刀具里程、刀具轉(zhuǎn)數(shù)、功率及能耗等可視化數(shù)據(jù),并以此為依據(jù)提供更多實用性功能,從而提高機床自動化、智能化水平。
猜你喜歡
今日農(nóng)業(yè)(2022年15期)2022-09-20 06:56:20
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
中華手工(2017年2期)2017-06-06 23:00:31
雜文月刊(2016年1期)2016-02-11 10:35:51
現(xiàn)代企業(yè)(2015年8期)2015-02-28 18:54:47
中外會展(2014年4期)2014-11-27 07:46:46
現(xiàn)代企業(yè)文化·綜合版(2011年6期)2011-06-24 05:30:44