SS4改型電力機車軸箱體加工工藝改進
2021-01-11 06:20:40中車大同電力機車有限公司山西大同037038焦小玲郭軍鋒
金屬加工(冷加工) 2020年12期
■中車大同電力機車有限公司 (山西大同 037038) 焦小玲 牛 森 郭軍鋒
機車軸箱體是電力機車牽引裝置的重要部件。它將機車的重力經過輪對傳遞給鋼軌,并將來自鋼軌的牽引力、制動力和橫向力等傳遞給轉向架構架。
SS4改型電力機車是在SS4、SS5和SS6型電力機車的基礎上,吸取了8K型電力機車的一些先進技術設計的重載型機車。其軸箱體裝在車軸兩端軸頸上,將機車一系彈簧上部分靜負荷和動負荷傳遞給輪對,將輪對的牽引力或制動力傳到構架上,同時傳遞輪對與構架間的橫向和縱向作用力。軸箱體是軸箱裝配中的主要零件。軸箱體為鑄鋼件,中間呈圓筒形,內孔與軸承外圈配合。左上方和右下方有八字形楔口,通過楔口與軸箱拉桿相聯接。兩邊有彈簧座,兩個彈簧座一高一低,一系彈簧就落坐在彈簧座上。軸箱體上焊有吊環。
以前S S4改型電力機車軸箱體整個加工工藝路線基本都是在普通機床上完成,工序較多,且尺寸公差、幾何公差和某些加工面粗糙度要求不易得到保證,產量也不能得到有效的提高。由于車間現在大量使用加工中心,保留普通機床從工藝布局和操作人員的配置上也存在極大困難。因此,改進SS4改型機車軸箱體加工工藝方法、提高產品質量和生產效率成為當務之急。

圖1 SS4改型電力機車軸箱體外形
1. 改進前SS4改型電力機車軸箱體加工工藝分析
SS4改型電力機車軸箱體外形如圖1所示。改進前其加工工藝為:毛坯劃線→粗車內孔及端面→精車內孔及端面→加工彈簧座面、拉桿座及八字形楔口→鉆端面12個M20螺紋孔→磨軸承孔→鉗工打磨修整。
改進前工藝路線的特點是:整個工藝路線工序較多,生產效率不高。工藝過程中較多地使用普通設備,加工基準多次轉換,尺寸公差和幾何公差很難保證。
1)加工彈簧座面、拉桿座及八字形楔口采用臥式加工中心,鉆端面12個M20螺紋孔使用搖臂鉆和鉆模。
2)由于加工過程中以精車內孔及端面作為后工序的工藝基準,所以在實際操作中,必須保證精車兩端面的平行度≤0.05mm,在加工彈簧座面、拉桿座及八字形楔口和磨軸承孔兩工序時,保證夾具定位面與機床工作臺面平行度≤0.02mm,工件在夾具上裝夾時,檢查工件與夾具定位面間隙≤0.03mm。這樣對車加工的要求就很高。
3)軸承孔是軸箱體的設計基準,由于精磨軸承孔加工是靠火花找正,因此對操作者技能要求較高。各加工部位完成后進行軸承孔的磨削加工,使得各加工部位的幾何公差精度不易保證。
2. 改進后軸箱體加工方法的確定
對SS4改型電力機車軸箱體加工工藝進行改進,改進后的工藝路線為:毛坯劃線→粗車內孔及其中一端面→加工彈簧座面、拉桿座及八字形楔口→鏜軸承孔及鉆、攻端面12個M20螺紋孔→鉗工打磨修整。
改進后工藝路線的特點是:整個工藝過程中較多地使用加工中心,工序集中,加工精度和生產效率較高。軸承孔是軸箱體的設計基準,在完成彈簧座面、拉桿座及八字形楔口加工后,以彈簧座內孔作基準,軸承孔內孔和端面一次加工完成,使各加工部位的幾何公差精度容易保證。
3. 劃線及粗車
將工件水平吊放在平臺千斤頂上,找正,劃線處涂白色;劃腰線一周。以腰線為基準,劃兩端面加工線,保證尺寸284mm。將工件翻轉90°吊放在千斤頂上,找正腰線,裝好球心器,找出孔中心(參考φ 3 2 6 m m 外圓),劃孔線φ286mm。在粗車時將劃有φ286mm內孔加工線的一側向上放置,通過調節定位支撐釘按腰線找水平,按φ286mm孔加工線找正,找正孔線并夾緊工件。車上端面,保證上端面到腰線的尺寸(142±0.5)mm,粗車內孔φ286+1+0mm。此部分切削完成后,工件尺寸如圖2 所示。
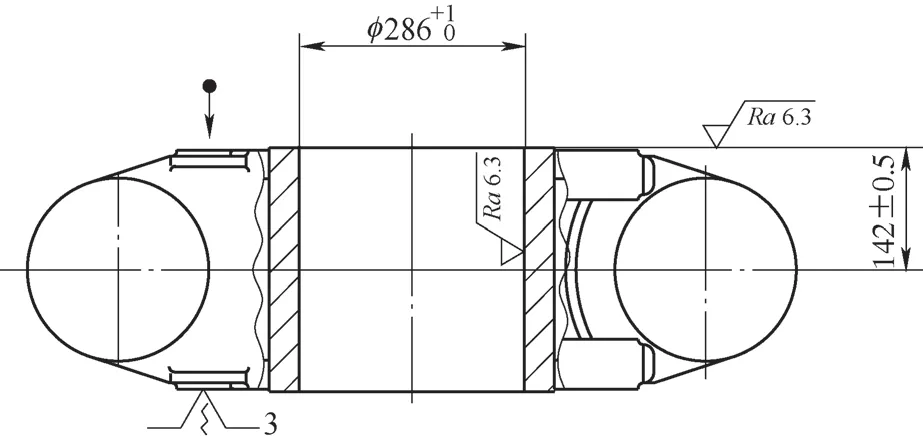
圖2 粗車后工件尺寸

圖3 加工彈簧座面、拉桿座及八字形楔口裝夾方式
4. 加工彈簧座面、拉桿座及八字形楔口
在粗車完以后軸承孔和端面單邊留2mm,工件以內孔及粗車完的端面在自定心卡盤上定位;按彈簧座面加工線找正,用三爪壓板壓緊工件。SS4改型電力機車軸箱體鏜銑工序在韓國某加工中心上進行,由于工作臺尺寸為1 250mm×1 150mm,在加工一系彈簧座面和楔口時,主軸鏜桿伸出得太長,影響剛性,所以長時間這樣使用易造成機床主軸精度下降,影響機床的使用年限,甚至無法進行加工。為此設計成兩個臺位的工裝,將前面加工完成后,工件裝夾到第二個位置上,旋轉工作臺再進行加工。加工彈簧座面、拉桿座及八字形楔口的裝夾方式如圖3所示。
改進前軸箱垂向止擋M36×3-6H螺紋孔在鉆床上加工,現改在加工中心加工,可以用絲錐,但此螺紋孔較大,驅動大絲錐需要很大的切削力矩,螺紋刀具加工過程中斷裂的風險增加。如果絲錐斷裂在工件中,則很難在不破壞工件的情況下取出絲錐,所以這里選用螺紋銑刀,用螺紋銑刀加工M36×3-6H螺紋孔。銑削螺紋在編程時,如果坐標點還選在軸承孔的中心,則按照宏程序的編程,螺紋深度無法計算,所以采用坐標系偏移的方法編程,完成螺紋銑削加工。銑螺紋程序如下。
T39 M06;
G57 G00 X0 Y0 W0;
G43 H39 Z800;
S1447 M03;
G52 Z172;坐標系偏移
#1=3;螺距
#2=18;螺紋槽底圓半徑
#3=10.7;螺紋銑刀半徑
#4=9;銑削螺紋深度(最好取螺紋深度的整數倍)
#5=#1;
G00 Z0;
G01 X[#2-#3]F50;
N1000 G02 X[#2-#3]Y0Z-#5 I-[#2-#3]J0;
#5=#5+#1;
IF[#5LE#4]GOTO 1000;
G0 X0;
G52 Z0;
G0 Z800;
M05;
M00;
5. 軸承孔加工及工裝設計
SS4改型電力機車軸箱體軸承孔鏜孔工序以上一工序加工完成的彈簧座面及2個φ60mm孔作基準,工裝采用“一面兩銷”定位方式。
由此,工件在水平方向最大線性定位誤差為Δ x、Δ z。Δ x=Δ z=(dmax-dmin)/2=0.053mm。其值小于工件彈簧座2個60mm孔及兩楔口中心線對軸承孔軸線的尺寸公差±0.5mm和±0.2mm的1/3,滿足工裝定位精度設計要求。
工件在水平方向最大偏轉定位誤差為Δθ。Δθ =(dmax-)/(2×340)=0.053/340(工件彈簧座φ 60mm孔到軸承孔軸線的尺寸為340mm)。
由工件在水平方向最大偏轉定位誤差引起的兩楔口對軸承孔軸線的平行度誤差為ΔPX。ΔPX=210×Δ=0.033(mm)(工件楔口中心線到軸承孔軸線的尺寸為210mm)。該值小于兩楔口對軸承孔軸線的平行度公差0.12mm的1/3,滿足工裝定位精度設計要求。
在加工過程中考慮到選用φ100mm面銑刀可以銑完楔口外端面、軸承孔端面以及M20-6H端面,但此處由于銑刀直徑過大,在進刀方面有干涉,所以選用φ 40mm面銑刀銑楔口外端面,φ 63mm面銑刀銑軸承孔端面以及M20-6H端面。軸承孔的精加工是在其他加工內容完成之后進行,這樣如果前工序出現鑄造缺陷時可以進行處理,這時鑄造缺陷的處理對產品精度的影響也最小。
為了能夠方便裝夾、找正,減少輔助時間,降低工人的勞動強度,提高生產效率和質量,使軸箱體順利批量生產,以滿足機車的生產需求,通過分析工件外形特性,制作了SS4改型電力機車軸箱體軸承孔加工工裝。該工裝上有2個高低不同的支柱,高度差為230mm,上面分別裝有1個圓柱銷、1個菱形銷,作為軸箱體的定位和支撐裝置;底板上表面有1個對中裝置。2個立柱上還分別設計有1個頂緊裝置,防止壓緊時軸箱體變形;采用浮動支撐,用于調整支撐軸箱。軸箱體裝夾后的情況如圖4所示。
在制作軸箱體專用定位工裝時,考慮到軸箱體楔口外表面也在此工序加工,同時為了防止在加工過程中零件前后顫動,在底板上表面裝配了1個對中裝置,如圖5所示。該對中裝置由支撐架、頂塊、雙頭特種螺栓、M10×20螺釘、M10×30螺釘和φ8mm鋼珠組成;雙頭特種螺栓兩邊的螺紋是反向的,通過旋轉一頭的螺栓,使兩邊的頂塊同時旋進和旋出,這樣對中裝置可以從楔口兩內側同時夾緊。

圖4 軸箱體裝夾后的情況
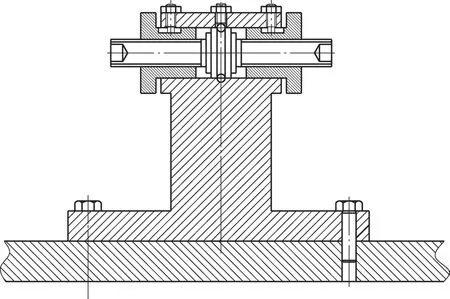
圖5 對中裝置
6. 結語
SS4改型電力機車軸箱體結構復雜,尺寸公差、幾何公差和表面粗糙度要求較高。通過工藝改進,運用先進的加工制造理念,采取相應的工藝措施,選擇可靠、實用的加工方法,可以加工出各項技術指標都符合圖樣要求的工件。
通過SS4改型電力機車軸箱體的批量生產驗證,工藝改進后的產品精度達到了設計圖樣要求,產品質量和生產效率大幅度提高,獲得了十分理想的效果。
專家點評
隨著高端數控設備的普及應用,大幅提高生產效率和產品質量已經成為現實。如果我們的加工思路還停留在普通機床和傳統工藝的基礎上,在箱體零件加工中按部就班地使用多臺設備和多道工序,不僅費時費力,而且制造成本也會居高不下。
本例中的機車軸箱體結構復雜,改進前的工藝路線工序較多,在普通設備上加工基準多次轉換,尺寸和幾何公差很難保證。作者針對原有的加工弊端制定解決方案,與時俱進地改進工藝,在加工中心上采用工序集中的方法,一次裝夾完成關鍵部位的全部加工,提高了幾何公差的精度等級和生產效率。