AAO+MBR工藝用于小型污水綜合利用的試驗研究
2021-01-08 04:18:00劉振凱
天津建設科技 2020年6期
劉振凱
(天津中水有限公司,天津 300381)
隨著我國對水污染控制重視程度加大,污水處理廠、市政管網涉及不到的住宅區面臨污水提標及綜合處理問題。開發小型一體化、自動化程度高的污水處理設備,以滿足小型污水廠和分散的住宅小區的污水綜合處理將成為未來發展趨勢。
本試驗以某污水廠進水為原水,采用AAO+MBR處理工藝進行中試,研究分散式小型污水廠處理污水綜合利用的可行性,要求出水達到DB12/599—2015《城鎮污水處理廠污染物排放標準》一級A標準。
1 試驗設計
由取水泵從調節池內取水。由經過提籃格柵截留污水中的懸浮污染物后進入生化池,進行生化處理和氮的去除。生化池分為厭氧區,缺氧區,好氧區和MBR區。產水泵自膜池抽吸出水進入清水池,經過次氯酸鈉消毒脫色后達標排放。見圖1。
污泥回流系統包括三部分,分別是膜池至好氧池,好氧池至缺氧池,缺氧池至厭氧池。剩余污泥定期排出。
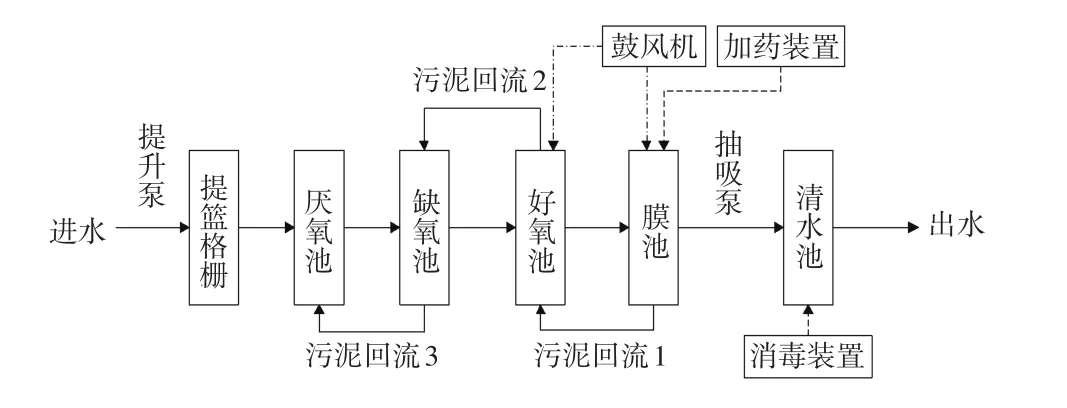
圖1 工藝流程
1.1 提升泵和提籃格柵
提籃格柵的設置是為了保護膜系統,用于去除污水中的纖維狀、毛發類物質,以防膜絲被纏繞而造成損壞或膜污染。
1.2 厭氧池
污水經提籃格柵過濾后進入厭氧池,有機物在厭氧池得到一定程度地降解。同時,厭氧池內經歷聚磷細菌的釋磷過程[1],聚磷菌在厭氧條件下,可以將體內的有機磷分解為無機磷并釋放至污水中,進入好氧環境后,聚磷菌又可以吸收超過自身生長所需要的無機磷,從而實現污水中磷的去除,系統中的總磷則通過剩余污泥的排放而得到去除。
1.3 缺氧池
厭氧池出水進入缺氧池。缺氧池的主要功能是脫氮[2],在此,反硝化菌利用污水中的有機物作為碳源將進水中以及好氧池回流污泥中帶入的大量硝酸鹽和亞硝酸鹽還原為氮氣并釋放到空氣中,從而實現反硝化脫氮作用。
缺氧池與厭氧池間設置污泥回流泵,從而平衡生化池中的污泥濃度。
1.4 好氧池
缺氧池出水進入好氧池,同時進入的還有膜池的回流污泥。在曝氣條件下利用池中大量繁殖的活性污泥微生物通過自身的降解或吸附作用除去水中的有機物質,以達到凈化水質的目的。
另外,在好氧池中,硝化細菌在好氧環境下將氨氮氧化為亞硝態氮和硝態氮[3],從而實現氨氮的去除。好氧池與缺氧池間設置污泥回流泵,好氧池末端的硝化液通過回流泵和管道到達缺氧池前端,進一步被還原為氮氣,從而實現總氮的去除。與此同時,在好氧池中,聚磷菌發生好氧吸磷作用,從而使污水中的總磷得到去除。
1.5 膜池
利用膜對生化反應池內的含泥污水進行過濾,實現泥水分離[4]。一方面,膜截留了反應池中的微生物,使池中的活性污泥濃度大大增加,使降解污水的生化反應進行得更迅速、徹底;另一方面,由于膜的高過濾精度,去除了大部分懸浮物質,得到高質量的產水。
膜池設置MBR膜組件系統及配套的出水、吹掃系統。吹掃(曝氣)有兩個作用:一是用于膜組件周圍的氣水振蕩,保持膜表面清潔;二是提供生物降解所需要的氧氣。
生物降解后的水在自吸泵的抽吸作用下通過MBR膜組件,濾過液經由MBR集水管匯集,再經過消毒送到清水池或排放。通過膜的高效截留作用,大部分細菌及懸浮物被截留在膜池中。MBR膜組件可以有效截留硝化菌,使硝化反應順利進行,有效去除氨氮;同時可以截留難于降解的大分子有機物,延長其在反應器中的停留時間,使之得到最大限度的降解。
MBR膜組件設有專用的吹掃系統,吹掃抖動膜元件,以防止污泥在膜元件周邊累積,影響膜元件通透性。剩余污泥被定期排出,可控制系統內活性污泥的濃度及污泥齡。
為了保證MBR膜組件有良好的水通量,能持續、穩定地出水,使用化學清洗程序對膜組件進行定期清洗。膜材質為PVDF,膜使用壽命5~8 a,沖洗周期2~3月。
1.6 清水池
最終產水進入清水池,投加次氯酸鈉進行消毒。
2 試驗分析
2.1 原水水質
原水水質情況見表1。
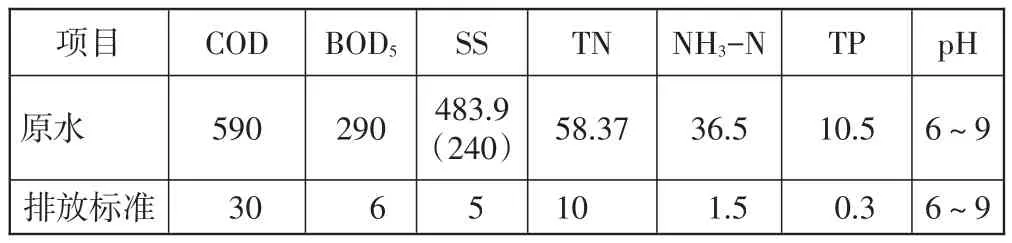
表1 原水水質mg/L
2.2 污泥馴化
采用污水處理廠污泥進行接種馴化[5],見圖2。
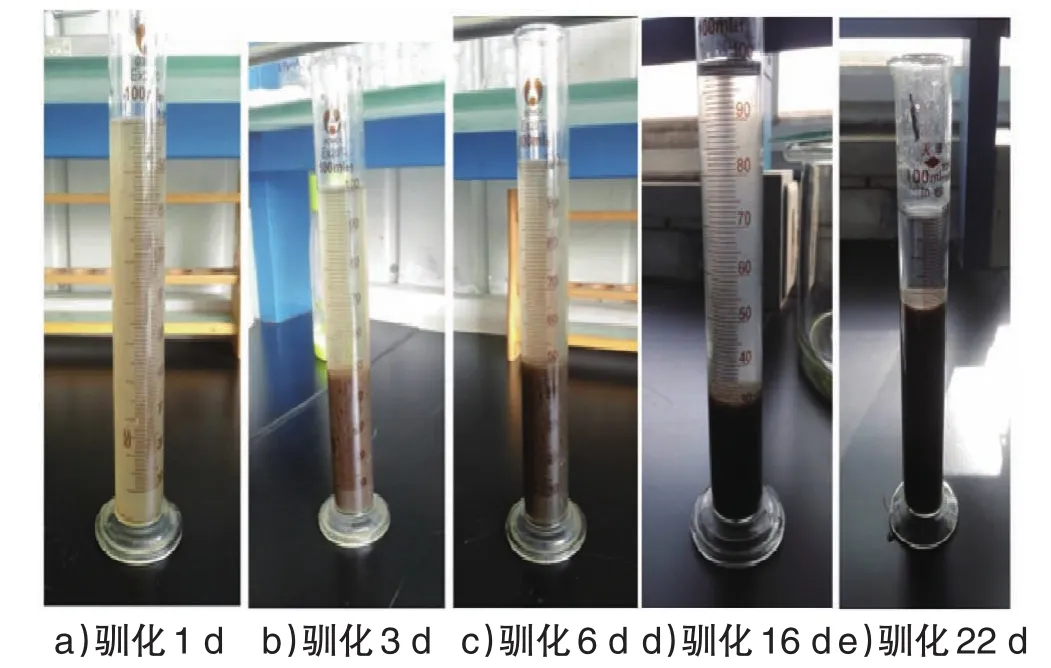
圖2 污泥沉降情況
由圖2可以看出,馴化初期進水第1 d沒有發生污泥沉降,液體渾濁;馴化第3 d開始出現明顯的污泥沉降,SV30達50%左右,污泥顏色明顯呈棕黃色,表明活性污泥正在生長增加,而上清液渾濁表明系統對水體有機物處理不完全;到馴化第16 d時,SV30值30%,污泥呈黃褐色,較之前明顯厚實,而上清液有些許懸浮小顆粒且較之前清澈,表明活性污泥對水體中的有機物去除明顯;到馴化第22 d時,SV30值60%,污泥濃度6 000 mg/L,上清液清澈,此時污泥馴化完成,系統可投入正常運行。
2.3 試驗結果
近1 a運行中,主要針對處理系統在連續運行狀態下對污染物的去除效果進行研究,生化處理階段停留時間為24 h左右,運行時好氧池和膜池都為連續曝氣,其中好氧池曝氣量為20~30 Nm3/h,膜池曝氣量為70~80 Nm3/h;缺氧池到厭氧池污泥回流比為200%,好氧池到缺氧池污泥回流比550%,膜池到好氧池污泥回流為500%,好氧池DO水平維持在2~3 mg/L。COD、總磷、氨氮去除效果較好,尤其是在高污泥濃度的條件下抗沖擊負荷能力較強。見圖3-圖5。
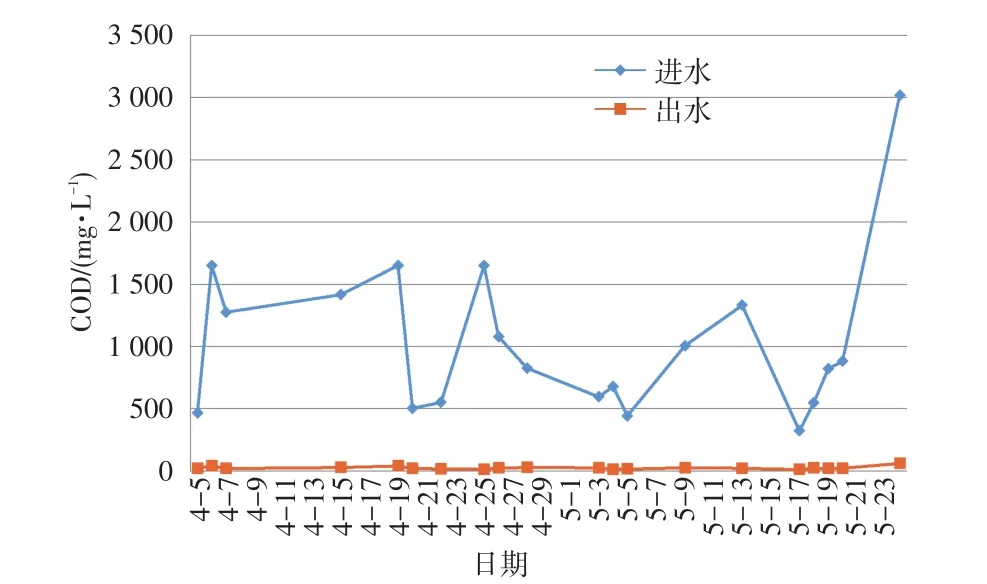
圖3 進出水COD情況
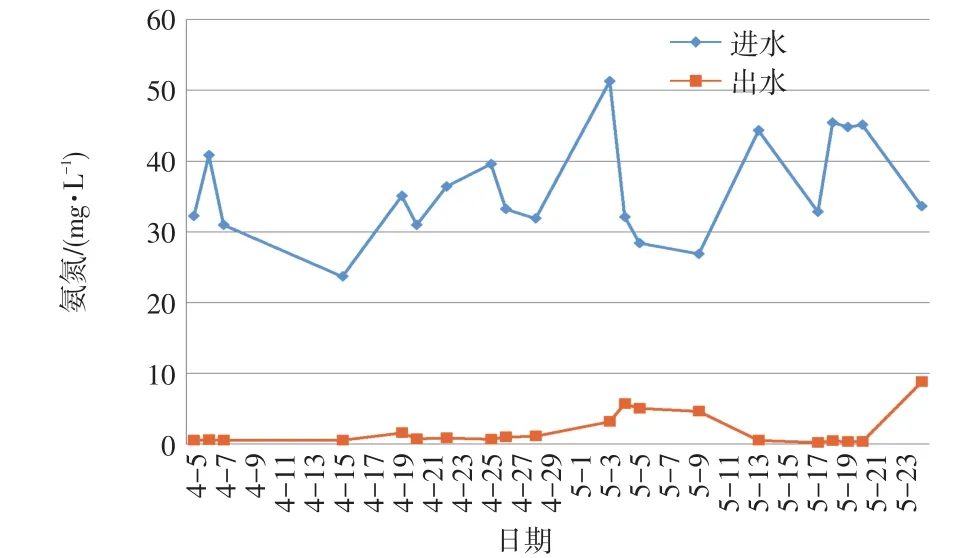
圖4 進出水氨氮情況
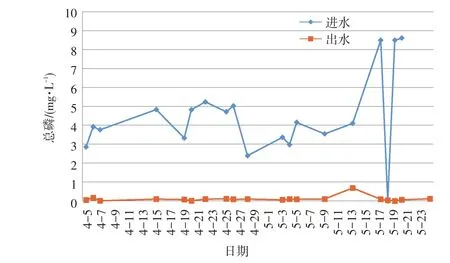
圖5 進出水總磷情況
由圖3-圖5可知,系統對COD、氨氮和總磷的去除率基本達標。總磷超標是因為前一天排泥5 m3,影響好氧聚磷反應所致;污水氨氮值超標主要因為好氧池DO不足污泥老化造成,其他時間處理效果均能達DB12/599—2015一級A標準。
2.4 能耗分析
在60×104m3/d的處理量下,設備能耗大約在1.7 kW·h/m3,其中吹掃風機占能耗的29.41%;好氧污泥回流泵和膜池污泥回流泵功率相近,兩者總共占能耗27.65%;濾水泵能耗所占比例較小,為6.6%,所以在一定程度上濾水泵能耗波動對系統總能耗影響較小,而吹掃風機和回流泵的能耗對總能耗影響較大。
本工藝單位電耗偏高,主要原因有二:一是處理規模較小,各類設備選型偏大;二是回流泵和好氧池曝氣沒有變頻調節功能。
3 結論和建議
1)一般情況下AAO+MBR對COD、總磷、氨氮整體去除率都可達到95%以上,在應對有機物和水量沖擊方面,AAO+MBR也具有很大優勢。
2)總氮去除率在冬季去除效果不理想,只能達到大約60%,主要原因是反硝化細菌不是低溫耐冷菌,水溫低于16℃后,活性會受到抑制。
3)在不發生污泥老化的情況下,污泥濃度應盡量提高,以增加微生物的濃度,污泥濃度在6 000~9 000 mg/L范圍內,對有機物去除率最好,尤其可使出水總氮含量降到0.3 mg/L以下,主要是因為減弱了回流液中溶解氧對反硝化作用的抑制,同時在好氧池發生了同步硝化反硝化反應。污泥濃度>10 000 mg/L,會造成出水總磷升高。
4)AAO+MBR的膜絲清洗方面。0.3%的次氯酸鈉300 L加熱至35℃,反向注入膜絲內部并浸泡1 h,能使膜壓差下降50%~80%。膜壓差增長速度主要與污泥情況和水溫變化有關,一般在冬季膜壓差較高,污泥濃度較低導致的有機物去除率不高情況下會造成膜壓差升高過快。
5)就本工藝而言,污水經處理出水能達DB12/599—2015一級A標準。由于本系統處理規模較小,而且膜絲的吹掃風機連續運行,造成電耗稍微偏高,后期應用階段設計上可以優化節能。總體來說,本工藝在分散式小型污水處理場合應用具有可行性。