爆炸復合鋼板新型淬火設備的研制
2021-01-07 03:48:40張家新
工業(yè)爐 2020年6期
張家新,盧 嬌
(中國聯(lián)合工程有限公司,浙江 杭州310056)
爆炸復合是過去二十年發(fā)展起來的一門新技術, 它可使絕大多數(shù)金屬材料相互復合在一起形成具有兩種或多種金屬性能的復合材料, 從而大大擴展了現(xiàn)有金屬的性能及應用范圍, 并可節(jié)約稀貴金屬。爆炸復合材料已經(jīng)廣泛應用于石油、冶金、機械、航空航天、原子能等工業(yè)領域。爆炸復合鋼板的生產(chǎn)工藝流程為: 原材料準備→爆炸復合→焊接→熱處理→校平整形→檢驗包裝。 爆炸復合鋼板原材料至少由兩種材料復合而成:復板和基板。復板常規(guī)材料以鈦基合金、鎳基合金、哈氏合金、不銹鋼、雙向不銹鋼、銅、鋁等為主,規(guī)格按客戶的要求而定制;基板一般采用碳鋼材料。在生產(chǎn)環(huán)節(jié)中,熱處理工藝至關重要,通過熱處理使復合鋼板滿足硬度、韌性、沖擊功、晶相組織結構等性能指標, 消除爆炸過程中產(chǎn)生的應力,從而提高鋼板的使用性能,延長使用壽命。
1 爆炸復合鋼板淬火熱處理工藝特點
鑒于爆炸復合鋼板一般為定制產(chǎn)品,所以爆炸復合鋼板的生產(chǎn)及其熱處理工藝具有其獨特的特點:
(1)產(chǎn)品規(guī)格多,尤其復板材質(zhì)、基板材質(zhì)厚度等千差萬別,熱處理工藝均需要根據(jù)產(chǎn)品特點定制。
(2)產(chǎn)品批量小、生產(chǎn)節(jié)拍變化大,無法采用連續(xù)生產(chǎn)線大規(guī)模批量生產(chǎn)。
(3)爆炸復合過程中,鋼板翹曲變形嚴重,自動化輥淬設備無法使用。
2 爆炸復合鋼板淬火熱處理現(xiàn)狀
四川驚雷科技有限公司為我國生產(chǎn)爆炸復合鋼板的龍頭企業(yè),其生產(chǎn)工藝和生產(chǎn)設備具有較強的代表性。 我們通過調(diào)研該公司發(fā)現(xiàn),淬火熱處理設備是生產(chǎn)工藝過程中的最大瓶頸。 目前的薄板淬火工藝為:臺車爐加熱→出爐→工件在臺車上直接噴水→冷卻后在進爐退火、回火;厚板的淬火工藝為:臺車爐加熱→出爐→采用行車將工件吊裝轉(zhuǎn)運到淬火水池進行淬火→冷卻后在進爐退火、回火。 顯然,薄件淬火時將加熱至910 ℃的鋼板拉出來直接往臺車上噴水,由于臺車砌體蓄積了大量的熱,淬火效果非常不理想;其次,臺車砌體材料采用耐火磚或者低水泥澆注料,高溫狀態(tài)下直接往臺車上噴水,會導致臺車砌體損壞嚴重, 幾乎每淬火一次臺車都需要進行大修方可重新投入使用,大大縮短臺車使用壽命,降低生產(chǎn)效率。 對于厚件, 臺車拉出后再采用行車吊裝轉(zhuǎn)運, 高溫狀態(tài)下吊掛工作非常困難, 不僅勞動強度大,操作準確度難于把握,導致掛鉤時間過長,從工件出爐到入水的時間超過3 min,顯然工件表面降溫過大,淬火質(zhì)量非常不理想。 另外對于厚板,浸入式淬火的淬透性較差,只能達到40 mm,無法滿足厚板淬透性60 mm 的要求。
3 全新爆炸復合鋼板淬火熱處理設備的研制
3.1 研制思路和出發(fā)點
針對現(xiàn)有的淬火熱處理熱備存在的諸多問題,為提高產(chǎn)品性能和成品率,降低設備故障,提高設備利用效率, 我們研制出一種全新的自動化操作淬火熱處理設備,其思路和出發(fā)點為:根據(jù)鋼板的品種規(guī)格首先確定生產(chǎn)工藝,包括加熱曲線、淬火冷卻速度等。 工藝確定后, 鋼板在室式加熱爐內(nèi)完成均勻加熱, 然后采用專用機械手將鋼板快速轉(zhuǎn)運到淬火區(qū)域,根據(jù)不同工件冷卻速度的要求,采用噴淋或者浸入兩種不同方式完成淬火工藝。
采用全新淬火熱處理設備的優(yōu)點是: 轉(zhuǎn)運速度快,轉(zhuǎn)運過程中工件溫降小,可嚴格精確淬火工藝;淬火工藝采用定制,匹配特點產(chǎn)品性能;噴淋淬火過程噴淋水壓可調(diào),冷卻速度可控,便于控制鋼板表面硬度和韌性;采用專用機械手轉(zhuǎn)移工件,耐材、附件均不沾水,確保其使用壽命,提高設備生產(chǎn)效率。
針對不同厚度的工件,執(zhí)行不同的淬火工藝。對于薄件的工藝流程為: 加熱爐完成加熱→用機械手將鋼板快速取出→放到升降平臺→工件快速入水完成淬火。對于厚件的工藝流程為:加熱爐完成加熱→用機械手將鋼板快速取出→噴淋裝置工作位置待命→完成噴淋淬火。
3.2 設備組成和功能
全新的熱處理設備包括的主要設備和功能見表1。
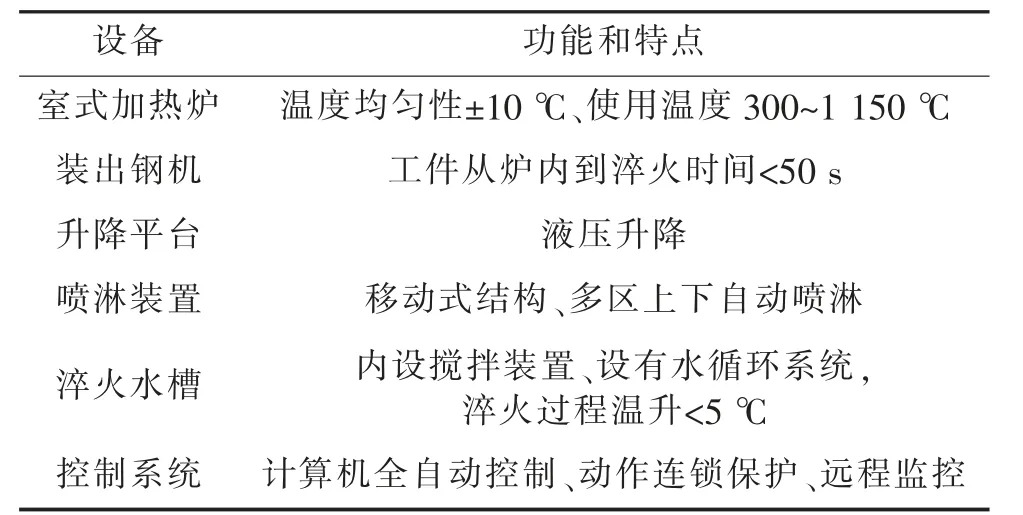
表1 設備組成及功能
3.3 主要技術參數(shù)
基于以上設計思路和設備構成, 結合四川驚雷科技股份有限公司的產(chǎn)能數(shù)據(jù), 設備的主要技術參數(shù)見表2。

表2 主要技術參數(shù)
3.4 淬火熱處理加熱工藝曲線
淬水熱處理加熱工藝曲線如圖1 所示。

圖1 典型淬火曲線圖
3.5 設備技術難點及解決措施
3.5.1 淬火加熱爐燃燒系統(tǒng)
淬火加熱爐寬度方向達到14.5 m, 鋼板橫著進入爐膛。 爐門開啟后裝出鋼機完成鋼板的裝料和取料。這種爐型結構燃燒系統(tǒng)布置困難,按照長度方向兩側(cè)布置燒嘴,可布置的數(shù)量太少,升溫速度無法達到要求。若僅在爐后布置燒嘴,則會因單面燃燒導致溫度均勻性無法滿足。針對該問題,我們加高了爐底部分高度,采用前后兩側(cè)交錯布置燒嘴的方式,操作通道采用下沉式通道。 不僅解決了供熱能力和溫度均勻性問題,在空間布局上還節(jié)省占地,使整套設備布局緊湊。
3.5.2 裝出鋼機懸臂5 m、鋼板單重30 t
懸臂過長、 單重過大不僅考驗叉臂的強度,還對裝置的整體穩(wěn)定性提出了重大考驗。 如何保證設備安全使用的前提下,控制設備投資成本,也是我們面臨的難題。 為此,我們沒有單純加大加厚材料,而是設計了防傾覆滑槽裝置。 大車運行在運行軌道梁上設有防傾覆導向輪,在升降裝置上也設有防傾覆滑槽。
3.5.3 如何實現(xiàn)噴淋和浸入式淬火兩種功能, 避免兩種裝置的相互干涉
浸入式淬火裝置自帶液壓升降平臺, 噴淋淬火裝置采用電動自行走機構。使用浸入式淬火裝置時,噴淋淬火裝置后退到位,液壓升降平臺可自由升降;使用噴淋淬火裝置時, 液壓升降平臺下降到水平面以下,噴淋裝置可移動到淬火工位完成噴淋淬火。設備總體布局見圖2。
3.5.4 噴淋時間計算
(1)鋼板噴淋淬火過程中的綜合換熱系數(shù)
根據(jù)經(jīng)驗數(shù)據(jù), 對于薄板綜合換熱系數(shù)取平均值h=10 000 W/(m2·℃), 對于厚板由于鋼板中心存在向表面的傳熱過程, 綜合換熱系數(shù)會受到一定影響,綜合換熱系數(shù)平均值取h=8 000 W/(m2·℃)。
模擬計算方式:由于在噴淋淬火過程中,鋼板的溫度不斷在降低,與介質(zhì)(水)之間的溫差也不斷在縮小,冷卻速度是一個非線性變化的過程。為了便于計算,得到相對準確的數(shù)據(jù),我們采用無限接近法去計算,也就是說將鋼板的降溫過程分解為1 050~950℃、950~850 ℃、850~750 ℃、750~650 ℃、650~550℃、550~450 ℃、450~350 ℃、350~250 ℃、250~150 ℃這9 個降溫階段,計算出每個階段需要的時間。
(2)計算數(shù)據(jù)
尺寸:12.5 m×4 m,厚度10 mm
鋼板總量:~3 950 kg
鋼板表面積:100 m2
綜合換熱系數(shù):10 000 W/(m2·℃)
計算得到1 050~950 ℃所需要的冷卻時間:t1050~950=1.03 s,t950~850=1.15 s,t850~750=1.3 s,t750~650=1.5 s,t650~550=1.8 s,t550~450=2.2 s,t450~350=2.8 s,t350~250=3.9 s,t250~150=6.2 s,t1050~150=20.38 s。考慮到噴淋過程中的介質(zhì)溫升及其它因素,該時間需要再給個系數(shù),預計淬火過程在30 s 可以完成。 同理,20 mm 的鋼板淬火大約60 s,30 mm 的 鋼 板 約100 s,40 mm 的 鋼 板150 s,50 mm 鋼板淬火過程200 s 左右,150 mm 鋼板淬火過程600 s 左右。
對于最重工件噴淋水量的核算:
最重的鋼板為30 t,在10 min 內(nèi)完成噴淋淬火過程,鋼板在淬火過程中釋放的熱量Q熱=m×c×ΔT=18 981 000 kJ。
淬火過程中的介質(zhì)溫升小于7 ℃, 需要的水量為650 m3,每小時的水量為650×6=3 900 m3,顯然采用4 000 m3/h 的噴淋量是能夠滿足要求的。
4 實測效果
為測試極限效果,設備測試采用厚度為169 mm的鋼板進行試生產(chǎn)。
材質(zhì):SA516Gr.70
尺寸:11 200 mm×2 090 mm×169 mm
鋼板總量:~31 kg
鋼板加熱工件熱電偶實測溫度偏差:±5 ℃
鋼板噴淋淬火完成后數(shù)據(jù)報表見表3。
5 結語
新型淬火裝置的研發(fā)投用, 成功在同一臺設備上實現(xiàn)了浸入式和噴淋淬火兩種淬火方式。 由于采取室式加熱爐實現(xiàn)周期式加熱,工藝調(diào)整靈活,溫度均勻性達到±5 ℃。 本裝置可以兼顧厚度10~170 mm范圍鋼板的淬火、回火熱處理,針對規(guī)格多、批量小、工藝復雜、 技術指標要求高的爆炸復合鋼板淬火熱處理,尤為適用。
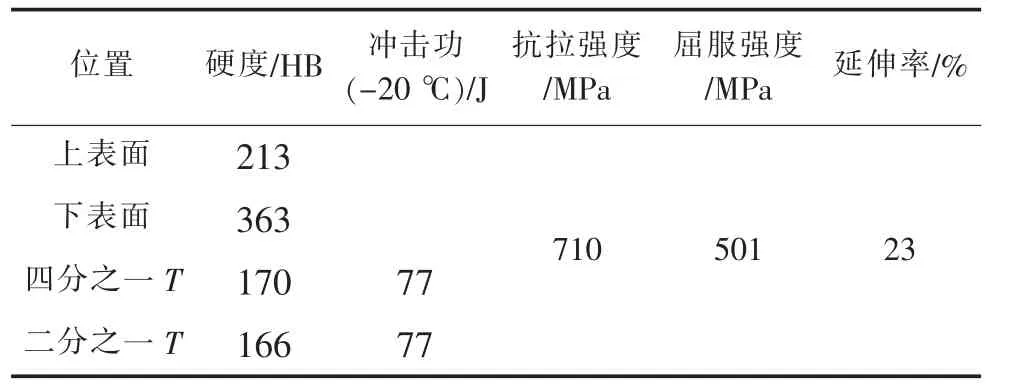
表3 淬火后機械性能
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
經(jīng)濟技術協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設計(2016年12期)2016-04-16 02:52:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
