防錯技術在汽車線束設計與制造中應用研究
2021-01-07 06:25:42張震華趙旺增李林鋒閆亮亮牛鵬浩郭雅萍
汽車電器 2020年12期
張震華, 趙旺增, 李林鋒, 閆亮亮, 牛鵬浩, 郭雅萍
(河南天海電器有限公司線束工程部, 河南 鶴壁 458030)
1 前言
無論是線束半成品檢驗還是線束成品下線檢驗和檢測,都屬于加工完成后的末端檢驗,探測手段相對有限,探測率相對較低。如果提高探測率,往往需要對檢測設備加大投入,但探測效率有時并不能滿足生產節拍的要求。探測到線束品質問題后,需要投入場地、人員和物料進行返修,在返修過程中,還有可能造成二次損傷。汽車線束的錯裝和漏裝等品質缺陷,通過生產過程和末端檢驗品質控制,往往是基于品質風險點事后圍堵的策略進行控制的,投入的資源多,并不能保證完全避免品質缺陷。如果在線束設計階段考慮到線束生產制造和主機廠總裝時可能出現的一些品質隱患,因此在產品設計階段和生產過程中運用防錯技術,將線束的品質隱患提前規避,投入少量的資源,將品質控制的時間點提前,效果也會相對明顯,同時也能大幅降低線束的制造成本,提高線束生產效率和保證品質。
隨著汽車技術的快速發展,汽車上的電子電器件、功能件的不斷增加,連接各個電器件的線束也越來越復雜,線束的回路數和體積也在快速增長,隨之而來的是線束的工藝設計、生產制造、過程檢驗及品質控制都帶來很大的困難,不可避免地導致在線束制造的各個工序出現各種各樣的人為制造錯誤,導致半成品線束或成品線束的批量返修返工,嚴重影響線束的制造效率和產品品質提升,造成工時和原材料的浪費。那么在線束制造過程中運用防錯技術,通過工藝防錯設計和工裝防錯設計成為避免線束制造錯誤出現的有效手段。本文總結歸納線束行業內的相關經驗,從線束產品設計到線束制造工序,結合實際工作中的防錯方法的應用進行闡述,與各位同行共同學習和探討。
2 防錯技術介紹與特征
防錯技術就是指任何一種能夠防止人為錯誤的發生,或是一眼就能讓人發現錯誤的裝置或設施。根據防錯的效果,防錯技術可分為如下3個等級:①不制造缺陷的防錯,即不可能制造出壞零件,可能損壞的零件數為零;②不傳遞缺陷的防錯,即不可能將壞零件傳遞到下一工位;③不接受缺陷的防錯,即后續工位不接受壞零件。
防錯技術的特征:第一,能夠發現潛在的問題。防錯技術本身就具備較強的預防性,其存在的意義之一就是能夠及時發現潛在的問題,使得生產者能夠有足夠的時間對錯誤進行處理,防止錯誤生產帶來的經濟損失,可以說防錯技術創立的主要邏輯之一便是發現問題,分析問題、解決問題、總結分析。第二,消除產品產生缺陷的影響因素。防錯技術對產品的錯誤生產進行預防,能夠減少相應的經濟損失。但是倘若想從根本上避免錯誤的發生,就應該從根本上消除錯誤產生的原因。防錯技術的應用剛好能夠從源頭上發現錯誤產生的原因,對這些不利因素進行最合理、恰當的處理,消除產品產生缺陷的影響因素。
3 汽車線束產品設計中的防錯設計與應用
無論是汽車線束產品設計還是制造的過程中,連接器的防錯設計最好就是從源頭開始考慮,從根本上解決問題,以便能夠識別防錯位置。特別是全服開發的汽車線束項目,在線束產品設計初期,一定要充分運用結構防錯、部件防錯、顏色防錯、尺寸防錯、對接防錯及其它綜合防錯技術,確保汽車線束的生產制造和裝車防錯,實現汽車線束在主機廠裝車盲裝無差錯、裝入即正確,實現生產汽車線束制造過程中對產品的識別正確,圖紙解讀正確無歧義。
1) 同汽車電器功能端連接的線束插接器選用帶CPA的連接器,二次鎖緊對插連接,避免因誤碰或其它外因導致的電器功能偶發性失效;對插針較多、體積較大的電器端線束連接器,采用帶手柄的連接器,確保連接器的插入平穩且鎖緊可靠,能有效避免插針歪針和連接不良缺陷;對形狀極度相似的連接器對插同一護殼的,兩個連接器除選用不同的顏色外,還應增加限位槽,確保一次插入即正確。圖1為護套限位槽防錯。
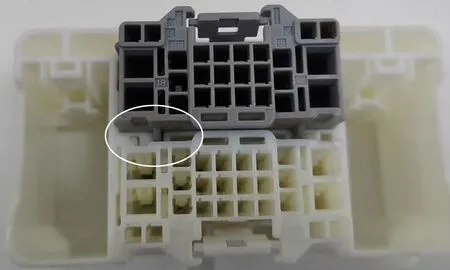
圖1 護套限位槽防錯
2) 連接器的端子插入防錯設計,連接器端子插孔應設計有限位槽,端子插入方向正確才能插入,插入后即能鎖緊。復合連接器的孔位端子規格差異化顯著,端子插入即正確。連接器的端子孔和探測孔差異化,端子禁止從探測孔中穿出。圖2為連接器的端子孔設計缺陷圖。

圖2 連接器的端子孔設計缺陷圖
3) 線束間的對插公母連接器的顏色要一致,優先選用帶CPA功能的對插連接器。臨近位置出線相同的連接器,除進行顏色差異、結構差異、公母連接器并用外,還應設計不同的分支長度進行防錯設計或設計不同的護套出線方向。圖3為同分支位置連接器防錯。

圖3 同分支位置連接器防錯
4) 車門線束在材料選取時,車門線束與車身線束對接連接器,其最好選用帶卡鎖機構的插接件,保證在車門頻繁的開閉中,避免出現對接松脫現象。車門橡膠件應浮雕成型、烙印成型“L或R”進行左右區分。
5) 汽車線束的卡扣防錯設計能有效防止裝車布線方向或位置安裝錯誤,主機廠通常在汽車鈑金上設計不同尺寸、不同形狀、不同方向、不同固定安裝方式鈑金孔或卡槽等,線束上的卡、扣、扎帶的規格、也有明顯的差異,能有效避免線束裝車安裝錯誤。
6) 部分頂棚線束分支靠膠帶粘貼固定,應在線束上用藍色膠帶做粘貼位置標記,主機廠裝車是按照標記位置對線束與頂棚客體粘貼固定,預防粘貼固定錯誤。
7) 同一個護套內應設計無重色導線,若無法規避重色線,應采用不同線徑。另一端共壓連接的搭鐵端子可以用同顏色同線徑的導線。
8) 如果一條線束的總長度大于1.30m,禁止在線束內添加光纖,光纖的選擇極其保護的相關技術要求應考慮到使用區域的各種限制條件(溫度、侵蝕性、彎曲半徑),無論是否與儀表板線束相組合,光纖應遵守STE 9629787199的各項技術要求,光纖的彎曲半徑平均不低于25mm,必要時增加一些脈沖發生器。
汽車線束在產品設計初期就引入防錯設計,能徹底規避掉線束裝車、線束制造過程中的很多錯誤風險,也是線束設計防錯的源頭。汽車線束產品設計防錯應用還有多種,拋磚引玉、共同探討。
4 汽車線束制造過程中的工藝防錯與工裝防錯設計
在汽車線束的制造工藝過程設計是為了避免或減少在生產過程中出現半成品制造錯誤、線束裝配錯誤以及檢測錯誤等,最大限度地減少半成品和成品線束的返工返修,提高線束的制造效率和品質,降低生產制造成本。
4.1 切線壓接工序的防錯設計與應用
切線壓接工序是汽車線束制造中自動化程度最高的工序,國內絕大部分的線束工廠都采用自動化的切線壓接設備進行操作,通常出現的制造錯誤是導線、端子、防水栓物料使用錯誤,導線長度錯誤,以及壓接模具用錯導致壓接標準不正確,導致半成品返修或報廢。
運用線束HMES系統的工廠通常采用在切換不同看板時進行物料、模具條碼掃碼確認進行防錯,掃碼錯誤出現聲音、圖像報警,能有效防止物料的錯誤使用,圖4所示為HMES掃碼物料確認。

圖4 HMES物料掃碼確認

圖5 電線存放架位標識
對于制造能力較低的工廠可通過首件產品檢驗時,由質檢員對看板物料的二次檢驗進行控制,這種防錯方法不能徹底杜絕錯誤的發生。導線用錯的現象主要出現在員工疲勞作業或作業節奏較快的情況下出現,因此在編排導線緩存存儲架位時必須將導線顏色、線徑、線型相近的導線錯開架位地址存放,避免操作工拿錯導線,比如:將0.35FLRY-B紅/蘭線和0.35FLRY-B紅/紫線;0.5AVSS黃線和0.5AVSS黃/白線等存放在不同的緩存架位上,架位上的物料標簽醒目可有效識別。圖5所示為電線存放架位標識。
切線壓接捆扎完畢的半成品導線,整批貼錯看板號標簽,導致后工序用錯半成品物料,原因是操作工將半成品導線標簽批量打印后,切換生產看板后沒有自檢標簽和重新打印標簽,因此,在編制導線捆扎防護工藝卡時,注明看板標簽作為檢驗內容,禁止批量打印半成品標簽。
切線壓接工序看板導線長度錯誤,原因是操作工在自動機ACM程序輸入切線長度時操作錯誤,輸入錯誤的數據造成的,最根本的防錯方法是運用MES系統和自動下線壓接機ACM系統建立數據互通,加載看板后,看板工藝長度、左右剝頭長度、壓接參數數據自動通信給自動機ACM軟件系統,無需人工干預。圖6為MES系統與設備ACM數據互通。
4.2 合線壓接(焊接) 工序的防錯設計與應用
合線壓接(焊接) 工序的自動化水平較低,該工序以人工作業為主導,包括手工穿栓、熱縮管、閉口PVC管、綁線、單線手工壓接端子、合線壓接節點、超聲波焊接節點等作業,同時也是出現制造錯誤較多的一個工序。通過合理的工藝防錯設計和防錯工裝的應用,能夠有效地防止生產制造錯誤的出現。
對顏色、大小、形狀相似或接近的防水栓,通過工藝編排在不同的工位進行手工作業,或者采用機器穿防水栓操作;每種防水栓存儲容器上帶有物料號、描述、圖片等醒目標識能有效識別。
每捆半成品導線標簽的看板信息、導線信息、產品項目信息完整清晰也能有效地防止看板導線的使用錯誤。相同看板的半成品導線集中存放在緩存架、周轉車、周轉箱中且標識完整易于識別,也能有效防止看板導線的錯誤拿取使用。
在合線壓接(焊接) 工位,出現制造錯誤較多的就是左右兩側的導線根數錯誤或看板使用錯誤。因此在工藝設計時,根據合線看板作業卡,分配兩個工位進行合線壓接前的綁線作業,綁線作業完畢的半成品上帶有唯一的綁線半成品標識卡片。運用防錯工裝在綁線工位作業臺上設計綁線導線隔離槽或卡具,有效防止綁線操作錯誤,預防出現多綁、漏綁、錯綁線的操作錯誤,圖7所示為綁線分割槽。

圖6 MES系統與設備ACM數據互通

圖7 綁線分割槽
多線半成品加工包括超聲波焊接或U型端子壓接,通常出現的操作錯誤就是拿錯其中一側的綁線半成品,導致焊接錯誤。在工藝防錯設計時必須注明綁線半成品組合的單線看板號,存儲綁線半成品的周轉箱應定址定位存放,周轉箱內有帶有標識、批次、數量的周轉卡片,根據項目不同,周轉箱可以采用不同的顏色(蘭色、草綠色、橘色) 區分。圖8所示為綁線抽盤半成品箱。

圖8 綁線抽盤半成品箱
4.3 預裝配工序的防錯設計與應用
汽車線束制造的預裝配工序包括:按照訂單批次和產品型號集中區域預裝和流水線在線預裝兩種作業模式,必要的情況下出現兩種預裝配模式混合應用。由于在預裝配工序基本沒有自動化的設備操作,是勞動密集的操作工序,因此,該工序通過工藝防錯設計和工裝防錯設計的應用最為普遍,同時工藝防錯設計的好壞直接影響流水線的總裝效率和線束成品的品質。在預裝工藝卡的設計過程中,除了考慮預裝作業的時間節拍、可操作性外,更重要的是要考慮預裝操作的工藝防錯設計。對稱護套且自鎖特征不明顯的,一定要在預裝工藝卡上注明穿線空位或特殊要求信息,必要時需將護套的照片附在預裝配工藝卡上,避免批量穿錯孔位。圖9為特殊護套配圖。
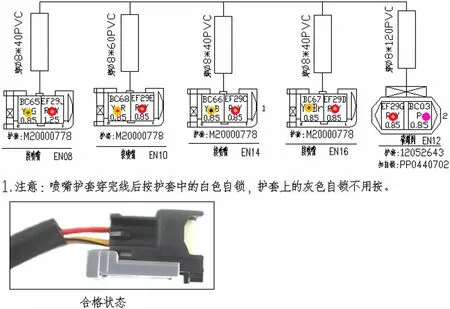
圖9 特殊護套配圖
編制預裝工藝卡時,同顏色、同線徑、同端子、一端穿相同的護套的導線,其中一根導線兩端必須用同顏色的記號筆做打點標記進行工藝防錯,避免另一端導線穿錯護套或孔位,導致返工返修。預裝物料架線桶中看板導線的排序,應與預裝工藝卡主護套的穿線順序保持一致,可以大幅提高操作工預裝操作速度,同時避免穿線錯位。在預裝配工藝卡上標注護套的預裝順序,標簽粘貼線桶地址及看板的二維碼標簽,避免配料人員上線錯誤和預裝工拿線錯誤。圖10為預裝架導線排序圖。

圖10 預裝架導線排序圖
5 總裝工序的防錯應用設計與應用
1) 汽車線束總裝工序基本上分為單板總裝操作和流水線總裝操作兩種類型,通常情況下,對批量較小的車型采用集中預裝裝配作業,然后將預裝配完畢的半成品移動到總裝區域,采用單塊總裝板進行總裝操作;隨著項目產品產量和日供貨量的提高,根據日(周) 交付數量進行流水線總裝批量制造,預裝配、檢驗、包裝也采用在線同步作業。
2) 汽車線束流水線總裝工藝卡的防錯設計應遵從以下幾個原則:①預裝半成品在總裝板上布線順序要先布熔斷絲盒、ECU、孔位較多的主護套、需要在流水線穿端子的分支護套半成品;②護套在布線板布線要均衡,布線人員能夠協同作業在總裝板的兩端作業、每個掛線工位穿端子、扣自鎖的作業時間要均衡;③安裝線束護套自鎖、扣自鎖、護套護殼的操作應在流水線工藝卡注明,由掛線、穿線人員完成操作;④包扎人員作業范圍要盡量在一個區域,盡量編排同種膠帶包扎的區域分支,減少膠帶更換頻次。編排作業順序要先分支、后主干、最后集中,避免交叉操作;⑤相似的卡、扣、扎帶設計不同的人員安裝,每個操作工安裝的卡、扣、扎帶的外形差異要大,避免錯誤安裝。
3) 通過流水線工裝防錯設計,對流水線防護材料波紋管、PVC管、卡、扣、扎帶等需要在流水線安裝的物料實行單套配送,降低物料遺漏安裝的錯誤幾率;在流水線工裝板上安裝卡、扣、扎帶、護殼的防錯限位模塊,能有效防止卡、扣、扎帶安裝錯誤,防止物料型號安裝錯誤,防止方向安裝錯誤,同時也能保證安裝尺寸;流水線總裝板上對不通用的線束分支采用不同形狀、顏色的治具,能夠方便操作工進行布線操作、穿端子操作,減少線束總裝過程中分支包扎、走向錯誤;帶有熔斷絲盒的線束,采用對應線束型號且帶有不同顏色標識的多孔漏板,能有效地預防熔斷絲片、繼電器安裝錯誤。
4) 需要在流水線下線后安裝橡膠件、護殼的線束,可以在橡膠件、護殼安裝工位安裝仿形的模塊來保證橡膠件、護殼的安裝尺寸、方向。
6 檢驗工序的防錯設計與應用
檢驗工序是線束制造防錯的最后一個工序,同時也是保證線束品質和產品合格的最后一個工序。包括100%電測導通檢驗、卡釘檢測、繼電器、熔斷片性能檢測、全尺寸外觀檢測、螺栓扭矩驗證檢測等。檢測工序的工藝文件防錯設計尤為重要。
根據客戶需求和項目要求設計不同的檢測工藝,但是100%導通檢測,100%全尺寸外觀檢測是每個線束產品都必須設計的檢測項,必要時設計200%的全尺寸外觀檢測或多頻次抽樣檢測;設計熔斷絲盒中熔斷絲片、繼電器的影像檢測工位,二次檢測熔斷絲盒附件安裝的正確性;設計繼電器、熔斷絲片性能檢測工位,檢測繼電器、熔斷片的工作可靠性。對于繼電器、熔斷片性能檢測工位的設計是非必須的。運用HMES系統對導通檢測、卡丁檢測、影像檢測、繼電器性能檢測、全尺寸外觀檢測進行掃碼過站通過監測、遺漏過站檢測、下工序報警,能徹底避免遺漏檢驗的發生。圖11為HMES在檢測工序的應用。
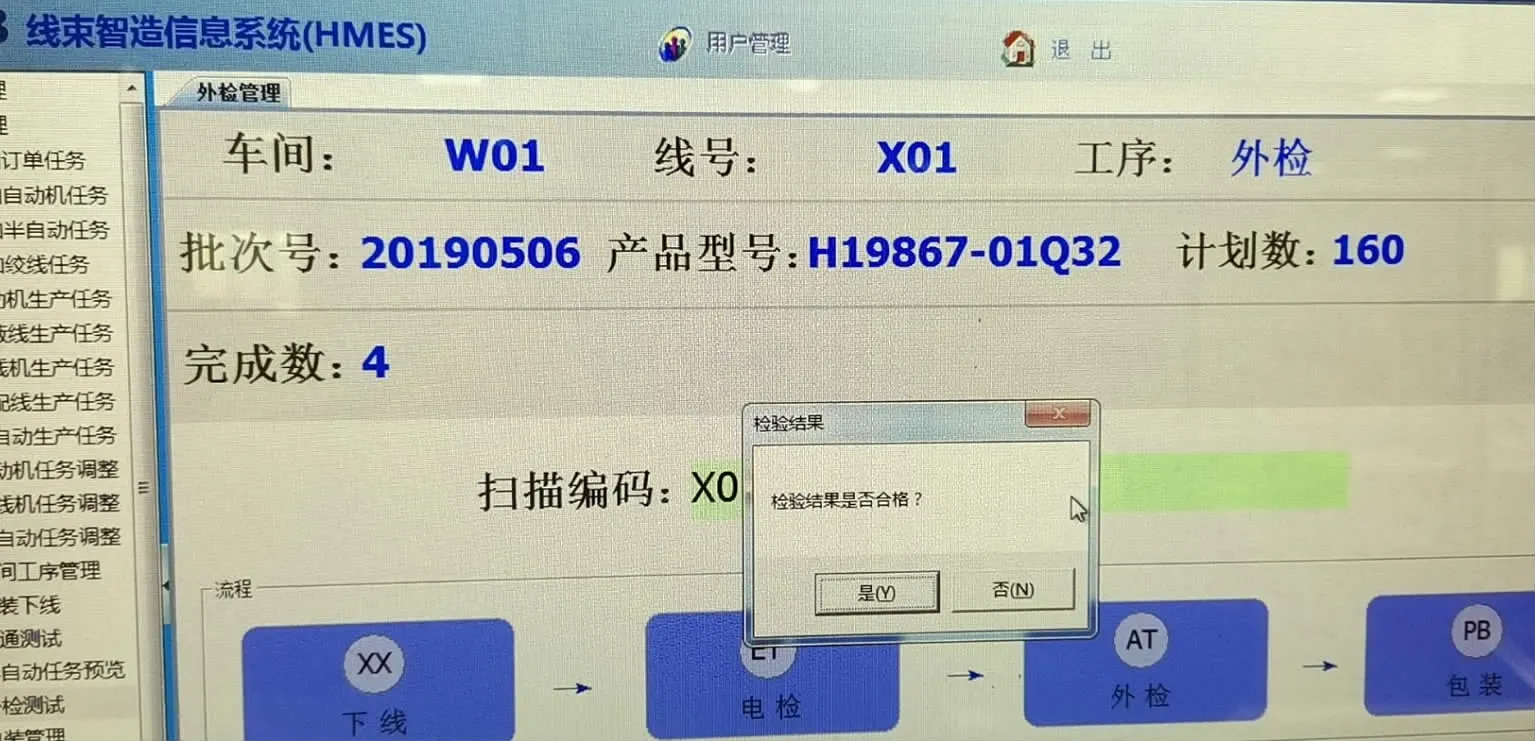
圖11 HMES在檢測工序的應
7 包裝工序的防錯設計與應用
包裝工序是線束生產制造的最后一個工序,主要包括盤繞、捆扎、裝袋、裝箱等操作,同時也是發生品質錯誤較少的一個工序,但是成品線束的包裝工藝設計也要考慮有出現多裝箱,少裝箱、貼錯外箱標識的可能。可以借助MES系統做電子包裝程序,運用掃碼槍對成品線束進行逐條掃碼,當掃碼數量滿足整箱的時候,發出聲音報警,同時打印機自動打印一張外箱標簽,然后直接封箱貼外合格標簽,能有效地避免裝箱錯誤。圖12為HMES包裝工序的防錯應用。
8 總結
無論是從汽車線束產品設計階段進行防錯技術的應用,還是在汽車線束制造過程中的工藝與工裝防錯設計,都是汽車線束工程師必須要重視的一項工作。防錯設計的應用能大幅降低制造過程中造成的返工返修,降低制造成本,提高勞動效率,保證線束品質的有效措施和重要手段。線束制造的防錯設計從項目技術開發協議研讀、產品圖紙的初步識別,到樣線束制作,一直到線束的批量生產,貫穿始終。線束產品設計、線束制造防錯工藝、防錯工裝的設計應用應持續進行,持續改進和調整。

圖12 HMES包裝工序的防錯應用
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39