淺談巖板成型密度及其影響因素
2021-01-03 04:49:55霍建榮,胡訊,田國權,辛雷,葉祥
佛山陶瓷 2021年12期
霍建榮,胡訊,田國權,辛雷,葉祥

摘 要:本文分析對比了建筑陶瓷行業兩種典型的巖板成型方式的特點,著重探討了影響巖板坯體成型均勻性的因素及對巖板生產、裝飾性和加工性能造成的影響。介紹了配方粉料的容重、流動性及坯體密度取樣、檢測方法,對巖板研發及生產具有一定的參考意義。
關鍵詞:巖板;成型;密度
1 前 言
近年來,大規格巖板的生產和銷售都呈現了快速發展的趨勢,巖板的規格及厚度不受限制、應用場合多樣,為用戶的裝修使用提供了廣泛的空間。而這種裝飾的靈活性,來源于巖板產品優異的后期加工性能和表面裝飾圖案的連續性。從巖板研發和生產的角度而言,坯體配方成型和燒成決定了巖板的性能,而成型的均勻性(即坯體密度分布)是至關重要的一環。
2 研究內容
2.1 巖板的成型方式
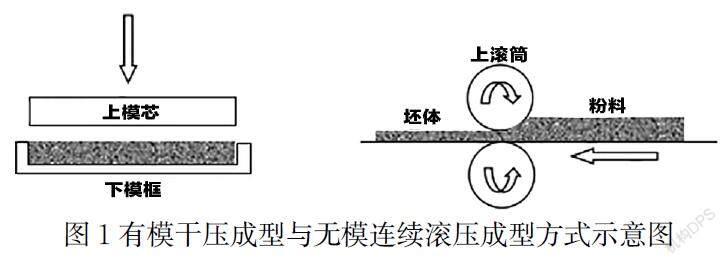
目前,巖板的成型方式主要分為有模干壓成型和無模具的連續式滾壓成型。前者是將粉料填充于下模框內,上模下行與下模框形成一個封閉式的空間,施加一定的壓力,使粉料顆粒排氣的同時聚集壓制成具有一定強度的坯體,如圖1(a)。而滾壓成型則是將粉料按一定厚度和寬度,預先鋪在一條鋼帶上,鋼帶運動將粉料傳輸,當通過壓機的上下滾筒時,在兩個圓柱體滾筒的切線點,粉料受到瞬間擠壓力成型。鋼帶的連續運動使堆集的粉料在后端形成連續的致密坯體平面,如圖1(b)。兩種成型方式的示意圖如圖1所示:
2.2 坯體成型不均造成的缺陷
對于巖板而言,無論是采用何種成型方式生產,對坯體成型均勻性要求都是非常高的,尤其是大規格巖板產品。具體表現在坯體成型后各處密度的分布,如果分布不均,則會在高溫燒成時,導致各處收縮不一致產生非均勻應力,產品燒成后,就會出現形狀上的尺寸偏差、變形、開裂等缺陷。
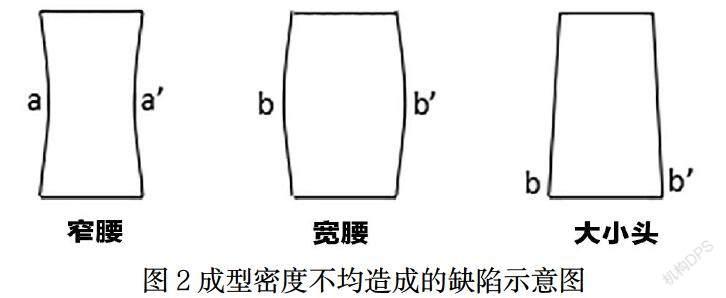
2.2.1“窄腰”、“寬腰”、“大小頭”
從圖2可以看出,當aa’相連位置的布料密度小于bb’時,就會出現aa’連線的收縮大于bb’連線的收縮,形成出窯產品的尺寸偏差。
2.2.2“開裂”
坯體在燒成時會根據成型密度的分布產生收縮,密度大的區域收縮小。因此當坯體密度分布不均勻時就不可避免地產生應力,當該應力大于坯體承受力時,坯體會出現扭曲,嚴重的就產生開裂。
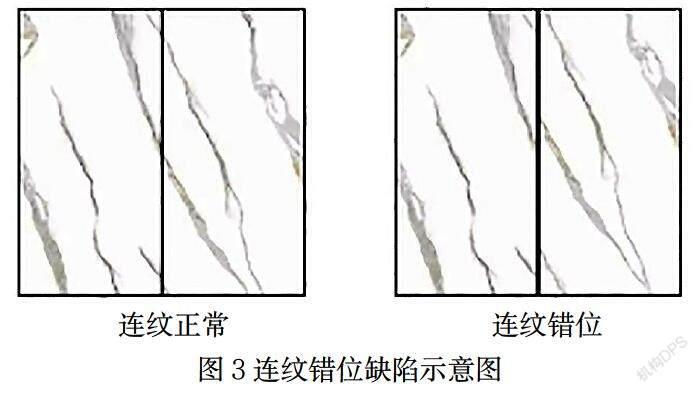
2.2.3“連紋錯位”
巖板的規格較大,為了產生更連續的鋪貼裝飾效果,一般會采用連紋的圖案設計。但是,如果燒成后坯體尺寸偏差大,經過磨邊后,往往會出現裝飾圖案錯位的現象,從而影響裝飾效果。
2.3 有模干壓成型方式布料均勻性控制
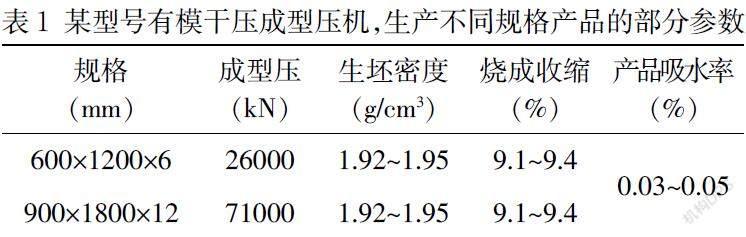
目前,傳統壓機均采用這種成型方式,即在格柵裝置內裝填一定粉料,通過格柵的水平位移(前后移動)將粉料布入下模框。這種布料方式的優點是操作方便,布料速度快、效率高。缺點是布料后坯體各點的密度難以控制,特別是大規格產品成型時,容易出現坯體密度不均。有模干壓成型方式的液壓缸壓力傳導是基于帕斯卡定律,當壓制大而厚的產品時,可采用加大壓力的操作方式來減小產品規格變化對生坯密度的影響。
2.3.1坯體前后位置的布料均勻性
坯體粉料的流動性較好,為了將粉料均勻地送入下模框,需要設計一個格柵作為布料的載體。格柵的尺寸均要大于下模框的內尺寸10~15cm。為了盡量保證格柵上各點的布料均勻,需將格柵細分為若干個相對獨立的小區間(俗稱:格子)。當格柵向前運動時,格柵內的粉料填充于模具內;當格柵向后運動時,格柵將多余的粉料收回。回收格柵時,多余粉料會相對均勻地分散在各個格柵的格子內,盡量避免局部位置布料過多而影響到模框內粉料在各區域的均勻性。
2.3.2格柵格子的設計
如果采用與格柵邊框平行的方格,如圖4(a)所示。雖然也能起到均勻分散粉料的作用,但存在以下缺點:格柵在前后運動時,方格內的粉料與格柵邊框呈平行狀態,粉料在布料時的運動路線如圖4(a)中格子放大圖所示。布料后,模具內的粉料粒子容易呈平行狀分布,燒成后,坯體橫向和縱向的收縮率會產生差異,坯體呈現“波紋”。如果這種“波紋”與窯爐“棍棒印”重疊,則會“放大”波紋的存在,引起坯體邊緣下垂。如果沿著“波紋”方向水平切割,出現切割開裂的概率比較大。
如果采用與格柵邊框呈45度的棱形方格,如圖4(b)所示。單個方格呈棱形,棱形邊15~20mm為宜。主要優點:(1)格柵在前后運動時,方格內的粉料呈紊流狀態,粉料運動路線如圖4(b)中格子放大圖所示,這種結構有利于粉料均勻地填充到下模框的各個點,減小各點密度差異,從而減小坯體燒成后橫向和縱向的收縮差異;(2)格柵內的所有棱形方格,均采用三角形的方式緊密排列,可以利用三角形的穩定性特點,防止格柵變形而影響布料效果。
2.3.3格柵運動速度的調節
調整格柵運動時各段的速度,可以調整坯體左右兩邊的布料密度,控制“窄腰”、“大小頭”等的產生。
2.4連續式滾壓成型方式布料均勻性控制
連續式滾壓成型是按預定的布料寬度,根據粉料的壓縮比,通過調節料車閘板,確定布料厚度;其長度則根據需要在連續成型后進行切割截取,其切線上的各點密度可代表整件產品密度。該種布料的先進性在于:在壓制的切線方向上,分成的若干個檢測點,可以通過X射線在線探測,確定各點密度,再通過數據傳輸,實時調節各點對應位置的布料高度,減小坯體各點密度的差異。
當滾壓成型在生產某種厚度的產品時,其產生壓力的上下滾筒的距離是一定的,當坯體的某點位置厚度與其它點的厚度不同時,也表明該點的密度與其它點不同,需要及時調整該點的布料高度。
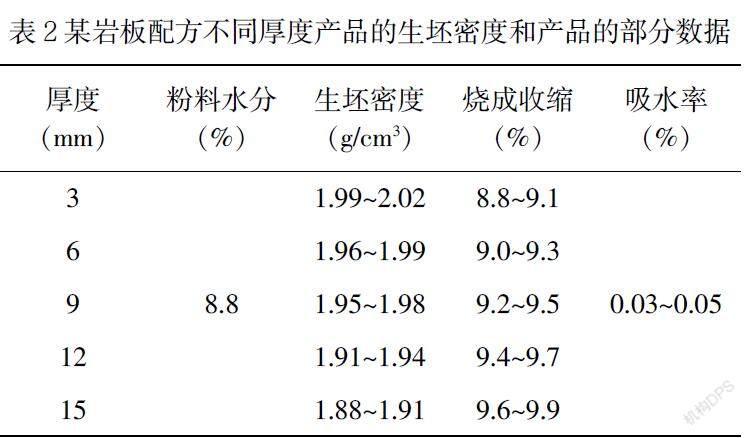
連續式滾壓成型生產不同厚度的產品時,其坯體密度也是有一定差異的。表2為某巖板配方不同厚度產品的生坯密度和產品的部分數據。
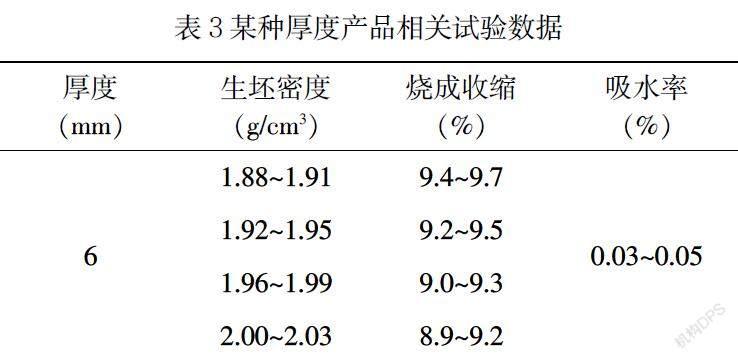
當同一種產品的生坯厚度,如果成型后坯體的密度不同,在相同吸水率的情況下,其燒成的收縮也是不同的。以某種厚度產品為例,相關試驗數據如下表3所示。
2.5 生坯密度的取樣和檢測
2.5.1有模干壓成型坯體的取樣
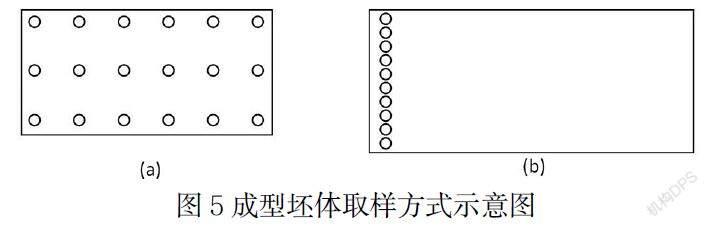
由上述分析可知,該種布料方式是格柵往返布料,坯體的各點密度受粉料性能、格柵結構、格柵運動速度等影響。應從縱橫方向截取多個點來進行生坯密度檢測。以900mm×1800mm×12mm規格產品為例,可考慮前、中、后,左、中、右,取18個點進行檢測,如圖5(a)所示。
2.5.2連續式滾壓成型坯體的取樣
因該種坯體是上下滾筒的切線點受壓成型,在取樣檢測密度時,可以沿切線點的斷面取樣檢測。以1600mm×3200mm×12mm規格產品為例,可考慮在1600mm的邊,取10~12點進行檢測,圖5(b)所示。
2.5.3生坯密度的檢測
利用阿基米德原理,采用浸沒法進行生坯密度的檢測。考慮到生坯遇水容易塌陷,影響檢測結果。需采用一些滲透性差的液體作為浸沒介質(如:水銀、硅油等)。因水銀存在一定毒性,生產上一般采用硅油作為浸沒液體。
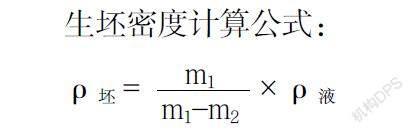
生坯密度計算公式:
ρ坯= ■×ρ液
ρ坯:坯體密度
m1:樣品在空氣中的質量
m2:樣品在液體中的質量
ρ液:介質液體的密度
2.6影響生坯密度的其它因素
2.6.1除了布料和成型方式外,粉料的容重也是影響生坯密度的重要因素。
影響粉料容重的主要因素:
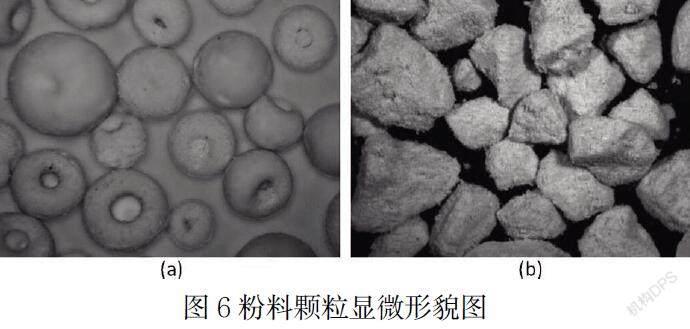
(1)造粒方式,采用噴霧造粒的粉料,因水分蒸發,單個粉料粒子近似球體狀,粒子內部呈空心狀態如圖6(a)。采用機械破碎造粒的粉料,單個粒子呈不規則狀,粒子內部呈實心狀如圖6(b)。噴霧造粒的粉料容重一般小于機械破碎造粒的粉料。根據生產經驗,當粉料水分在7%~7.5%時,噴霧造粒的粉料容重一般在0.87~0.93g/cm3,機械破碎造粒粉料的容重一般在0.96~1.02 g/cm3。
(2)漿料水分,在滿足漿料流動性的前提下,可考慮盡量減少漿料的水分,不僅可以節約噴霧塔的能耗,還可以在造粒時,減少單個粒子內部空心的體積,即:減少粉料氣孔率,提升粉料容重。
(3)顆粒級配,粉料堆積時,粒子之間存在間隙,間隙大,容重低。根據生產經驗,如果粉料中,細顆粒較多,則容重會偏低;如果粉料中,粗顆粒較多,則容重會偏高。在生產過程中,一般調節40目以上和100目以下的粒子,可在一定范圍內調節粉料容重。
(4)粉料水分,不同的壓機成型方式,對粉料的水分要求是不同的,當粉料水分大時,粉料容重會偏大,反之,則容重偏小。
(5)粉料配方的結構,如果配方中采用密度較大的原料較多,所制得的粉料一般會容重較大。
2.6.2粉料的流動性
(1)流動性好的粉料,成型后坯體各點的密度差異較小;流動性差的粉料,成型后坯體各點的密度差異偏大。
(2)噴霧造粒的粉料,單個粒子接近球形,流動性好;機械破碎造粒的粉料,單個粒子形狀不規則,流動性欠佳。
3結語
巖板作為一種新型的建材產品,生產過程中的細節控制尤為重要。坯體密度作為其中一個關鍵控制點,不僅會影響到產品的表面質量,也會對產品的加工性能有著重要的影響,需要在研發和生產中作為重點研究。
參考文獻
[1] 《建筑陶瓷工藝》講義? ? ?馬光華? ?景德鎮陶瓷大學
[2] 《現代建筑衛生陶瓷工程師手冊》? ? 中國建材工業出版社
