五軸聯動混聯機床插補算法的研究
2020-12-29 09:21:06葛帥帥李開明
機械設計與制造工程 2020年12期
葛帥帥,李開明
(南京理工大學機械工程學院,江蘇 南京 210094)
一般六自由度并聯機構有實現姿態能力差、運動學正解求解困難以及難以通過閉環控制獲得較高的精度和較好的動態性能等缺點,而少自由度并聯機床具有驅動元件少、結構緊湊、成本低等突出優點。三自由度并聯機床已能滿足大多數應用需求。雖然并聯機構具備串聯機構不能比擬的優勢,但也有一些串聯機構所沒有的缺點,若將兩者結合起來恰好可以在優缺點上形成互補[1]。五軸聯動數控加工技術是實現復雜自由曲面產品加工制造的關鍵技術[2]。在原有的三平動非對稱并聯機床的基礎上增加一個C-A型雙擺頭構成五軸聯動混聯機床,但并聯機床存在運動耦合,必須通過逆解運算將動平臺在操作空間中的運動轉換為關節空間中的伺服運動才能使動平臺走出期望的軌跡[3]。由于采用一般的插補方法C-A型雙擺頭可能會產生非線性誤差,因此本文提出了一種操作空間粗插補與關節空間精插補相結合的插補算法來解決上述問題。
1 機構描述
3-2SPS并聯機構主要由動平臺、機架和3組伸縮桿組成,如圖1所示,上下兩組伸縮桿兩端分別與動平臺和機架連接,中間一組伸縮桿兩端分別與動平臺和線性模組連接,線性模組是一種可水平滑動的冗余滑塊,用以規避奇異位形和增大工作空間。每組伸縮桿均由一個伺服電機驅動,以保證同一組伸縮桿始終平行且桿長相等,從而使動平臺只能在機床的X,Y,Z軸方向上平動。在上述并聯機床動平臺上裝上C-A型雙擺頭構成五軸聯動混聯機床。
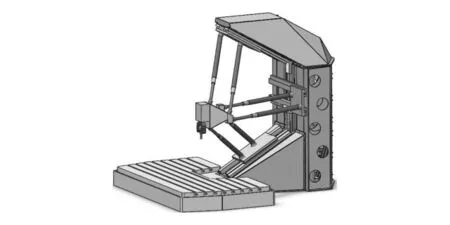
圖1 混聯機床三維模型
2 運動學求解
2.1 坐標系的建立

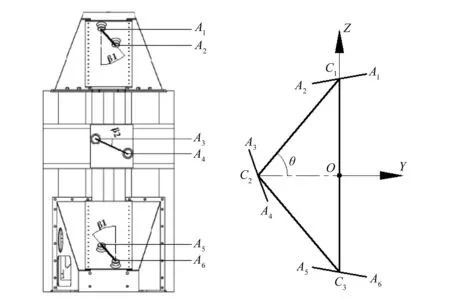
圖2 定平臺鉸鏈點和定坐標系示意圖

圖3 動平臺鉸鏈點和動坐標系示意圖


2.2 并聯機床的位置及速度正反解

(1)
(2)
式中:Bi為動平臺上鉸鏈安裝點在機床動坐標系中的位置坐標;Ai為定平臺上鉸鏈安裝點在機床定坐標系中的位置坐標。
由式(2)可得本文并聯機床位置反解方程:
(3)
由式(3)可得本文并聯機床位置正解方程:
(4)
由于L1=L2,L3=L4,L5=L6,則有:
(5)

(6)
2.3 雙擺頭的位置正反解
如圖4所示,雙擺頭定軸坐標系為Om-XmYmZm,其中Om是擺動A軸和旋轉軸C軸的交點,各坐標軸方向與機床定坐標系相同;Ot-XtYtZt為刀具坐標系,其中Ot與刀尖點重合,各坐標軸方向與機床定坐標系相同,Om到Ot的距離為L;工件坐標系為Ow-XwYwZw。在刀具坐標系中,刀位點為(0,0,0),刀軸矢量為Ps0(0,0,L);在工件坐標系中,記機床平移軸相對于初始狀態的位置為Ps(sx,sy,sz)。刀位點矢量和刀軸矢量在工件坐標系中分別為u(ux,uy,uz)和p(px,py,pz),可由Ot-XtYtZt相對于Om-XmYmZm的旋轉坐標變換和Om-XmYmZm相對于Ow-XwYwZw的平移坐標變換得到[6]:[uxuyuz0]T=M(PM0+PM)·MRZ(θC)·MRX(θA)·M(-PM0)·[0 0 1 0]T,[pxpypz1]T=M(PM0+PM)·MRZ(θC)·MRX(θA)·M(-PM0)·[0 0 0 1]T,其中M(PM0+PM)和M(-PM0)為平移變換矩陣,MRZ(θC)和MRX(θA)為旋轉變換矩陣。
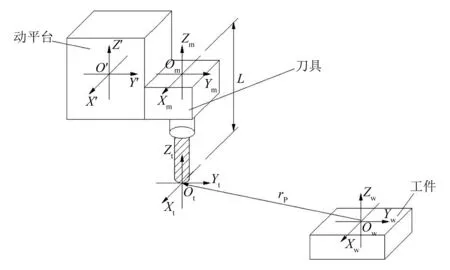
圖4 工雙擺頭機床坐標系統圖
綜上可得[7]:
(7)
3 笛卡爾空間粗插補
記某段程序首位置刀位點坐標和刀軸矢量為rs[ps(psx,psy,psz),us(usx,usy,usz)],末位置為re[pe(pex,pey,pez),ue(uex,uey,uez)],與其對應的機床定坐標系中的坐標和A、C角為Ms(Xs,Ys,Zs,As,Cs)、Me(Xe,Ye,Ze,Ae,Ce)。程序段首位置和末位置距離為Les=|pe-ps|,設當前是第n個插補周期,當前刀位點為rn[pn(pnx,pny,pnz),un(unx,uny,unz)],與首位置的距離為Lns=|pn-ps|,設第(n+1)個插補周期內的進給速度為Fn+1,則刀位點沿進給方向移動ΔLn+1=Fn+1·T,此時(n+1)插補周期后的刀位點為rn+1[pn+1(p(n+1)x,p(n+1)y,p(n+1)z),un+1(u(n+1)x,u(n+1)y,u(n+1)z)],與首位置之間的距離為[8]:
(8)
則:
rn+1=rs+(re-rs)·Ln+1/Les
(9)
即:
(10)
聯立式(7)和(10)可求得各個插補點θA,θC,sx,sy,sz的值。
4 關節空間精插補
已知伸縮桿起點和終點(即伸縮桿的長度)、伸縮桿伸出速度和兩點間的時間(插補周期)T,則符合這3個限制條件的三次運動軌跡是唯一確定的,在一個插補段內任意時刻的加速度a(t)、速度v(t)和伸縮桿長度l(t)可表示為[10]:
j(t)=j00≤t≤T
(11)
a(t)=j0t+a00≤t≤T
(12)
(13)
(14)
給定伸縮桿各插補周期內的起始桿長l0和終止桿長l1以及起始速度v0和終末速度v1,可得:
(15)
(16)
將j0和a0代入式(14),可得l(t)的矩陣表達式為:
(17)
由式(17)可以看出,通過這種插補方法得到插補軌跡段的離散點,且在插補周期內伸縮桿伸出速度和加速度也連續。
5 仿真實例
5.1 仿真計算結果
為進一步驗證上述插補方法的有效性,在MATLAB軟件中仿真了一段直線加工軌跡。設軌跡段的起點刀尖點坐標及刀軸矢量為(-191.395 8,2.638 4,7.225 2),(0.028 586,0.104 879,0.994 070),終點刀尖點坐標及刀軸矢量為(-191.397 8,4.816 3,7.208 0),(0.028 817,0.071 236,0.995 840);仿真插補周期為3 ms,進給速度為4 000 mm/min,L=20 mm。插補算法計算結果如圖5~圖10所示。
5.2 仿真結果分析
圖5~圖7中的粗插補點序為經操作空間粗插補后再通過位置反解得到的關節空間中的桿長分布點序,圖中的精插補曲線是在關節空間中采用PVT插補得到的各伸縮桿的桿長變化曲線,從圖中可看出,精插補曲線通過所有的粗插補點序,說明采用此種插補方法獲得的軌跡精度較高、位置誤差較小。圖8、圖9分別為伸縮桿5在一個插補周期內的桿長變化曲線和速度變化曲線,從圖中可看出,桿長變化曲線光滑,在插補周期內伸縮桿速度和加速度曲線光滑連續。圖10為在操作空間內刀尖點所走的軌跡與原直線加工軌跡之間的誤差變化圖,從圖中可看出,最大加工誤差為0.765 μm,滿足加工精度要求。

圖5 伸縮桿1的桿長插補曲線
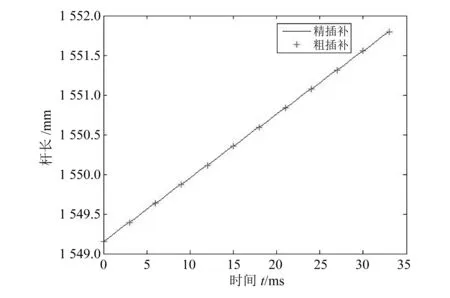
圖6 伸縮桿3的桿長插補曲線
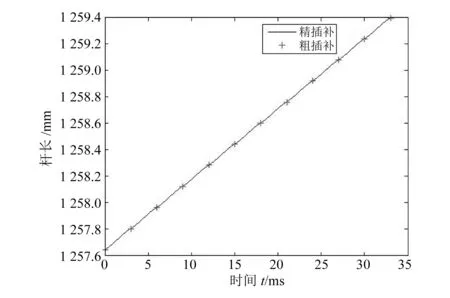
圖7 伸縮桿5的桿長插補曲線
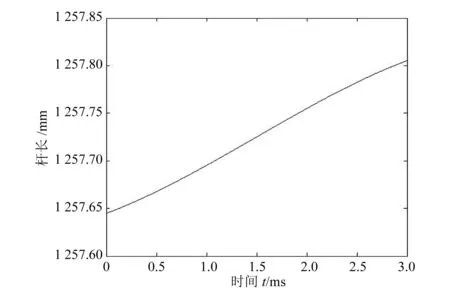
圖8 伸縮桿5一個插補周期內桿長插補曲線
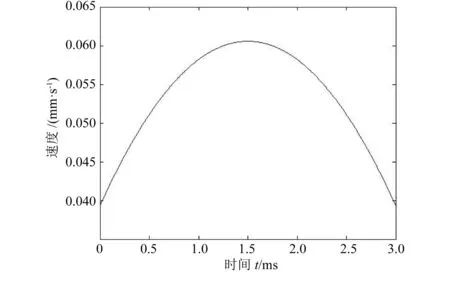
圖9 伸縮桿5一個插補周期內速度插補曲線

圖10 操作空間內誤差變化曲線
6 結束語
原有的并聯機床(3-2SPS)是三平動非對稱機床,在其上添加一個C-A型雙擺頭構成混聯機床,可實現五軸聯動。并聯機床必須通過逆解運算將動平臺在操作空間中的運動轉換為關節空間中的伺服運動才能使動平臺走出期望軌跡,而在操作空間中的普通插補,由于C-A型雙擺頭旋轉軸運動的影響,刀具實際的運動軌跡不是期望的直線,原來的插補算法不適用。本文將提出的操作空間粗插補與關節空間精插補相結合的插補算法用于該五軸聯動機床刀具軌跡的修正,能較好地控制刀具的運動軌跡, MATLAB仿真結果也驗證了該算法能有效減小混聯機床的加工誤差。
